
Fターム[3C046FF04]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | コーティング (7,731) | 基材 (1,989) | セラミックス (114)
Fターム[3C046FF04]に分類される特許
81 - 100 / 114
刃先交換型切削チップ

【課題】本発明の目的は、耐摩耗性と靭性とを高度に両立させ、かつ表面層の剥離を高度に防止した刃先交換型切削チップを提供することにある。
【解決手段】本発明の刃先交換型切削チップは、基材と被覆層とを有し、該被覆層は、内層と外層とを含み、該内層の各層は、元素周期律表のIVa族元素、Va族元素、VIa族元素、AlおよびSiからなる群から選ばれる少なくとも1種の元素を含む特定の層で形成され、該外層は、アルミナ層またはアルミナを含む層により形成され、かつ切削に関与する部位において、逃げ面側における平均厚みをAμm、すくい面側における平均厚みをBμmとした場合に、A/B≦0.95となることを特徴とする。
(もっと読む)
表面被覆切削インサートおよびその製造方法

【課題】光沢のある高品質な切削加工表面を形成し、確実に切刃の使用・未使用を識別可能とする。
【解決手段】WC基超硬合金等を母材としてすくい面13と逃げ面14との交差稜線部15に切刃16が形成されたインサート本体の表面に下地層18と中間層19と最外層20が被覆され、下地層18と最外層20は元素周期律表のIVa、Va、VIa族金属およびAl、Siのうち1種の炭化物、窒化物、酸化物、硼化物、またはその複合化合物により単層または2層以上の多層に形成され、中間層19はAl2O3を主成分として形成され、インサート本体の表面のうち、少なくとも逃げ面14と逃げ面側切刃部15aとでは最外層20が除去されることにより中間層19が主として露出させられ、少なくともすくい面13のうち交差稜線部15との境界Qよりも内側の一部には最外層20が残される。
(もっと読む)
被覆部材
【課題】
高速度切削、高送り切削、被削材の高硬度化などの厳しい切削加工条件において長寿命を実現できる切削工具用の被覆部材を提供する。
【解決手段】
基材の表面に被膜を被覆した被覆部材において、被膜は、基材に接して被覆された平均膜厚0.001〜0.1μmのMNx(但し、MはTi、V、Cr、Mn、Ta、Mo、W、Y、Zr、Nb、Ni、Alの中の少なくとも1種を示し、xはMに対するNの原子比を示し、xは0.10≦x≦0.90を満足する。)で表される窒素拡散膜と、窒素拡散膜に接して被覆された表面膜と、からなる被覆部材。
(もっと読む)
表面被覆切削工具
【課題】高速加工およびドライ加工でさらなる長寿命化を達成することができる表面被覆切削工具を提供する。
【解決手段】基材と基材上に形成された被覆膜とを備え、被覆膜は、周期律表のIVA族元素、VA族元素、VIA族元素、AlおよびSiからなる群から選択された少なくとも1種の元素の窒化物からなるA層と、Crの窒化物からなるB層と、が交互に積層されて構成されており、A層およびB層の厚みはそれぞれ0.2nm以上30nm以下であり、A層の厚みをλaとし、B層の厚みをλbとしたときに、互いに接しているA層およびB層の厚みの比であるλa/λbの値が、基材に最も近い位置においては1.5よりも大きく、基材側から前記被覆膜の最表面側に進むにしたがって連続的および/または段階的に減少していき、被覆膜の最表面に最も近い位置においては1未満となる、表面被覆切削工具である。
(もっと読む)
刃先交換型切削チップ
【課題】本発明は、耐摩耗性と靭性とを高度に両立させた刃先交換型切削チップを提供することを目的とする。
【解決手段】本発明の刃先交換型切削チップは、基材と被覆層を有し、該被覆層は内層と外層を含み、該外層は元素周期律表のIVa族元素、Va族元素、VIa族元素、AlおよびSiからなる群から選ばれる少なくとも1種の金属、またはこの金属と炭素、窒素、酸素およびホウ素からなる群から選ばれる少なくとも1種の元素とにより形成される化合物によって構成され、かつ切削に関与する部位において、逃げ面側における平均厚みをAμm、すくい面側における平均厚みをBμmとした場合に、A/B≦0.9となることを特徴とする。
(もっと読む)
切削インサート及び切削工具
