
Fターム[3C036BB11]の内容
Fターム[3C036BB11]の下位に属するFターム
ドリルブッシュ (21)
Fターム[3C036BB11]に分類される特許
1 - 20 / 48
穴あけ工具
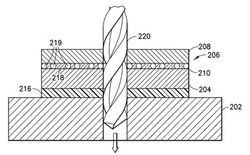
【課題】液体シムの高温硬化及び穴あけ治具の機能を促進する穴あけ工具
【解決手段】工具206は、第一及び第二の構造部材202、204の間に配置された液体シム216の層を有する第一及び第二の構造部材を貫通して穴をあけることを提供する。工具は、構造部材にあけられる穴の位置を定める開口部を有する穴あけ治具208と、穴あけ治具の底表面の少なくとも一部分に結合されたヒートブランケット210を有し、液体シムに近接したエリアの前記構造部材の一に結合される。方法は、構造部材にあけられる穴に対応する穴あけ工具を提供するステップ、液体シムに近接したエリアに前記構造部材の一に前記工具を結合するステップ、前記ヒートブランケットをアクティブにし、既定の期間に硬化温度を超える温度まで液体シムの温度を上昇させるステップ、及び、前記穴あけ治具の前記穴を貫通して、前記構造部材及び前記液体シムに穴をあけるステップを含む。
(もっと読む)
工作機械及びそれを用いた加工方法

【課題】加工ユニットを移動させる必要が無い工作機械を提供することを課題とする。
【解決手段】図(a)に示すように、ワークW1の上面がワーク抑えプレート216に当接する。更に、ワーク受けプレート215を上昇させると、クッションユニット228、228が縮み、この縮み量に応じてクッションユニット228、228はワークW1をワーク受けプレート215へ付勢する。図(b)に示すように、ワーク受けプレート215とワーク抑えプレート216で挟持されたワークW1に、加工ヘッド213により機械加工を施す。
【効果】加工ヘッド213は静止させ、ワークW1を加工ヘッド213へ接近させる。重量物である加工ヘッド213を移動させないため、省エネルギーが図れる。
(もっと読む)
振れ止め装置
【課題】ワークに対して任意の方向からの深穴加工を可能とするとともに、ドリルの座屈を防止し高精度な深穴加工を可能とする振れ止め装置を提供する。
【解決手段】振れ止め装置10は、振れ止め部30と位置決め部32とを備える。振れ止め部30は、ドリル18の軸線方向に沿って移動自在に設けられたガイドフレーム34と、ドリル18が挿通されるガイド孔54が形成されたガイド部材38と、ガイド部材38をドリル18の先端側に弾性的に付勢する付勢手段42とを有する。位置決め部32は、ガイド部材38に対して3次元的に姿勢変更自在に取り付けられ、ワークと非接触状態でドリル18よりも先端側に位置する。
(もっと読む)
深さ制御電動工具
【課題】キリで掘られる、穴の深さが、深さ設定器の設定数値になったら、自動で停止する深さ制御電動工具。
【解決手段】先ず、掘りたい深さを、深さ設定器11にセットします、次に、スイッチ3を第1段階にします、この時、深さ設定器11の設定値を制御装置4が読み取ります。スライド装置5は、先端がキリの先端と、同一面に有り、深さ表示器12が、0表示で、キリ先を十字のLED照明がてらします。スイッチ3を第2段階にすると、モーター1が回転を始め、キリが穴を掘り始め、深さ制御電動工具が、前進を始め、スライド装置5がスライドを始め、深さ表示器12の表示が、0から加算して行きます。深さが設定値に達すると、深さ表示器12の、現在値が、深さ設定器11の設定値と一致し、モーター1は、自動で停止します。
(もっと読む)
穿孔治具
【課題】瓦の所定位置に、容易かつ正確に貫通孔を開設することができる穿孔治具を提供する。
【解決手段】穿孔治具10は、穿孔工具30を瓦40の表面40aに対して一定姿勢に保持する工具保持手段11と、工具保持手段11を瓦40の表面40a上の一定位置に保持するため瓦40の周縁部の複数箇所(辺縁部40L,40R,40U)に着脱可能に係合する位置決め手段12と、位置決め手段12に対する工具保持手段11の相対位置を変更する位置変更手段13と、を備えている。位置決め手段12として、複数の支持部材14,15と、ガイド部材16と、ガイドストッパ17と、を設け、位置変更手段13として、辺縁部40L,40Rと直交する矢線S方向に沿って工具保持手段11を位置変更可能に固定するための係止部材18がガイド部材16に着脱可能に取り付けられている。
(もっと読む)
加工装置
【課題】経済的な構成で、多種類の異なるワークの加工を高精度且つ効率的に遂行することを可能にする。
【解決手段】加工装置10は、多種類の異なるワークWを位置決め保持する汎用型ワーク位置決め治具96と、ギャングヘッド24に回転駆動力を付与するとともに、前記ギャングヘッド24を着脱自在な装置本体18と、前記ギャングヘッド24を、前記ワークWに対して案内するガイド機構76と、前記ギャングヘッド24を、工具50の軸方向に直交する面を揺動面として前記装置本体18に対し揺動させる揺動機構36と備える。
