
Fターム[3C043AB09]の内容
Fターム[3C043AB09]の下位に属するFターム
テーパ面 (13)
Fターム[3C043AB09]に分類される特許
1 - 20 / 23
ワーク内面の研削方法
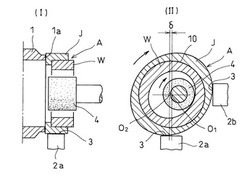
【課題】汎用の内面研削盤を用いてワークの内周に楕円形や三角形等の任意形状の精度の高いプロファイルを削成することができるようにしたワーク内面の研削方法を提供することである。
【解決手段】要求される内面プロファイルと相似形状のプロファイルが外周に形成されたジグJをワークWの円筒状外径面に嵌合し、そのワークWとジグJの嵌合組立体Aを一方向に回転駆動されるドライブプレート1の吸着面で吸着支持し、嵌合組立体Aの外周が複数のシュー2a、2bにより支持される状態で嵌合組立体Aを回転する。そのワークWの内面に砥石車4を押し当て、その砥石車4を回転させる状態でワークWの径方向に移動させてワーク内面を研削する。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法

【課題】ポリッシュ工程において酸化セリウムを用いることなく、又はその使用量を低減しつつ、十分な耐衝撃強度が得られると共に、そのような磁気記録媒体用ガラス基板を高い生産性で製造できる磁気記録媒体用ガラス基板の製造方法を提供する。
【解決手段】中心孔を有する円盤状のガラス基板の内外周端面に対して、少なくとも研削加工を施す工程を含み、研削加工を施す工程は、ダイヤモンド砥粒を金属からなる結合剤で固定したメタルボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する1次研削加工と、ダイヤモンド砥粒を樹脂からなる結合剤で固定したレジンボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する2次研削加工とを含む。
(もっと読む)
研削装置におけるワーク保持装置および軸受軌道輪の製造方法
【課題】研削時の研削力によってズレ動きが生じたり、変形が生じたりすることなくワークを安定よく保持することができるようにした研削装置におけるワーク保持装置を提供することである。
【解決手段】主軸1の先端にマグネットチャック2を介してドライブプレート3を取付け、そのドライブプレート3に形成された円筒部4の先端のワーク吸着面5によりワークWを吸着支持する。円筒部4の内側にピンブロック7を周方向に間隔をおいて設け、それぞれのピンブロック7に形成されたピン孔11に保持ピン12を出没自在に組込む。保持ピン12の下方に形成された加圧室11bに圧縮エアを供給して保持ピン12を上方に移動させ、ピン孔11から外方に突出する保持ピン12の先端部をワークWの内径面の端部に形成された面取りcに当接させて、ワークWの内径部を保持し、その保持状態でワークWの内径面あるいは外径面の研削加工を行うようにする。
(もっと読む)
砥石及び中ぐり工具
【課題】研削抵抗をより低減させることができ、且つ、仕上げ面の精度をより向上させることができる砥石を提供することを課題とする。
【解決手段】砥石14は、母材11の面12に、砥粒10が接着されている。砥粒10は、所定の角度βの逃げ角を有する逃げ面16が形成されている。砥粒10の全てに逃げ面16が形成されている。
【効果】全ての砥粒に所定の角度の逃げ角を有する逃げ面が形成されているので、研削抵抗をより低減させることができ、仕上げ面の精度をより向上させることができる。
(もっと読む)
ワーク周面研削盤及びワーク周面研削方法
【課題】ワークを変形させること無く、ワークの周面を短時間に一定の加工精度で研削することが可能な低コストの研削処理技術を提供する。
【解決手段】単一の回転軸R1を中心に回転可能に構成され、ワークの周面(外輪2の内周面2m)に研削処理を施す一対の砥石(第1及び第2の砥石6,8)と、双方の砥石を回転軸に沿って互いに接近又は離間させる方向に相対移動させると共に、各砥石を同時に回転させる回転制御機構とを具備し、ワークを回転させた状態において、回転させた一対の砥石を、当該ワークの周面を横断する方向に沿って互いに接近又は離間させながら当該周面に接触させることで、ワークの周面に対する研削処理を行う。