【課題】 セラミック基体の表面にコート層を設けた切削インサートは、優れた耐摩耗性を発揮するため現在広く使われているが、過酷な条件下で使用した場合に突発的な欠損が生じたり、疲労による欠損が生じる等の問題があった。本発明の目的は、セラミック基体の表面にコート層を設けて耐摩耗性の向上を図り、同時にコート層を設けたことにより発生する強度劣化現象が効果的に抑制できる切削インサートを提供することにある。
【解決手段】 セラミック基体5aの表面に化学気相析出法によるコート層5bを設けてなる切削インサート5であって、すくい面5xのコート層5bの膜厚を逃げ面5yのコート層5bの膜厚の0〜70%にした切削インサート5を提供する。
(もっと読む)
硬質膜被覆された物体およびその製造方法
本発明は、少なくとも1のTi1-xAlxN硬質皮膜を有する単層または多層の層構造を有する硬質膜被覆された物体およびその製造方法に関する。本発明は、このような硬質膜被覆された物体において、実質的に改善された耐摩耗性および耐酸化性を達成するという課題に基づいている。本発明による硬質膜被覆された物体は、プラズマ励起を行わずにCVDにより生じる、x>0.75〜x=0.93の化学量論係数および0.412nm〜0.405nmの格子定数afccを有する立方晶NaCl構造の単層として存在するか、またはその主要な層が、x>0.75〜x=0.93の化学量論係数および0.412nm〜0.405nmの格子定数afccを有する立方晶NaCl構造を有するTi1-xAlxNからなり、その際、別の層としてTi1-xAlxNをウルツ鉱構造として、および/またはNaCl構造のTiNxとして含有している多相の層である、少なくとも1のTi1-xAlxN硬質皮膜で物体が被覆されていることを特徴とする。この硬質皮膜のもう1つの特徴は、塩素含有率が、わずか0.05〜0.9原子%の範囲内であることである。物体を製造するために本発明は、物体を反応器中、700℃〜900℃の範囲の温度でプラズマ励起を行わないCVDにより被覆し、その際、前駆体として、チタンハロゲン化物、アルミニウムハロゲン化物、および反応性窒素化合物を使用し、これらの高温で混合することを特徴とする方法を含む。本発明による被覆は特に、中ぐりバイト、フライスおよびスローアウェイチップのような鋼、超硬合金、サーメットおよびセラミックからなる工具において使用することができる。  (もっと読む)
(もっと読む)
硬質被覆層が高速断続切削ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削工具
【課題】 硬質被覆層が高速断続切削ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削工具を提供する。
【解決手段】工具基体の表面に、(a)下部層として、3〜20μmの合計平均層厚を有するTi化合物層、(b)上部層として、2〜15μmの平均層厚を有するα型Al2O3層、で構成された硬質被覆層を化学蒸着形成してなる被覆サーメット工具において、前記α型Al2O3層を、Al2O3層全体の平均層厚に占める割合で55〜80%の改質層と、残りの標準層からなる上下2重層構造とし、前記Al2O3層の改質層および前記Al2O3層の標準層が、特定の傾斜角度数分布グラフを示す、2重層α型Al2O3層で構成する。
(もっと読む)
工具、特に切削工具及び基材成形体上に二相の層をCVD堆積させる方法
本発明は、CVDにより少なくとも1つの層が堆積されている基材成形体からなる工具、特に切削工具、及び焼結体上での二相の層のCVD堆積方法に関する。本発明の場合に、唯一の堆積層又は複数の層の少なくとも1つがTiCN相又はTiOCN相又はTiOC相又はTiC相の他に、ZrO2及び/又はHfO2からなる他の相を有する。このような層の製造のために、ガス雰囲気中にTiCl4、HfCl4及び/又はZrCl4及びCO2の他に、さらにCH3CN又はC5H5N又はC6H6、残りH2及び/又はArを使用する。 (もっと読む)
固溶体粉末、この固溶体粉末の製造方法、この固溶体粉末を用いるセラミック、このセラミックの製造方法、この固溶体粉末を含むサーメット粉末、このサーメット粉末の製造方法、このサーメット粉末を用いるサーメット、及びこのサーメットの製造方法。
