
Fターム[3C049AB05]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(ワーク) (1,672) | ワーク保持機構 (612) | レンズの保持機構 (212)
Fターム[3C049AB05]に分類される特許
1 - 20 / 212
光学素子の製造方法及び検査治具
レンズ芯取機の芯出し方法及び装置
【課題】レンズを傷つけることなく、Z値の小さいレンズに対する正確な芯出しを行うことができる技術手段を得る。
【解決手段】ホルダ上のレンズ表面に向けて投射された光ビームの反射光又は透過光を受光してその受光位置を出力する光学計測器と、レンズの外周を加工する回転砥石とは別に設けたプッシャと、このプッシャをホルダの軸心に向けて移動する送り装置とを備えている。光学計測器の計測値に基づいてレンズの偏芯方向をプッシャに向ける方向にホルダを回転させ、光学計測器の計測値に基づいてプッシャをホルダ中心に向けて進出させる。
(もっと読む)
眼鏡レンズの製造方法

【課題】溝や突起等の加工の際に高い精度で加工を行うことを可能にする、眼鏡レンズの製造方法を提供する。
【解決手段】眼鏡レンズとなるレンズ100をカットして、凹面及び凸面、並びにコバ面の各面を形成する工程と、カットしたレンズ100の周長及び外形形状を測定する工程と、その後、レンズ100を保持して、レンズ100の外形形状及び/又は寸法を検出する検出工程と、レンズ100のコバ面に対してレンズ100の加工を行う加工工程とを有し、検出工程におけるレンズ100の保持状態を維持して、検出工程において得られたレンズ100の外形形状及び/又は寸法に基いて、レンズ100の加工を行う位置を設定して加工工程を行う。
(もっと読む)
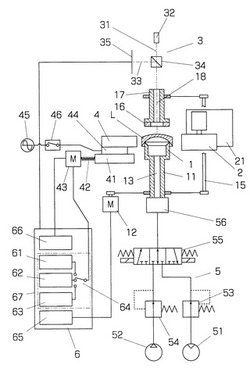
レンズ研磨方法およびレンズ研磨装置
【課題】揺動回転型のレンズ研磨装置を用いて10ミクロン以下の精度でレンズ研磨を行うことのできるレンズ研磨方法を提案すること。
【解決手段】レンズ研磨装置1は、ホルダーシャフト13が第1位置T1に至るまで、第1押圧力P1、第1回転速度N1の研磨条件で被加工レンズ15の研磨を行う(ST2,3,4)。ホルダーシャフト13が第1位置T1から第2位置T2に至るまで、第2押圧力P2(<P1)、第2回転速度N2(<N1)の研磨条件で被加工レンズ15の研磨を行う(ST5,6,7)。第1位置T1は、第1押圧力P1の下で被加工レンズ15のレンズ中心肉厚が目標レンズ中心肉厚よりも予め定めた量だけ厚い肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置であり、第2位置T2は、第2押圧力P2の下でレンズ中心肉厚が目標レンズ中心肉厚となるまで研磨が行われた時点のホルダーシャフト13の移動位置である。
(もっと読む)
プラスチックレンズの研磨方法、それに用いられる研磨工具、及びプラスチックレンズの製造方法
【課題】プラスチックレンズに対する研磨効率を向上させつつ研磨工具の消耗を抑えるプラスチックレンズの研磨方法、それに用いられる研磨工具、及びプラスチックレンズの製造方法を提供する。
【解決手段】加水分解可能な樹脂を含有するプラスチックレンズに対してアルカリによる加水分解を行うのと同時に、前記プラスチックレンズを研磨することを特徴とするプラスチックレンズの研磨方法。但し、研磨に用いられる研磨工具は耐アルカリ性を有し、且つ、前記研磨工具における、前記プラスチックレンズとの接触部には、加水分解された化合物のうちの少なくとも一部と水素結合可能な化合物が使用されている。
(もっと読む)
眼鏡レンズ加工装置
【課題】 平仕上げ加工可能なレンズ厚を厚くする。