(もっと読む)
研削装置における内径形状加工制御方法及び研削装置
【課題】簡易な構成で、種々の内径形状の加工を可能とする。
【解決手段】
砥石24〜26を回転自在に設ける一方、砥石24〜26の軸線方向に対して直交する方向に往復動可能に第1のスライド部101を設けると共に、第1のスライド部101の往復動方向に対して直交する方向に往復動可能に第2のスライド部102を第1のスライド部101上に設け、第2のスライド部102上にワークを取り付け、第2のスライド部102に砥石24〜26の軸線方向における往復動を与えると同時に、第1のスライド部101には、ワークに内径一定の貫通孔の形成の際に必要な前記砥石の軸線方向に対して直交する方向における移動に、先の貫通孔の形状を所望の形状とするに必要な移動を重畳して与えて、ワークに対する内径形状加工を可能としてなるものである。
(もっと読む)
研磨装置
【課題】装置の不具合や故障を防止するとともに、研磨の効率化を図る。
【解決手段】直管状の管体pを支持可能なローラ2とローラ駆動装置3とを有する支持装置1を備え、前記支持装置1に隣接して研磨機10を備える。研磨機10は、基台11に支持軸12が軸周り回転自在に支持されて、その支持軸12の軸方向前端に回転砥石13が設けられ、後端には駆動装置14が接続されている。支持装置1は、内外を隔てる仕切部材21によって構成された研磨ブース20内に配置され、基台11は前記研磨ブース20外に配置されて管体pの管軸方向に沿って移動可能である。支持装置1と基台11との間を仕切る前記仕切部材21には、少なくとも支持軸12が挿通可能な大きさの孔22が設けられ、その孔22に挿通された前記支持軸12の軸方向前端に設けた前記回転砥石13を、前記駆動装置14からの駆動力によって回転させ、その回転砥石13を被研磨物(A)に宛がって研磨処理を施す研磨装置とした。
(もっと読む)
ディスク材研磨方法、ディスク材研磨装置、ディスク材、磁気ディスク用基板、および、磁気ディスク
【課題】単一の研磨部材を用いて、ディスク材、特にその内周端面を高精度に研磨する。
【解決手段】本発明によるディスク材の研磨では、各ブラシ毛の先端部が扁平形状を有する研磨ブラシを用いることを特徴とする。研磨液を供給しつつ、各ブラシ毛の先端部が扁平形状を有する研磨ブラシを、ディスク材に対して相対運動させつつ接触させる方法で、ディスク材の内周端面を研磨する。
(もっと読む)
ガラス基板の製造方法
【課題】端面研削用の研削砥石の管理が容易であるとともに寸法のばらつきが小さいガラス基板を製造できるガラス基板の製造方法を提供すること。
【解決手段】薄板ガラスを複数枚積層して固着一体化しガラスブロックを形成するガラスブロック形成工程と、ガラスブロックをコアリングしてドーナツ状ガラスブロックを形成する内外径コアリング工程と、ドーナツ状ガラスブロックの内周及び外周の端面を研削する内外周端面研削工程と、ドーナツ状ガラスブロックを個々のドーナツ状ガラス基板に分離し分離したドーナツ状ガラス基板を洗浄する分離洗浄工程とを含み、内外周端面研削工程は、ドーナツ状ガラスブロックと円柱形状の研削砥石とを互いに平行な軸回りに回転させながら研削砥石とドーナツ状ガラスブロックとをドーナツ状ガラスブロックの積層方向において相対的に往復移動させるとともに内周又は外周の端面に押圧するように径方向へ移動させて端面を研削する。
(もっと読む)
ワークの加工方法及び装置
【課題】ワークの円筒状の内面を所定の異形状に低コストにしかも高精度に加工する。
