
Fターム[3C034DD07]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 目的 (2,044) | 最適研削プロセス (293)
Fターム[3C034DD07]に分類される特許
1 - 20 / 293
研削装置
ベルト研磨装置
研削方法および研削盤
実切込み量測定方法および加工方法および工作機械
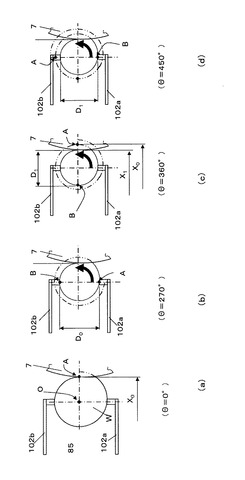
【課題】加工部位の正確な実切込み量を加工中に測定し、これを用いて加工工程を制御する工作機械を提供する。
【解決手段】円筒の加工部を備えた工作物Wを回転支持して砥石車7を半径方向に切込む加工方法において、加工部表面の測定開始点を含む直径である開始直径D0を測定し、測定開始点が加工作用部を通過した後に、測定開始点を含む直径である終了直径D1を測定する。測定開始点が加工された時の実切込み量Uを式U=|D0−D1|を用いて演算し、加工部の回転方向の位置に対応する実切込み量Uの相互差から加工部の振れを演算し、振れを除去するような砥石車7の切込み制御を行う。
(もっと読む)
ガラス板研磨装置

【課題】研磨手段の姿勢制御に着目することにより、近年要求が高まっている曲面を多用した建築物の外装材や内装に利用可能な、種々の曲面を有する結晶化ガラスを工業的に製造する技術を提供する。
【解決手段】曲面を有するガラス板Gを研磨するガラス板研磨装置であって、ガラス板Gを保持する保持手段10と、ガラス板Gを研磨する研磨手段20と、ガラス板Gに対して研磨手段20を押し付ける押圧手段30と、ガラス板Gと研磨手段20とが実質的に面接触する状態を維持しながら、保持手段30を回転させる回動手段40と、保持手段30を水平方向にスライドさせるスライド手段50と、を備え、ガラス板Gと研磨手段20との面接触領域において、ガラス板Gに対する研磨手段20の押圧軸aがガラス板Gの曲面の法線bと一致するように、回動手段40、及びスライド手段50が調整される。
(もっと読む)
基板処理装置及び基板処理方法
【課題】製造プロセス中のウエハの反りを防止する。
【解決手段】基板処理装置は、ウエハにおける、サポートプレートが貼り付けられている面とは反対側の被支持面の内周部を支持する支持ピンにより支持された積層体を減圧環境下において搬送する搬送ユニット20とを備え、製造プロセス中のウエハの反りを防止することを可能とした。
(もっと読む)
砥石
【課題】砥石と遊離砥粒とを用いて研削を行うことにより、加工レートと良好な面粗さとを共に得ようとする技術が提案されている。しかし、従来の砥石は砥粒とボンド材とが硬く結合しているため、供給された遊離砥粒を十分に保持することができず、供給される遊離砥粒を加工レートと良好な面粗さの向上に活かすことができなかった。
【解決手段】微粒金属体と、前記微粒金属体の表面に突き刺さって配置される高硬度の微粒石と、微粒石が突き刺さった微粒金属体を分散状態で形状維持するための樹脂とからなる砥石などを提供する。
(もっと読む)
剛性測定方法および研削盤
【課題】工作物の研削部位の正確なたわみを研削中に測定し、これと研削抵抗を用いて正確な研削位置剛性を測定できる剛性測定方法および研削盤を提供する。
【解決手段】研削作用位置から回転方向に180度未満に位置する加工部の表面の位置である測定開始位置Aを含む直径である開始位置直径D0を測定する。測定開始位置Aが工作物Wの回転軸心Oに関して研削作用位置と対向する位置に到達した時に、測定開始位置Aに対する工作物の両軸端部における回転中心を結ぶ直線の距離である表面距離Lと、この時作用している法線研削抵抗力Rを同時に測定する。開始位置直径D0を測定してから工作物Wが180度回転した時の測定開始位置Aを含む直径である終了位置直径D2を測定する。工作物Wの研削作用位置における剛性である研削位置剛性kを式k=R/(L−(D0+D2)/4)を用いて演算する。
(もっと読む)
工具経路算出装置、工具経路算出方法、及び加工装置
【課題】研削工具(砥石)を持つ加工装置の制御に係わり、工具の磨耗に対処して好適な経路を算出し、費用等を抑える。