【課題】機械産業、自動車産業などに用いられる高速切削工具及びダイ用材料に適用されて材料の機械的な特性、特に、硬度及び靭性を高められる固溶体粉末、この固溶体粉末の製造方法、この固溶体粉末を用いるセラミック、このセラミックの製造方法、この固溶体粉末を含むサーメット粉末、このサーメット粉末の製造方法、このサーメット粉末を用いるサーメット、及びこのサーメットの製造方法を提供する。
【解決手段】周期表4、5及び6族の金属からTiを含んで選ばれる少なくとも2種の金属成分の炭化物、炭窒化物またはこれらの混合物を含む固溶体粉末であり、前期固溶体粉末のマイクロ構造は完全固溶相である固溶体粉末及びその焼結体であるセラミック。及びその製造方法。また、前記セラミックのコーティング方法。
(もっと読む)
被覆切削工具インサート及びその製造方法
【課題】切屑を成形し金属機械加工に適した被覆切削工具及びその製造方法に関する。
【解決手段】超硬合金、チタン基またはセラミック基材上に、硬質層帯域をCVDによって堆積する被覆切削工具インサートを製造する方法は、この硬質層帯域が約2〜50μmの合計厚みを有し、炭化チタンと窒化チタンと炭窒化チタンと炭酸チタニウムと酸化アルミニウムから選択された少なくとも1層、及び外側の1〜15μm厚みの酸化アルミニウム層または(Al2O3+ZrO2)×Nの多層、xが1〜2好ましくは1.3〜1.9の範囲にある最後から2番目の最外層のTiOx、及びx+y+z=1、x≧0、y≧0及びz≧0であり且つ最外層で0.3〜2μm厚みのTiCxNyOz、好ましくは単層または多層のTiN、TiCまたはx+y=1、x≧0及びy≧0であるTiCxNy、を含み、切刃線とすくい面との上の少なくとも最外層を除去する後処理を続ける。
(もっと読む)
切削工具インサート
【課題】本発明は、硬質合金の基材を有する金属機械加工用の被覆切削工具に関する。
【解決手段】本発明は、切削工具インサートの表面の少なくとも機能する部分に、薄くて、接着性の、硬質で且つ耐摩耗性の被膜を被覆した金属を機械加工するための切削工具インサートに関する。前記被膜は、金属の酸化物/酸化物の複合物素を含み、この複合物の層は1〜100nmの粒子径を有する二つの成分からなる。前記酸化物の層は、圧縮応力下にある。
(もっと読む)
高硬度材料
【課題】 高速での乾式切削にも耐え得る、高硬度で耐酸化性等に優れた硬質被膜を基材表面に形成した、切削工具や金型、摺動部材等として好適に用いられる、高硬度材料を提供する。
【解決手段】 基材表面に、マグネシウムを含有するCrN型の窒化クロムからなる岩塩型結晶構造を有しビッカース硬さが2500〜4000の硬質被膜を形成することにより高硬度材料を構成する。硬質被膜中には、さらに酸素を含有させることが好ましい。また、硬質被膜中のマグネシウムの含有量が、硬質被膜を形成する全元素を基準として0.1〜30原子%で、マグネシウム原子対酸素原子の比が1:0〜1:1となるように構成することが好ましい。
(もっと読む)
被膜付き切削工具インサートおよびその製造方法
【課題】刃先の超硬合金の塑性変形抵抗および拡散タイプのクレータ摩耗に対する耐性を向上させ、耐剥離性を高めフライス加工時の櫛の歯状クラック量を低減し、色で品位を区別できるように色を付与した切削工具インサートを提供する。
【解決手段】すくい面と少なくとも1つの逃げ面とが交差して刃先を構成しており、超硬合金、チタン基炭窒化物またはセラミクスから成り、金属酸化物を含む2種類のMX層とNX層とが交互に積層した多層構造の硬質被膜で被覆されており、金属元素MおよびNはアルミニウム、ジルコニウム、チタン、ハフニウム、クロムのうちから選択された切削工具インサートにおいて、上記多層構造の繰り返し周期が20nm以上で200nm未満、望ましくは190nm未満、最も望ましくは175nm未満であることを特徴とする。
(もっと読む)
硬質窒化炭素膜の形成方法
【課題】 大規模で高価な設備を必要とせずに、基板上に硬度が高く表面が平滑で均質な硬質窒化炭素膜を効率良く形成する方法を提供する。
【解決手段】 シアン化合物を含む原料ガスをプラズマ化することにより活性化し基板上に窒化炭素膜を形成する際に、基板にパルス周期が0.1〜100000秒の高周波パルスをon/off比50/50〜80/20で印加することを特徴とする硬質窒化炭素膜の形成方法である。印加する高周波パルスのバイアス電圧は−50〜−200Vとすることが好ましい。
(もっと読む)