【解決手段】ワークWを回転装置1により回転させるとともに、ワークWの内径より小径のダイヤモンド砥石20を回転装置2によりワークWの軸芯上所定の位置で高速回転させ、光学式倣い制御装置を用いて、ワークWの内面加工形状を示すチャートフィルム44とダイヤモンド砥石20の画像を表示装置41上で重ね合わせ、この表示装置41上でダイヤモンド砥石20の画像を内面加工形状になぞって移動することにより、ダイヤモンド砥石20を駆動して、ワークWの内面を倣い研削する。
(もっと読む)
油溝形成方法
【課題】狭い間隔でも硬化部と軟質部のパターンが形成でき、これにより潤滑性能に優れた油溝を形成する油溝形成方法を提供する。
【解決手段】熱処理加工されるワークWを回転させて回転軸方向に所定の送りピッチPで送り動作させながら、所定のパワーでワークWの外周面上をレーザ光LBで照射して加熱するレーザ加熱工程と、ワークWのレーザ光LBが照射される加熱領域に、レーザ加熱工程と同時に冷却液を供給してワークWを冷却する冷却工程と、レーザ加熱工程及び冷却工程の後に、ワークWの外周面上を弾性砥石により加工を施す加工工程と、を行なうことによりワークWの外周面上に油溝を形成する方法とする。
(もっと読む)
軸受装置の製造方法
【課題】研削仕上げ後に、第一、第二の各外輪軌道5、6の形状精度を良好にできる製造方法を実現する。
【解決手段】上記第一、第二の各外輪軌道5、6に研削加工を施す際に、一体型の砥石14aにより、先ず、肩部17の内周面に研削加工を施し始める事に基づき、この砥石14aの送り速度を安定させる。その後、この送り速度を安定させたままの状態で、上記第一、第二の各外輪軌道5、6に研削加工を施し始める。この様な方法を採用する事により、上記課題を解決する。
(もっと読む)
研削加工装置および研削加工方法
【課題】内周面および外周面をもつワークの内外周面の研削加工を効率的に行う。
【解決手段】ベアリングの外輪等の同心円上に内周面Wiおよび外周面Woが並ぶワークWの当該周面を研削する方法であって、ワークWを、その軸線方向一端面Weを磁力で吸着することによりチャック16により保持する。そして、内周面Wiに対応する内遊面用砥石車26と外周面Woに対応する外周面用砥石車27とが軸方向に並んだ状態で砥石軸20に固定されたヘッド12を用いて、ワークWと砥石車26,27とを相対回転させながら、ワークWの内周面Wiを内周面用砥石車26により研削する工程と外周面Woを外周面用砥石車27により研削する工程とを連続して行う。
(もっと読む)
ドラム型調整車の研磨装置
【課題】テーパーローラベアリングをセンタレス研磨するに必要なドラム型状の調整車の螺旋ねじ溝を高精度に研磨加工するためのドラム型調整車の研磨装置を提供する。
【解決手段】調整車1を回転及び軸線方向に移動すると共に調整車1の研磨用の砥石9を回転及び調整車1の外輪郭2に対応する位置に位置付けるための回動や、砥石9を調整車1に近接又は離隔する方向に移動させる動作を同期制御することにより所望の螺旋ねじ溝3を研磨仕上げすることができる。
(もっと読む)
記録媒体用ガラス基板の研磨装置
【課題】 ブラシ2の芯出しを容易にするとともに、ガラス基板1の内側端面を均一に研磨する。
【解決手段】 ブラシ2の両端に円錐台状のストッパ5A,5Bを設ける。このブラシ2の両端を保持する左右のストッパホルダ40A,40Bには、ブラシ2のストッパ5A,5Bが嵌る円錐状のストッパ収納室40aが互いに先端側を向かい合わせて設けられる。片側のストッパホルダ40Bは、軸受けスライド機構80により進退駆動可能となっており、軸受けスライド機構80により左右のストッパホルダ40A,40B間の離隔を広げることによりブラシ2のストッパ5A,5Bをストッパホルダ40A,40Bのストッパ収納室40aに引き入れる。これにより正確にブラシ2の芯出しが行われるとともに、ブラシ2に張力が働いてブラシ振れが防止される。この結果、均一な研磨が可能となる。
(もっと読む)
記録媒体用ガラス基板の研磨装置および記録媒体用ガラス基板の収納ケース
【課題】 ガラス基板1の内周端面1aとブラシ毛4との接触部に良好に研磨剤を供給することで研磨効率を高めて研磨作業時間を短縮する。
