
Fターム[3C046CC08]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | バイト、チップの刃先形状 (415) | 逃げ面、すくい面の関連 (27)
Fターム[3C046CC08]に分類される特許
1 - 20 / 27
刃具及び刃具の刃先形成方法
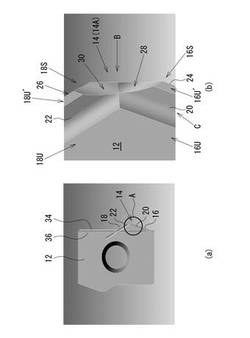
【課題】刃具の刃先を形成するための工数の増加を防ぎつつ、刃具によって切削されるワークから発生する切り屑の、砕片化を促進する。
【解決手段】コーナー部14を挟んだ二辺16、18の、すくい面16U、18Uの各々に、各辺16、18と平行かつコーナー部14で交差する態様で、円弧断面状のブレーカ20、22を形成する。円弧断面状のブレーカ20、22は、その交差部分28、30において、ニックと同等の機能形状部を構成する。すなわち、円弧断面状のブレーカ20、22の交差部分28、30は、切り屑のカール方向と直交する方向に切り屑を分断するものとなる。従って、刃具12に対して円弧断面状のブレーカ20、22を形成する際の、砥石の走査方向と異なる、ニック形成工程が不要となる。
(もっと読む)
切削インサートおよび切削工具ならびにそれを用いた被削材の切削方法

【課題】 特に難削材を加工する場合に、背分力を低減して切刃の欠損を抑制する切削インサートを提供すること。
【解決手段】 上面2と、下面3と、側面4と、切刃5とを有している切削本体部10を備え、切刃5は、切削本体部10の外方側に凸の円弧状であるとともに、凹状切刃部51および凸状切刃部52を有している複数の波状切刃50を有しており、側面4に、波状切刃50において最も下面3側に位置している最低点511を通るとともに切削本体部10の中心軸S1と直交する直線L2に対して垂直な第1割出し面41と、第1割出し面41に対して略垂直な第2割出し面42とを有している切削インサート1である。凹状切刃部51の最低点を切刃5の先端にして切削するため、切刃5のアキシャルレーキが負となって、凹状切刃部51の最低点511が受ける背分力を凹状切刃部51に分散させて、切刃5の欠損を抑制する。
(もっと読む)
切削インサート
【課題】ステンレス鋼のような難削材の中切削加工において、特に切刃のコーナ部から送り方向とは反対側に延びる部分に発生する塑性変形を防いで、長期に亙って精度の良い切削加工を効率的に行う。
【解決手段】インサート本体(1)のすくい面(2)と逃げ面(3)との交差稜線部に、すくい面(2)に対向する方向から見た平面視において凸円弧状をなすコーナ部(6)とその両端で接して直線状に延びる一対の直線部(7)とを備えた切刃(5)を形成し、切刃(5)にコーナ部(6)に沿う第1領域(A)と、直線部(7)に沿う第2領域(B)と、その間に位置する第3領域(C)とを備えて、切刃(5)から垂直にすくい面(2)の内側に向けてコーナ部(6)の半径R(mm)の幅の範囲での切刃(5)に直交する断面におけるインサート本体(1)の断面積を第3領域(C)で最も大きく、第2領域(B)で最も小さく、第1領域(A)ではこれらの中間の大きさとする。
(もっと読む)
切削インサート
【課題】ステンレス鋼の軽切削加工において、耐欠損性や耐チッピング性を確保しつつ、切り込み境界部におけるバリの発生を抑制して異常摩耗を防ぐ。
