
Fターム[3C046FF19]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | コーティング (7,731) | コーティング方法 (788) | PVD (438)
Fターム[3C046FF19]の下位に属するFターム
Fターム[3C046FF19]に分類される特許
41 - 60 / 242
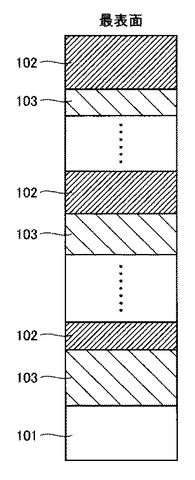
表面被覆切削工具
【課題】本発明は、AlNの特性とTiAlNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、AlNからなるA層と、Ti1-xAlxN(ただし式中xは0.3≦x≦0.7)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
硬質多層膜成形体およびその製造方法

【課題】基材と密着性に優れる中間層と、耐摩耗性に優れる表面層であるDLC層とを備え、DLC層最下部と中間層との間でも剥離を生じることがなく、耐摩耗性にも優れる硬質多層膜成形体、およびその製造方法を提供する。
【解決手段】超硬合金材料または鉄系材料からなる基材の表面に多層の膜を形成してなる硬質多層膜成形体1であって、上記多層の膜は、(1)この多層の表面層5として形成される、炭素供給源として固体ターゲットのグラファイトのみを使用し、水素混入量を抑えて成膜したDLCを主体とする膜と、(2)この表面層5と基材2との間に形成される、少なくともクロムまたはタングステンを主体とする中間層3と、(3)この中間層3と表面層5との間に形成される炭素を主体とする応力緩和層4とからなり、応力緩和層4は、その硬度が中間層3側から表面層5側へ連続的または段階的に上昇する傾斜層である。
(もっと読む)
表面被覆工具
【課題】 耐摩耗性および耐欠損性が向上する被覆層を備えた表面被覆工具を提供する。
【解決手段】 基体2の表面に、Ti1−aMa(C1−xNx)(MはNb、Mo、Ta、Hf、Al、SiおよびYの群から選ばれる少なくとも1種、0.35≦a≦0.55、0≦x≦1)からなる第1薄層7と、Ti1−bMb(C1−yNy)(0.40≦b≦0.60、ただしb>a、0≦y≦1)からなる第2薄層8とが交互に一定の周期で積層された下層9と、Ti1−cMc(C1−xNx)からなる第3薄層11と、Ti1−dMd(C1−yNy)(0.45≦d≦0.65、ただしd>c、0≦y≦1)からなる第4薄層12とが交互に一定の周期で積層された上層13とを被覆し、第1薄層7の平均層厚t1と第2薄層8の平均層厚t2との比が1.2≦t2/t1≦2.5で、第3薄層11の平均層厚t3と第4薄層12の平均層厚t4との比が2.5≦t4/t3≦18(ただし、(t2/t1)<(t4/t3))の表面被覆工具1である。
(もっと読む)
硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具
【課題】断続重切削加工で硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる基体表面に、(Cr,Al)N層を硬質被覆層として蒸着形成した表面被覆切削工具において、(Cr,Al)N層を組成式(CrXAl1−X)Nで表した場合、X=0.40〜0.70を満足する全体平均組成を有し、同時に、下部側(工具基体側)から上部側(表面側)に向うにしたがって、Xが0.3から1.0まで漸次増加する傾斜組成を有し、また、該層についてEBSDによる結晶方位解析を行った場合、表面研磨面の法線方向から0〜15度の範囲内に結晶方位<111>を有する結晶粒の面積割合が50%以上であり、また、隣り合う結晶粒同士のなす角θを測定した場合に、0<θ≦15゜の割合が50%以上である結晶配列を示す。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】断続重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる基体表面に、(Ti,Al)N層を硬質被覆層として蒸着形成した表面被覆切削工具において、(Ti,Al)N層を組成式(TiXAl1−X)Nで表した場合、X=0.50〜0.70を満足する全体平均組成を有し、同時に、下部側(工具基体側)から上部側(表面側)に向うにしたがって、Xが0.4から1.0まで漸次増加する傾斜組成を有し、また、該層についてEBSDによる結晶方位解析を行った場合、表面研磨面の法線方向から0〜15度の範囲内に結晶方位<111>を有する結晶粒の面積割合が50%以上であり、また、隣り合う結晶粒同士のなす角θを測定した場合に、0<θ≦15゜の割合が50%以上である結晶配列を示す。