(もっと読む)
加工装置
【課題】ツールホルダを確実に支持してワークの複数の孔部に高精度な加工を効率的に行うとともに、汎用性に優れる加工装置を提供する。
【解決手段】加工装置10は、刃具によりワークWの孔部26の内周面を加工するツールホルダ36と、前記ツールホルダ36に設けられ、加工済みの孔部26の内周面に挿入されて前記刃具による次段の前記孔部26の加工をサポートするサポート機構42とを備える。サポート機構42は、ツールホルダ36の外周面との間に第1流体軸受76を構成するとともに、前記ツールホルダ36の回転及び軸方向への移動を許容するリング部材78と、前記リング部材78の外周面との間に第2流体軸受80を構成し、前記ツールホルダ36の径方向外方に拡径又は突出して加工済みの孔部26の内周面に押圧される支持部材82とを備える。
(もっと読む)
長尺シャフト内面加工装置
【課題】ロングシャフトの内面を加工することにおいて、加工できないデッドスペースを小さくする。
【解決手段】加工ヘッド20は、長尺シャフト1の下穴2に軸方向に挿入可能であり、かつ、下穴2内で軸方向に移動可能である。加工ヘッド20は、半径方向に移動可能な内面加工用の刃物29と、長尺シャフト1の内面2aに取り付け可能な内面チャック24とを有する。長尺シャフト支持装置10は、鉛直に配置した長尺シャフト1を固定し、内面チャック24は、軸方向に関して1箇所のみに設けられている。
(もっと読む)
ドリル・タップ加工装置
【課題】ドリルやタップ等の工具の折損を防止し、穴加工やめねじ切り加工、あるいは加工後の工具の引き抜きを確実に行うことができるドリル・タップ加工装置の提供。
【解決手段】水平な面内を旋回自在な第1ビーム7と、この第1ビームに水平面内を旋回自在に連結されるとともに垂直面内を旋回可能な平行リンクとして構成された第2ビーム9と、この第2ビーム9に支持されたツールユニットとを有する。前記第2ビーム9には、これと一体に水平面内を旋回可能なストッパプレート10が設けられており、このストッパプレートには、第2ビームを垂直面内上方に押し上げるためのリフタ13が配置されている。このリフタ13の作動で第2ビーム9を垂直面内上方に押し上げることにより、工具をワークから引き抜くことが可能となっている。
(もっと読む)
貫通加工ヘッド
【課題】第二孔を安定的に切削し、第二孔に要求される真直度の達成や、第二孔の捻れの防止を図る貫通加工ヘッドを提供する。
【解決手段】第一孔を設けた材料に、第一孔の一部と重複するように第二孔を加工して断面で外周8の字状の孔を形成する貫通加工ヘッド21であって、切削チップ26を備えた加工ヘッド部22を先端に配置し、加工ヘッド部22の後方側で同軸上に、ヘリカル状の溝31を備えた案内ガイド部23を配置する。
(もっと読む)
穿孔機用位置決めガイド
【課題】 本発明の目的は、確実に狙った穿孔位置に、且つきれいな穿孔穴が可能な穿孔機用位置決めガイドを提供することである。
【解決手段】 ビットガイドの回動により様々なサイズのドリルビット径に対応可能であり、且つそのビットガイドには突起部を配設しドリルビットの保持を簡単にできるので、穿孔作業時のドリルビットの振れを容易に抑える事ができ、更には穿孔作業時のずれ防止を図るためにサイドハンドルの接続や穿孔機用位置決めガイド本体底部へのゴム等の弾性体を設けた構成とすることにより達成することができる。
(もっと読む)
電動ドリルのガイドアタッチメントおよびこれを備えた穿孔装置
【課題】穿孔対象物に対しする穿孔のガイドおよび穿孔作業中に調整した穿孔深さが狂わない電動ドリルのガイドアタッチメント等を提供する。
【解決手段】穿孔対象物Cに対しての穿孔をガイドするドリルビット2が装着された電動ドリル3のガイドアタッチメント5であって、電動ドリル3に装着されるガイドホルダー51と、ドリルビット2が挿通する挿通開口61を有し、穿孔対象物Cに突き当てられるノーズブロック52と、を連結した入れ子式のスライドガイド53を備え、スライドガイド53は、一方の端部をノーズブロック52に固定した第1ガイド筒70と、一方の端部をガイドホルダー51に螺合した第1ガイドロッド71と、を摺動自在に連結してなり、第1ガイドロッド71は、度当りにより収縮側の摺動端位置が位置規制されると共に、ガイドホルダー51との螺合により調整ねじ機構ASを構成している。
(もっと読む)
加工装置及び加工方法
【課題】本発明の目的は、被加工物の一方側から特定されている被加工物の加工対象部位に対して被加工物を挟んで一方側の反対側から高い位置精度の加工を行うことが可能な加工装置及び加工方法を提供することである。