被覆切削工具インサート
【課題】本発明は、10〜300MPaの低引張応力を備えたTiCxNy層と、原子間力顕微鏡技法によって測定したときに0.1μm以下の高表面平滑度を備えたαAl2O3層と、を有する化学蒸着法で被覆した切削工具インサートに関する。
【解決手段】この化学蒸着法で被覆した切削工具インサートは、F80の粒のAl2O3から成るスラリーを有する第一の集中湿潤ブラスト処理、引き続いてF320の粒のAl2O3から成るスラリーを有する第二のブラスト処理を、被膜を処理することによって得られる。
(もっと読む)
切削工具のための高耐摩耗三重被覆
基板(1)表面上の少なくとも主要層(3)、埋込層(4)、及び外部表面層(5)を有する硬質被覆層システム。表面層(5)はAlCrZを有し、ZはN、C、B、CN、BN、CBN、NO、CO、BO、CNO、BNO又はCBNOを表す。新規な被覆三層システム及び対応する被覆された工具と部品で、埋込層は次の材料又はその組合せの何れか1つを有する:金属窒化物、炭化物又は炭窒化物、金属ケイ素窒化物、炭化物又は炭窒化物であり、金属はIVB、VB又はVIB族の遷移金属、又は少なくとも1つの金属又は炭素、好ましくはダイアモンド状炭素層を有する材料の多層、又は材料、又は材料の組合せか多層。主要層は、窒化物、炭化物又は炭窒化物、又は窒化物、炭化物又は炭窒化物材料の多層を有する。主要層は、直接又は差し挟む付着層を介し加工製品上に堆積できる。付着層は上記遷移金属又は金属窒化物、好ましくはAlCr、AlTi、Cr、Ti、AlCrN、AlTiN、TiN又はCrNが可能である。 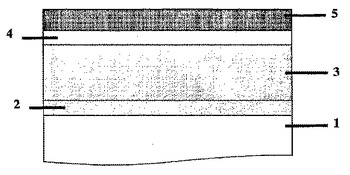 (もっと読む)
(もっと読む)
切削インサートおよび切削工具
【課題】 アルミナ系焼結体基材に窒化ホウ素膜を被覆した切削インサートにおいて、窒化ホウ素膜との結合力を改良し膜の剥離を防止し、窒化ホウ素膜が持つ優れた耐摩耗性をより安定して発揮できる切削インサートおよび切削工具の提供。
【解決手段】 15〜55重量%好ましくは20〜50重量%のチタン炭化物またはチタン炭窒化物を含む焼結体基材、好ましくはアルミナ系焼結体基材の表面に窒化チタン膜および六方晶結晶が90%以下、好ましくは50〜90%である窒化ホウ素膜を被覆し、さらに好ましくは窒化チタン膜と窒化ホウ素膜の合計膜厚が0.2〜3μmである切削インサートおよび切削工具の提供である。
(もっと読む)
表面被覆切削工具およびその製造方法
【課題】 高温時の耐酸化性に優れるとともに、靭性にも優れかつ被膜の層間剥離を生じることがない被膜を有する表面被覆切削工具およびその製造方法を提供すること。
【解決手段】 被膜は、化学蒸着法により形成される第1被膜と物理蒸着法により形成される第2被膜および第3被膜とを含み、第1被膜は、基材1と第2被膜との間に位置するものであって、α型酸化アルミニウムを少なくとも一層含むものであり、かつ圧縮残留応力を有し、第2被膜は、周期律表のIVa族元素、Va族元素、VIa族元素、Al、およびSiからなる群から選ばれる少なくとも1種の元素の化合物よりなり、かつ圧縮残留応力を有し、第3被膜は、第1被膜と第2被膜との間に位置するものであって、α型酸化アルミニウム、γ型酸化アルミニウムまたは非晶質酸化アルミニウムによって構成されるものであることを特徴とする表面被覆切削工具が提供される。
(もっと読む)
スローアウェイチップ、その製造方法、及び切削方法
【課題】刃先処理量が小さくてもチッピングの発生が抑制され、耐摩耗性および耐チッピング性に優れたスローアウェイチップ、これを用いた切削方法、及びスローアウェイチップの製造方法を提供することである。
【解決手段】スローアウェイチップ1の表面に機械加工が施されているとともに、機械加工された部分の算術平均面粗さRaが0.15μm以下であり、かつ、切刃4付近をすくい面2に垂直で、切刃4の接線に垂直で、かつ、チップ1の中心Oを通る面で切った場合の断面において、すくい面2からの延長線L2と逃げ面3からの延長線L1が交わってできる仮想断面から実際の断面を除いた部分の面積をS(mm2)とし、チップ1の内接円の直径をd(mm)とするとき、(S/d2)を2.8×10−6〜2.8×10−4とする。
(もっと読む)
81 - 100 / 114
[ Back to top ]