【解決手段】本工具経路算出装置10は、加工装置20での研削中に工具に生じる磨耗を考慮した経路を算出する機能を有する。処理部201は、被削材と工具との組合せについて、(1)第1の研削加工(試加工)の結果データに基づき、研削諸元値と工具磨耗量との関係情報を含むデータをDB50に格納する処理と、(2)第2の研削加工(実加工)を行うためのNCデータ52を生成する際に、当該研削諸元値と、DB50とをもとに、第2の研削加工の工具磨耗量を算出する処理と、(3)工具の磨耗を考慮しない経路に対し、上記第2の研削加工の工具磨耗量を反映して補正した工具の経路を算出する処理とを行う。
(もっと読む)
レンズ研磨方法およびレンズ研磨装置
【課題】揺動回転型のレンズ研磨装置を用いて10ミクロン以下の精度でレンズ研磨を行うことのできるレンズ研磨方法を提案すること。
【解決手段】レンズ研磨装置1は、ホルダーシャフト13が第1位置T1に至るまで、第1押圧力P1、第1回転速度N1の研磨条件で被加工レンズ15の研磨を行う(ST2,3,4)。ホルダーシャフト13が第1位置T1から第2位置T2に至るまで、第2押圧力P2(<P1)、第2回転速度N2(<N1)の研磨条件で被加工レンズ15の研磨を行う(ST5,6,7)。第1位置T1は、第1押圧力P1の下で被加工レンズ15のレンズ中心肉厚が目標レンズ中心肉厚よりも予め定めた量だけ厚い肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置であり、第2位置T2は、第2押圧力P2の下でレンズ中心肉厚が目標レンズ中心肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置である。
(もっと読む)
加工装置
【課題】1枚目に加工する被加工物についても1回の加工によって所望の平坦度に加工することを実現するための加工装置を提案する。
【解決手段】制御手段は、加工中のモータの最大負荷電流値と、最大負荷電流値以内で加工された被加工物の加工後の被加工面の平坦度を示す被加工面平坦度毎最大負荷電流値表を格納する格納部と、加工中のモータの負荷電流値をモニタする負荷電流値モニタ部と、所望平坦度と格納部に格納された被加工面平坦度毎最大負荷電流値表とから所望平坦度に対応する最大負荷電流値を選択する選択部と、負荷電流値モニタ部でモニタされる加工中のモータの負荷電流値が、選択部で選択された最大負荷電流値以下になるように加工送り手段の送り速度を制御する送り制御部と、を備える加工装置が提供される。
(もっと読む)
研磨装置
【課題】作業者の負担軽減を図る。
【解決手段】研磨装置Aは、ワークWに対して上から当接することでそのワークWを研磨するバフ11(回転工具)と、バフ11に対しワークWへの当接状態を保つための押圧力を付与する電動アクチュエータ20(押圧手段27)と、バフ11の上下方向の位置を検出して位置検出信号28Sを出力する電動アクチュエータ20(位置検出手段28)と、バフ11をその重量に応じた力で支持するための流体圧シリンダ30と、電動アクチュエータ20からの位置検出信号28Sに基づき、流体圧シリンダ30に付与される流体圧を調節する電空レギュレータ34とを備えている。
(もっと読む)
ガラス板の両サイド加工装置
【課題】生産効率が良く、良質の研削加工が得られる両サイド加工装置を提供すること。
【解決手段】ガラス板2の両サイド加工装置1は、ガラス板2の下面を支持して送るコンベア装置3の両側に設けられ、ガラス板2の両側短辺の近部を吸着支持する一対の短辺支持吸盤6と、ガラス板2の両側長辺の近部を吸着支持する一対の長辺支持吸盤7とを備えており、短辺支持吸盤6と長辺支持吸盤7とは互いに反対位置から行き違いの往復直動を行うようになっている。
(もっと読む)
歯面加工装置及び歯車製造方法
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
四角柱状インゴットの四隅R面の円筒研削方法
【課題】 四角柱状シリコンインゴットの四隅R面の面取り研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】
カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
超仕上げ加工方法および超仕上げ加工装置
【課題】安定した加工状態を得ることが可能な超仕上げ加工方法および超仕上げ加工装置を提供する。