【解決手段】インサート本体(1)のすくい面(2)と逃げ面(3)との交差稜線部に、すくい面(2)に対向する方向から見た平面視において凸円弧状をなすコーナ部(6)とこのコーナ部(6)の少なくとも一端でコーナ部(6)に接して直線状に延びる直線部(7)とを備えた切刃(5)が形成されていて、この切刃(5)は、平面視においてコーナ部(6)に沿う第1領域(A)と、直線部(7)に沿う第2領域(B)と、これら第1、第2領域(A、B)の間に位置する第3領域(C)とを有しており、このうち第3領域(C)における切刃(5)のすくい角が、第1、第2領域(A、B)における切刃(5)のすくい角よりも大きくされている。
(もっと読む)
内径グルーブインサートおよびそのためのツールホルダー
本発明は内径グルーブインサートに関するものである。内径グルーブインサートは、上面と、下面と、第1〜第4の側面とを備える四角形の本体部と、隣接する第1の側面と第2の側面とからそれぞれ突出する第1および第2の突出部とを備える。第1の突出部は本体部の上面側に第1の切削刃先を有し、第2の突出部は下面側に第2の切削刃先を有する。第1および第4の側面は上面に対して鈍角に傾斜し、第2および第3の側面は上面に対して鋭角に傾斜する。クランプ孔の中心軸は第1の側面と第4の側面とが出会う稜と平行に傾斜する。 (もっと読む)
超硬カッター要素
木材、金属、セラミック材料、又は複合材料を含むワークを機械加工するための超硬カッター要素であって、すくい面側部(110)及び逃げ面側部(120)を有するとともに該すくい面側部(110)及び該逃げ面側部(120)が互いの間にωを有する超硬構造体(140)と、すくい面側部(110)上のすくい面境界面(180)にて超硬構造体(140)に接合された保護層(170)とを備え、保護層(170)が超硬構造体(140)の材料よりも軟質である超硬カッター。  (もっと読む)
(もっと読む)
高硬度インサート
工作機械用の高硬度インサートであって、すくい面22と、逃げ面24と、すくい面22と逃げ面24の間の移行部によって形成された丸みを帯びた切刃26とを有する高硬度切削構造20を備え、逃げ面24が、切刃26から離れる方向に延在している凸形状の弓形面部分28を含み、弓形面部分28が曲率半径R2を有する、高硬度インサート。  (もっと読む)
(もっと読む)
切削工具
【課題】切刃のチッピングや欠損を防止しつつ、加工精度を充分に確保できる切削工具を提供する。
【解決手段】基体1に形成されたすくい面2と逃げ面3との交差稜線部に切刃4を有する切削工具であって、前記切刃4は、その稜線に直交する断面が曲線状をなし、前記断面における前記すくい面2側の端部41及び前記逃げ面3側の端部43の曲率半径R1、R3が、これらすくい面2と逃げ面3との間の中央部42の曲率半径R2よりも夫々大きく設定されることを特徴とする。
(もっと読む)
単結晶ダイヤモンド切削工具
【課題】 幅が5μm以下の切れ刃であっても、使用中に欠けや折損が起こりにくく、製作する上でも欠けや折損が起こりにくい形状の切れ刃を有する溝加工用の単結晶ダイヤモンド切削工具を提供する。
【解決手段】 少なくとも切れ刃が形成されるすくい面と逃げ面の部分は平板状で、平板状の厚み方向の面の一つがすくい面である。切れ刃は、すくい面と前逃げ面との境界部に形成される前切れ刃と、すくい面と2つの第1逃げ面との境界部に形成される2つの横切れ刃とからなり、切れ刃の稜線は、前切れ刃と2つの横切れ刃が連続したコの字状であり、逃げ面の高さ方向(すくい面に垂直な方向)の大きさtは、コの字状切れ刃の幅wの2倍以上の大きさで、切れ刃が形成された部分の逃げ面のうち、少なくともすくい面と反対側の端部領域の表面あらさは、PV値で3〜100nmである形状の切れ刃とする。
(もっと読む)
中繰切削チップ
【課題】スカイビング加工の際に生じるびびりの発生を抑制し、不良品を発生させることのない中繰切削チップを提供する。