【解決手段】 ガラス基板1を複数のカートリッジ60に分割収納し、このカートリッジ60を基板収納ケース10に直列に収納する。カートリッジ60は、同軸異径円筒体で、ガラス基板1を重ねて収納する大径の基板収納筒部61と研磨液流路を形成する小径の連結用筒部62とからなり、連結用筒部62の側面には、研磨液の流入開口62bが設けられる。カートリッジ60を基板収納ケース10内に直列に収納すると、各カートリッジ60の基板収納筒部61と連結用筒部62とが連結されるとともに、各基板収納筒部61の間に研磨液の流入路が形成される。従って、各カートリッジ60内のガラス基板1の円孔内に均一に研磨剤を供給することができる。
(もっと読む)
研削装置
【課題】 ワークの周面に形成されたみぞの軸方向の位置にずれがあっても砥石負けが発生しにくい研削装置を提供する。
【解決手段】 制御型アキシアル磁気軸受6および制御型ラジアル磁気軸受7,8によりケーシング4に対し非接触支持されて電動機10により回転させられる砥石軸5に、外周面に中高研削面Sが形成された研削砥石Gが取り付けられている。被加工物に対してケーシング4を相対的に移動させることにより、被加工物の円筒面状周面に形成されたみぞを研削する。ケーシング4を軸方向に位置決めした後、ケーシング4を径方向に移動させて、みぞの研削を行う。ケーシング4が径方向に移動して砥石Gが被加工物に接触する前は、アキシアル磁気軸受6の剛性値を通常値より低くしておき、砥石Gの研削面Sが被加工物のみぞ全体に接触してみぞ全体の研削を開始したことを検知し、みぞ全体の研削開始検知後に、アキシアル磁気軸受6の剛性値を通常値に戻すようになされている。
(もっと読む)
研磨装置、および円盤状基板の製造方法
【課題】研磨作業域への研磨液の供給を促進し、積層ワークの積層方向において均一に研磨することのできる研磨装置および円盤状基板の製造方法を提供する。
【解決手段】研磨機構は、回転テーブルに支持した積層ワーク140の中心孔141に、研磨ブラシ150を挿入し、スラリ供給ノズル123からスラリを積層ワーク140の上面に供給し、積層ワーク140を回転させ、研磨ブラシ150を回転させつつその軸方向(上下方向)に所定のストロークで往復移動させて、中心孔141の内周面(円盤状基板10の内周面)を研磨する。積層ワーク140は、円盤状基板10が多数積層されると共に所定枚数毎に外周面から中心孔141にスラリを供給するスラリ導入スペーサ160が介装されてホルダ200に支持され、さらに、その円盤状基板10の積層部位を覆うようにカバー300が装着されている。研磨作業時には、カバー300の内側を流れるスラリがスラリ導入スペーサ160を介して中心孔141に供給される。
(もっと読む)
研削盤
【課題】二段径の内径部でも短時間でポスト計測を行い、NGワークを少なくする。
【解決手段】ワーク20の内面に、内径部21,22とからなる二段径の複合研削部を研削加工可能とした内面研削盤1において、切込台3上に内径部21を測定可能な計測装置9を設ける一方、機内ローダ装置5に、ワーク20の研削部22を測定可能な第2の計測装置16を設けて、機内ローダ装置5によるワーク20の交換前に、主軸台7にワーク20を支持させた状態で、第2の計測装置16によって研削部22を測定可能とした。
(もっと読む)
円盤状基板の研磨装置、研磨用ブラシ、および円盤状基板
【課題】良好な円盤状基板の内周研磨に加え、研磨剤による軸受の摩耗等をより抑制した研磨装置を提供する。
【解決手段】円盤状基板の内周面を研磨する研磨装置70において、研磨液が入れられる液槽73と、軸方向に沿って中心に開孔を有する円盤状基板が複数枚装着され、装着孔を備えた基板ホルダ50と、円盤状基板の開孔に挿入され開孔を研磨するブラシ60と、液槽73の外部に設けられ、ブラシ60の一端と他端とが各々固着される固着部が互いに水平方向に同軸的に離間した位置に設けられた第1の回転軸71および第2の回転軸72と、この第1の回転軸71および第2の回転軸72を回転させる駆動手段とを備えた。
(もっと読む)
1 - 20 / 23
[ Back to top ]