【解決手段】回転する工作物9に砥石台4に支持した砥石10を揺動させながら押し当てる超仕上げ加工装置の砥石台4に、回転する工作物9の接線方向の分力Qを検出する主分力センサ6a、押し当て方向の分力Pを検出する背分力センサ6b、砥石10の揺動方向の分力Rを検出する揺動荷重センサ6c、砥石10の押し当て方向の移動量を検出する移動量センサ7、工作物9の寸法減少量を検出するインプロセスゲージ8を設ける。そして、「粗」→「仕上げ」に応じて変化するセンサ6a、6bの出力に基づき加工状態を判定し、加工条件(回転数、揺動数、押し付け力)を変化させて加工効率を改善する。また、前記センサ6a、6b、移動量センサ7とインプロセスゲージ8の出力を用いて研削異常を検出し砥石の不具合への対処を行うことにより、安定した加工状態を得ることができるようにする。
(もっと読む)
加工装置
【課題】ウェーハの加工を行う加工装置において、ウェーハの形状を円滑に認識して生産効率を良好にするとともに、透明なウェーハについても形状を認識できるようにする。
【解決手段】保持手段2に保持された被加工物Wを撮像して加工すべき領域を検出し、その領域を加工手段3によって加工する加工装置1において、被加工物Wの保持手段2に対する着脱が行われる領域である着脱領域Aから被加工物Wが加工手段3による作用を受ける領域である作用領域Bまでの被加工物Wの移動経路に、ライン照明とラインセンサとからなるスキャナ10を配設し、被加工物Wが着脱領域Aから作用領域Bまで移動している間に、ライン照明からの光を被加工物において全反射させラインセンサでとらえることで、透明な被加工物Wの形状認識を可能とするとともに、形状認識のために保持手段2の動きを停止させず、デバイスの生産性を向上させる。
(もっと読む)
全自動式マイクロドリルの研磨装置及びその研磨方法
【課題】設備の設置コストを下げ、且つマイクロドリル研磨時の効率及び品質を有効に向上させる全自動式マイクロドリルの研磨装置及びその研磨方法を提供する。
【解決手段】全自動式マイクロドリルの研磨装置及びその研磨方法として、その装置は機台、ブラシ装置、取出しモジュール、挟持モジュール、第1検査モジュール、第2検査モジュール及び研磨モジュールを含む。これらによって、研磨及び検査前のマイクロドリルを該挟持モジュールへ移動し、移動過程で同時に塵除去を行い、続いて第1次検査を行う。合格と判定したものは該研磨モジュールで第1次研磨を行い、不合格のものは不良品区へ送る。第1次研磨が完了した該マイクロドリルは第2次検査へ進み、良品は該放出区へ送り、不良品は前述ステップを繰り返してから第2次研磨へ進み、良品を該放出区へ送り出す。それでも尚、不良品の場合は該不良品区へ移動させ、自動化マイクロドリルの研磨を実現し、その効率と品質を大幅に向上させる。
(もっと読む)
研削加工盤及び研削加工方法
【課題】ティーチングレス化、ワークのセット替えの自動化により、セット替え時間の短縮化を図ると共に、不良品の発生を完全に無くし、一発で良品を出す。
【解決手段】砥石4支持用の支持軸6のセンター位置CPを基準に、研削加工前の最初のワーク2の直径ID、砥石の直径WD、研削加工後の最初のワークの研削完了位置S4、研削加工前の2番目以降の各砥石の実際の研削開始位置S0から仮の研削開始位置S0′を演算する場合、砥石を、仮の研削開始位置から移動させて研削加工を実行し、研削完了位置S4近傍で、砥石を、S4分だけ最初のワークから離間させることで、実際の研削開始位置S0を確定させる。仮の研削開始位置は、実際の研削開始位置との間に余裕量Sαを考慮し、S0′=ID−WD−S4−Sαなる演算で設定される。
(もっと読む)
被加工物の加工方法
【課題】被加工物を1回で精度良く加工できるようにすること。
【解決手段】加工方法は、単位除去形状と被加工物との相対向きを変え、各相対向きの計算除去形状と目標除去形状の差分の内、最小の差分となる相対向きに回転研磨工具の回転軸と被加工物との相対位置を位置決めし、かつ滞留時間分布に従った、相対速度で被加工物を加工するようになっている。このため、本発明の加工方法は、1回の走査で、誤差の少ない加工が可能であるため、被加工面の高精度化と、繰返し加工する回数が減ることによる加工能率の向上が可能になる。
(もっと読む)
1 - 20 / 293
[ Back to top ]