(もっと読む)
硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】 高硬度鋼の高速断続切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al)Nからなる薄層Aと柱状晶(Cr,Al)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.1〜2μmの層厚を有し、さらに、上記粒状晶の結晶粒径は5〜30nm、また、上記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具
【課題】連続重切削加工で硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる基体表面に、(Ti,Al)N層を硬質被覆層として蒸着形成した表面被覆切削工具において、(Ti,Al)N層を組成式(TiXAl1−X)Nで表した場合、X=0.50〜0.70を満足する全体平均組成を有し、同時に、下部側(工具基体側)から上部側(表面側)に向うにしたがって、Xが1.0から0.4まで漸次減少する傾斜組成を有し、また、該層についてEBSDによる結晶方位解析を行った場合、表面研磨面の法線方向から0〜15度の範囲内に結晶方位<111>を有する結晶粒の面積割合が50%以上であり、また、隣り合う結晶粒同士のなす角θを測定した場合に、0<θ≦15゜の割合が50%以上である結晶配列を示す。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる基体表面に、(Cr,Al)N層を硬質被覆層として蒸着形成した表面被覆切削工具において、(Cr,Al)N層を組成式(CrXAl1−X)Nで表した場合、X=0.40〜0.70を満足する全体平均組成を有し、同時に、下部側(工具基体側)から上部側(表面側)に向うにしたがって、Xが1.0から0.3まで漸次減少する傾斜組成を有し、また、該層についてEBSDによる結晶方位解析を行った場合、表面研磨面の法線方向から0〜15度の範囲内に結晶方位<111>を有する結晶粒の面積割合が50%以上であり、また、隣り合う結晶粒同士のなす角θを測定した場合に、0<θ≦15゜の割合が50%以上である結晶配列を示す。
(もっと読む)
表面被覆切削工具
【課題】 高速断続重切削において、硬質被覆層がすぐれた耐チッピング性、耐欠損性、耐剥離性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に、硬質被覆層を蒸着形成してなる表面被覆切削工具において、下部層はTi化合物層で構成され、また、上部層は、化学蒸着により形成された一層平均層厚0.5〜1.0μmの酸化アルミニウム層と物理蒸着により形成された一層平均層厚0.3〜0.5μmの酸化アルミニウム層との交互積層構造として構成され、さらに、上部層内に連続して存在するクラックの層厚方向最大長さは0.5μm以上1.0μm以下である。
(もっと読む)
被覆切削工具基材
【課題】 切削工具基材の表面に形成する皮膜を改良し、耐酸化性や耐熱性や耐摩耗性に優れ、鋼のドライ加工や高硬度材の高速加工が長期にわたって安定して行える被覆切削工具基材を提供する。
【解決手段】 切削工具基材の表面に、結晶構造がNaCl型構造である一般式(Alx,Cr1-x)N(式中、xは、0.55≦x≦0.75の条件を満たす。)で示されるAl−Cr−N皮膜と、結晶構造がNaCl型構造である一般式(Aly,Cr1-y-z,Tiz)N(式中、y,zは、0.55≦y≦0.75、0.2≦z≦0.3、0.05≦1−y−z≦0.2の条件を満たす。)で示されるAl−Cr−Ti−N皮膜とを交互に積層させた。