【解決手段】円筒形状製品の内周加工であるバニシング加工の前工程として行われるスカイビング加工に用いられる中繰切削チップ10であって、すくい面2と横逃げ面3と前逃げ面4とが交差する前切刃稜5に前記各面2,3,4に渡る微小面取り1を設けた。
(もっと読む)
ダイヤモンド切削工具
【課題】耐摩耗性と耐欠損性に優れた単結晶ダイヤモンドチップを備えたダイヤモンド切削工具を提供する。
【解決手段】十二面体単結晶ダイヤモンド5の(113)面を研磨加工、または、レーザー加工によりカットし、単結晶ダイヤモンドチップ4の逃げ面4Bとして使用する。十二面体単結晶ダイヤモンド5の(113)面は、最も硬く対摩耗性の大きな(111)面と同等の硬さと対摩耗性を有する面である。この逃げ面4Bに対して、逃げ角α1が10°になる面をすくい面4Aとして設定すれば、このすくい面4Aは、十二面体単結晶ダイヤモンド5の(111)面に一致する。
(もっと読む)
切削工具
【課題】 切刃においても耐欠損性を損なうことなく耐摩耗性が向上できる切削工具を提供する。
【解決手段】 逃げ角β1、β2が正で基体15の表面に被覆層16が形成され、かつ外刃すくい面28と外刃逃げ面29との交差稜線部に続く外刃逃げ面29側に着座面14に対して垂直のストレート20が形成され、外刃6の交差稜線部18からストレート20にかけての被覆層16の膜厚が4〜15μmであり、かつ外刃逃げ面29における被覆層16の膜厚よりも厚いスローアウェイインサート3等の切削工具である。
(もっと読む)
立方晶窒化硼素焼結体工具
【課題】高負荷切削条件、高能率切削条件下でも、欠損が発生せずに安定した加工ができる長寿命の立方晶窒化硼素焼結体工具の提供を目的とする。
【解決手段】立方晶窒化硼素の平均粒径の5倍以上を基準長さSとし、チャンファホーニング面の基準長さSに含まれる立方晶窒化硼素の断面曲線の長さの合計をLCCと表し、チャンファホーニング面の基準長さSに含まれる結合相の断面曲線の長さの合計をLCBと表し、LCBに対するLCCの比をPC(PC=LCC/LCB)と表し、丸ホーニング面の基準長さSに含まれる立方晶窒化硼素の断面曲線の長さの合計をLRCと表し、丸ホーニング面の基準長さSに含まれる結合相の断面曲線の長さの合計をLRBと表し、LRBに対するLRCの比をPR(PR=LRC/LRB)と表したとき、PCに対するPRの比(PR/PC)は、1.2≦PR/PC≦8.0を満たす立方晶窒化硼素焼結体工具。
(もっと読む)
スローアウェイチップ
【課題】広い領域での倣い加工を可能とする。
【解決手段】略菱形平板状のスローアウェイチップであって、複数の逃げ面3のうち少なくとも一の逃げ面3が、チップ本体1の鋭角コーナ部6近傍に設けられた第1の逃げ面3aと、該第1の逃げ面3aよりも前記チップ本体1の鈍角コーナ部7側に設けられた第2の逃げ面3bと、これら第1の逃げ面3aと第2の逃げ面3bとの間に設けられた第3の逃げ面3cとを有し、前記第1の逃げ面3aの逃げ角α1が、前記第2の逃げ面3bの逃げ角α2よりも大きく、かつ、前記第1、第2および第3の逃げ面3a,3b,3cと前記すくい面2との交差稜線部が、上面視で同一直線上にあって同一の切れ刃4を形成していることを特徴とするスローアウェイチップを提供する。
(もっと読む)
金型の製造方法および光学素子の製造方法
【課題】微細な複数列の溝が精密に形成された金型の製造方法および光学素子の製造方法を提供する。
【解決手段】刃の掬い面から逃げ面側につき抜けた溝が逃げ面に形成され、且つ刃の先端の曲率半径が50nm〜5μmであるダイヤモンドバイトで、圧延方向に対して0度、45度、および90度方向でのランクフォード値r0、r45、およびr90の平均値rav(=(r0+2×r45+r90)/4)が0.6以上の金属または加工硬化指数が0.2〜1.0の金属からなるワークを切削することによって複数列の溝が形成された金型を得る。該金型を用いて透明樹脂成形体に前記複数列溝の形状を転写することによって、複数列の溝が形成された光学素子を得る。