【解決手段】加工装置50は、被加工物60の一方側にある着磁物63が生成する磁場に被加工物60を挟んで一方側の反対側から感応する着磁物検出ユニット10と、反対側から被加工物60に対して加工処理を実行する加工ユニットと、着磁物検出ユニット10を反対側の第1位置に支持し、加工ユニットを第1位置で支持する支持構造51とを具備する。
(もっと読む)
ケガキを備えた成形品
【課題】成形品の立面における後加工部の中心から大きくずれることなく穴位置ずれ許容範囲内で、穴加工を容易にしかも精度良く行うこと。
【解決手段】金型11の抜き方向Dと略平行する向きに延びる立面1aを有し、該立面1aの一部を穴加工が施される後加工部3とし、後加工部3の中心部に、穴位置ずれ許容範囲4を径とする略円形ケガキ5を突設させた成形品1である。
(もっと読む)
穴掘りお助け工具
【課題】タイル面、鉄板、硬質パネル等にドリル錐で穴を開け様とする時、ドリル錐の踊り、跳ねを、最小限に抑え、穴あけを容易にする事の手助けをする工具を提供する。
【解決手段】固定板の密着固定にウレタンエラストマーを使用、ドリル錐誘導部品装着で錐の回転を安定させ、容易に穴を開ける事を手助けする工具である。
(もっと読む)
深孔加工機の長尺ドリル支持構造
【課題】 複数のブシュ取付体の進退にシリンダ装置を用いない、小型で簡単な構造であり、衝突による破損を防止できる深孔加工機のガンドリル支持構造を提供する。
【解決手段】 主軸6の進退により複数のブシュ取付体14、15を進退するので、主軸6を駆動する駆動源1つだけで済むので構造が簡単で安価になると共に小型にできる。また、1つの駆動源でも、ブシュ取付体14、15の後退時に解除部材36、37に係合部材17、19が当接することで、ブシュ取付体14、15と係合部材17、19との係合が解除され、加工開始時の元の位置に夫々のブシュ取付体14、15を戻すことができる。また、係合部材17、19に移動可能に備えたシャフト21、27を付勢部材26、34により軸線方向へ付勢したことにより、干渉による機械の破損を防止することができる。
(もっと読む)
内面検査装置とこれを備える内面加工検査装置
【課題】切削加工後の長尺シャフトなどの管状部材の内面を簡単に検査できる内面検査装置を提供する。
【解決手段】管状部材1の内面2を加工する内面検査装置であって、管状部材1を固定する固定装置10と、固定装置10により固定された管状部材1の内面2を加工する加工機20、30、40と、内面2に区画された管状部材の内部空間に位置した状態で、加工機に加工された内面2を検知する内面検査ヘッド15と、を備える。
(もっと読む)
垂直穿孔補助具
【課題】
携帯用電気ドリルで板材の側面に垂直な穴をあけたい時に、錐の垂直姿勢を確認するための指標が穿孔点近傍に無い、又、板材の側面に板幅の中点を正確に罫書くのも難しい。
【解決手段】
本発明は垂直基準面を持つ薄板2枚で穿孔平面を挟むことにより錐が垂直姿勢を保つための指標と、板幅の中点を提供するもので、円柱2本で前記薄板を平行移動可能に連結し、尚かつ前記円柱2本を穿孔平面上に密着させることにより、前記垂直基準面2枚が穿孔平面に対して垂直姿勢を示す位置に前記円柱2本を配置し、又、前記薄板2枚の内側側面に、合同の直角三角形の薄板2枚を斜辺面が交叉し、尚かつ重ね合わされて摺動可能位置にそれぞれ固定し、前記垂直基準面を持つ薄板2枚が被穿孔材を挟んで固定されたときに2枚の直角三角形の斜辺面の交点が板幅の中点を示す構成とする。
(もっと読む)
アライメントシステム
磁気的穴探知装置は、GMRセンサ手段を含むテスト磁場検出器を備え、穴の位置特定位置に対して配置された第1および第2磁場検出器(GMRとしてもよい)を含むテスト磁場検出器を備えることができ、それら検出器が、磁気軸を有し、その各々が、穴の位置特定位置から検出器への半径に対して直角に配置される。装置は、地球または周囲磁場の補正を含むことができる。 (もっと読む)
中ぐり加工装置
【課題】流体軸受の支持剛性を十分に高めることができる中ぐり加工装置を提供すること。
【解決手段】本発明の中ぐり加工装置1は、被加工物Wが載置される基台20と、被加工物Wの貫通孔11に挿通される切削工具30と、この切削工具30を回転させる回転駆動装置40と、切削工具30をブッシュ面51で支持する支持治具50A、50Bと、を備える。切削工具30は、主流路61および第2分岐流路63を有する工具本体31と、この工具本体31の外周面312に設けられた切刃32と、を備える。切削工具30の外周面312のうち支持治具50A、50Bのブッシュ面51に対向する部分には、凹状のポケット313が形成される。第2分岐流路63には、止めねじ64が着脱可能に取り付けられ、この止めねじ64は、第2分岐流路63の上流側と下流側とを連通するオリフィス641を備える。
(もっと読む)
1 - 20 / 48
[ Back to top ]