(もっと読む)
表面被覆切削工具
【課題】高速加工およびドライ加工でさらなる長寿命化を達成することができる表面被覆切削工具を提供する。
【解決手段】基材と、基材上に形成された被覆膜とを備え、被覆膜は、Ti1-xCrxN(ただし、0≦x<0.3)からなるA層と、Ti1-yAlyN(ただし、0.3<y<0.7)からなるB層とがそれぞれ交互に積層されて構成されており、A層の厚みλaおよびB層の厚みλbはそれぞれ2nm以上1000nm以下であり、互いに接しているA層およびB層の厚みの比であるλa/λbの値は、基材に最も近い位置においては0.4<λa/λb<0.7であって、基材側から被覆膜の最表面側に進むにしたがって連続的および/または段階的に増加していき、被覆膜の最表面に最も近い位置においては1.5<λa/λb<3となる表面被覆切削工具である。
(もっと読む)
表面被覆切削工具
【課題】高速加工およびドライ加工でさらなる長寿命化を達成することができる表面被覆切削工具を提供する。
【解決手段】本発明は、基材と、基材上に形成された被覆膜とを備え、被覆膜は、Ti1-xNbxN(ただし、0<x<0.3)からなるA層と、Ti1-yAlyN(ただし、0.3<y<0.7)からなるB層とがそれぞれ交互に積層されて構成されており、A層の厚みλaおよびB層の厚みλbはそれぞれ2nm以上1000nm以下であり、互いに接しているA層およびB層の厚みの比であるλa/λbの値は、基材に最も近い位置においては0.4<λa/λb<0.7であって、基材側から被覆膜の最表面側に進むにしたがって連続的および/または段階的に増加していき、被覆膜の最表面に最も近い位置においては1.5<λa/λb<3となる表面被覆切削工具である。
(もっと読む)
表面被覆切削工具
【課題】高速加工およびドライ加工でさらなる長寿命化を達成することができる表面被覆切削工具を提供する。
【解決手段】本発明は、基材と、基材上に形成された被覆膜とを備え、被覆膜は、Ti1-x-yNbxSiyN(ただし、0≦x<0.3、0<y<0.3)からなるA層と、Ti1-zAlzN(ただし、0.3<z<0.7)からなるB層とがそれぞれ交互に積層されて構成されており、A層の厚みλaおよびB層の厚みλbはそれぞれ2nm以上1000nm以下であり、互いに接しているA層およびB層の厚みの比であるλa/λbの値は、基材に最も近い位置においては0.4<λa/λb<0.7であって、基材側から被覆膜の最表面側に進むにしたがって連続的および/または段階的に増加していき、被覆膜の最表面に最も近い位置においては1.5<λa/λb<3となる表面被覆切削工具である。
(もっと読む)
表面被覆切削工具
【課題】高速加工およびドライ加工でさらなる長寿命化を達成することができる表面被覆切削工具を提供する。
【解決手段】本発明の表面被覆切削工具は、基材と、当該基材上に形成された被覆膜とを備え、被覆膜は、Ti1-x-yCrxSiyN(ただし、0<x<0.3、0<y<0.3)からなるA層と、Ti1-zAlzN(ただし、0.3<z<0.7)からなるB層とがそれぞれ交互に積層されて構成されており、A層の厚みλaおよび前記B層の厚みλbはそれぞれ2nm以上1000nm以下であり、互いに接しているA層およびB層の厚みの比であるλa/λbの値は、基材に最も近い位置においては0.4<λa/λb<0.7であって、基材側から被覆膜の最表面側に進むにしたがって連続的および/または段階的に増加していき、被覆膜の最表面に最も近い位置においては1.5<λa/λb<3となることを特徴とする。
(もっと読む)
硬質皮膜形成部材
【課題】耐摩耗性に優れると共に、部材を再生使用するときに、損傷した硬質皮膜を容易に除去できるような除膜性に優れた硬質皮膜形成部材を提供する。