(もっと読む)
スローアウェイチップとそれを用いた回転切削工具
【課題】取付面の使用位置を交代させて切削に関与する切れ刃部を入れ替える基本形が円又は正多角形の平板状スローアウェイチップであり、切れ刃の形状を工夫して工具本体に設けるチップ座の位相をずらさない方法で切削抵抗の低減と防振効果の確保を可能にすることを課題としている。
【解決手段】側面3にチップ座の座側面で支える取付面7を複数形成し、さらに、切れ刃5に第1〜第n(n≧2)の切れ刃部5a−1〜5a−nを含ませ、取付面7のどれかを前記座側面で支持したときに切削に関与する切れ刃部と、隣り合う他の取付面7を前記座側面で支持したときに切削に関与する切れ刃部の形状を異ならせた。
(もっと読む)
切屑除去加工用の工具及びそのための切削インサート
【課題】チッピングのリスク及びクラックの傾向を効率的に改善できる切屑除去加工用の工具及びそのための切削インサートを提供する。
【解決手段】2つの交換可能な切削インサート2,3は、境界線によって画定されたゾーンで互いに重なり合い、この境界線に沿って、第1の切削インサート2の主切れ刃によって形成された表面が、ある時間遅れて、後続の第2の切削インサート3の主切れ刃によって横断される。第2の切削インサート3の主切れ刃は、第1及び第2の切屑面部分を含む切屑面に沿って形成され、第1及び第2の切屑面部分は、すでに形成された表面を横断するように配置された第1の部分切れ刃と、第2の補強された部分切れ刃とを形成するために、主切れ刃に沿って異なる断面形状を有する。
(もっと読む)
スローアウェイチップおよびスローアウェイチップの製造方法
【課題】切刃の耐チッピング性を著しく向上しうるスローアウェイチップを提供する。
【解決手段】略平板状を呈するとともにすくい面3をなす主面および逃げ面4をなす側面との交差稜部分に形成された切刃5を有した母材2と、該母材2表面に被覆されたコーティング層6と、を備えたスローアウェイチップであって、切刃5のすくい面3から逃げ面4にわたってホーニングを設けるとともに、逃げ面4のホーニング終端からすくい面3から離間する方向に延びるホーニング下端領域Aにおけるコーティング層6の付着強度が逃げ面4の中央部Bにおけるコーティング層6の付着強度よりも高いスローアウェイチップ1を作製する。
(もっと読む)
切削工具
切削インサートを良好に保持するため、切削インサートが支持される態様で使用される切削工具が開示される。また、切削工具の切削精度を向上させる態様で、切削工具に切削インサートを組立てる方法が開示される。  (もっと読む)
(もっと読む)
切削工具並びに切削工具に用いられるチップおよびホルダ
【課題】 ホルダに対してチップを確実に固定することができるとともに、ホルダの寿命を向上することができる切削工具を提供する
【解決手段】 チップ21の第2端部当接面49と、ホルダ22の対向面62とを当接させることによって、チップ21が貫通孔軸線L33まわりとなる方向に拘束することができる。ホルダ22の対向部68がチップ21の第2端部当接面49と当接することで、被削材18からの力Fをホルダ22の長手方向先端部で受ける場合に比べて、ホルダ22に与えられる力を分散させることができ、応力集中を防いで、ホルダ22の変形および損傷を抑えることができる。これによってチップ21の位置精度を向上するとともに、ホルダの寿命を延ばすことができる。
(もっと読む)
1 - 20 / 27
[ Back to top ]