【解決手段】基材1上に硬質皮膜4を備えた硬質皮膜形成部材10aであって、硬質皮膜4は、組成がTivM1−v(CxNyOz)(ただし、Mは所定の元素、v、x、y、zは所定量の原子比)を満足するA層2と、組成がTivCrwM1−v−w(CxNyOz)(ただし、Mは所定の元素、v、w、x、y、zは所定量の原子比)を満足するB層3とを含み、A層2とB層3がこの順に交互に積層され、1層のA層2と、その上部の1層のB層3の積層構造を1単位としたときに、2単位以上の積層構造を有し、A層2の1層の厚みに対するB層3の1層の厚みの比率が2以上、A層2の1層の厚みが0.1〜3μm、B層3の1層の厚みが1〜10μm、B層3の厚みの合計が5μm以上であることを特徴とする。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる切削工具基体表面に、組成式(Cr1−XAlX)N(ただし、原子比で、Xは0.40〜0.70)を満足するCrとAlの複合窒化物層からなり、かつ、該層についてEBSDによる結晶方位解析を行った場合、表面研磨面の法線方向から0〜15度の範囲内に結晶方位<110>を有する結晶粒の面積割合が50%以上であり、また、隣り合う結晶粒同士のなす角を測定した場合に、小角粒界(0<θ≦15゜)の割合が50%以上であるような結晶配列を示すCrとAlの複合窒化物層で硬質被覆層を構成する。
(もっと読む)
切削工具
【課題】 高い耐欠損性と耐摩耗性を有する切削工具を提供する。
【解決手段】 立方晶窒化硼素(cBN)を70体積%以上含有するcBN焼結体からなる基体6の表面を被覆層7で被覆し、cBN焼結体は、粒径4〜6μmのcBN粗粒子と粒径0.5〜1.2μmのcBN微粒子とのcBN粒子の周囲を、少なくとも周期表4、5、6族金属から選ばれる1種以上の元素の炭化物と鉄族金属を含む結合相で結合してなり、被覆層7は、Ti1−a−b−c−dAlaWbSicMd(CxN1−x)(ただし、MはNb、Mo、Ta、Hf、Yから選ばれる1種以上、0.45≦a≦0.55、0.01≦b≦0.1、0.01≦c≦0.05、0.01≦d≦0.1、0≦x≦1)からなる切削工具1である。
(もっと読む)
すぐれた自己潤滑性を発揮する表面被覆切削工具
【課題】溶着性の高い被削材の切削加工で硬質被覆層がすぐれた自己潤滑性を発揮することにより、すぐれた耐摩耗性を示す表面被覆切削工具を提供する。
【解決手段】表面被覆切削工具の工具基体表面に、AlとTiの複合窒化物系硬質被覆層あるいはAlとCrの複合窒化物系硬質被覆層を介して、または、介さずに、組成式:Ni(C1−XNX)で表した場合、0.1≦X≦1.0(但し、Xは原子比)を満足するNiの炭窒化物層、窒化物層を蒸着形成する。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる切削工具基体表面に、組成式(Al1−X TiX )N(ただし、原子比で、Xは0.40〜0.60)を満足するAlとTiの複合窒化物層からなり、かつ、該層についてEBSDによる結晶方位解析を行った場合、表面研磨面の法線方向から0〜15度の範囲内に結晶方位<110>を有する結晶粒の面積割合が50%以上であり、また、隣り合う結晶粒同士のなす角を測定した場合に、小角粒界(0<θ≦15゜)の割合が50%以上であるような結晶配列を示すAlとTiの複合窒化物層で硬質被覆層を構成する。
(もっと読む)
硬質皮膜被覆切削工具
【課題】本願発明の課題は、高硬度を維持しつつ残留圧縮応力の低減化を図り、硬質皮膜層1、2の密着強度を改善して硬質皮膜被覆切削工具の長寿命化を図る。
【解決手段】本願発明は、超硬合金を基材とする切削工具に硬質皮膜を被覆した硬質皮膜被覆切削工具において、表面側に硬質皮膜層1、基材側に硬質皮膜層2が被覆され、硬質皮膜層1は(AlaCr1−a)Nx、但し、0.5≦a≦0.75、0.9≦x≦1.1であり、硬質皮膜層2は(TibAl1−b)Ny、但し、0.4≦b≦0.6、0.9≦y≦1.1であり、X線回折における硬質皮膜層1の(200)面の格子定数をα1(nm)の時、0.411≦α1≦0.415であり、硬質皮膜層2の(200)面の格子定数をα2(nm)の時、0.413≦α2≦0.418、であることを特徴とする硬質皮膜被覆切削工具である。
(もっと読む)
41 - 60 / 242
[ Back to top ]