【解決手段】 ヤゲン加工用のヤゲン溝と平加工部分を持つ仕上げ加工具と、チャック軸を加工具回転軸に対して軸(X)方向に移動し加工具回転軸との軸間距離を変化させるY方向にチャック軸を移動する移動手段と、平加工モード選択時に粗加工後のレンズ周縁を玉型及びコバ位置検知手段の検知結果に基づいて移動手段を制御して平仕上げ加工する制御手段であってコバ厚が第1所定値を超えている場合には平仕上げの加工段階を複数の段階に分け各段階では前段階の未加工領域を平仕上げ加工するように、コバ位置検知手段により検知された前面コバ位置及び/又は後面コバ位置に基づいて各段階で平加工部分に対してレンズをX方向にずらした加工位置を決定し、決定された加工位置に基づいて移動手段を制御してレンズ周縁を平仕上げする制御手段と、を備える。
(もっと読む)
研削加工装置及び研削加工方法
【課題】研削対象側の回転軸と砥石側の回転軸との軸ズレを抑制し、高精度な球面形状を得ることのできる研削加工装置を提供し、研削対象に球状面の研削を行う研削加工方法を提供すること。
【解決手段】軸ズレ調整部60が、研削対象10及び砥石部材20が支持された状態でズレ度合測定部50によって測定された軸ズレに応じた各回転軸RA1,RA2の位置の調整を可能にしている。これにより、研削加工時における回転軸の軸ズレを抑制することができるので、作業性を損なうことなく高精度な球状面を再現性良く得ることができる。
(もっと読む)
外周加工装置及び方法
【課題】ホルダによるレンズの芯出し精度や保持力を確保しつつレンズに対して異形部の形成等を含む外周加工を行うための外周加工装置及び方法を提供すること。
【解決手段】第1周面部分45aによって第1回転軸AX1に最も近接する異形部であるカット部分10ia,10ibを加工する際に、砥石部材14の外周とレンズ10のホルダ部分31a,32aとが干渉することを回避することが容易になる。これにより、レンズ10に対するホルダ部分31a,32aのサイズをある程度大きく確保することができ、ホルダ部分31a,32aによるレンズ10の芯出し精度や保持力を確保しつつ、レンズ10に対して異形部であるカット部分10ia,10ib等を精度よく形成することができる。
(もっと読む)
光学素子製造装置及び光学素子製造方法
【課題】手間や時間をかけることなく光学素子材料の厚さを随時測定することができる光学素子製造装置及び光学素子製造方法を提供する。
【解決手段】光学素子製造装置は、光学素子材料10を保持する光学素子保持具11と、光学素子材料10の加工面10aに当接し、該光学素子材料10を研削又は研磨する加工工具20を支持する加工工具支持装置21と、光学素子材料10と加工工具20との間の相対的な運動を与えるモータ及び運動制御部と、光学素子保持具11に保持された光学素子材料10に対して加工工具支持装置21に支持された加工工具20とは反対側に設けられ、光学素子材料10の厚さを非接触で測定する測定部30とを備える。
(もっと読む)
眼鏡レンズの製造方法
【課題】眼鏡レンズの使用感を損なうことなくプリズム作用の調整を行うための手段を提供する。
【解決手段】眼鏡レンズの少なくとも一方の表面の一部を機械加工により切除しプリズム作用を調整するスラブオフ加工を行い、次いで切除領域表面を研磨加工することを含み、前記研磨加工を、研磨治具表面を該表面に向かって開口する貫通穴を複数有する研磨パッドにより被覆した状態で、該研磨パッド表面と前記切除領域表面との間に研磨剤を供給しながら前記眼鏡レンズと前記研磨治具とを相対移動させることによって行うことを特徴とする眼鏡レンズの製造方法。
(もっと読む)
眼鏡レンズ周縁加工装置
【課題】 レンズの周縁加工に際して、レンズの左右の取り間違いを軽減する。
【解決手段】 レンズチャック軸と、玉型データ及びレイアウトデータを入力するデータ入力手段と、レンズの左右を選択する左右選択手段と、を備える眼鏡レンズ周縁加工装置は、レンズの外径を検知するレンズ外径検知手段か、レンズの屈折面形状を得るレンズ屈折面形状検知手段か、少なく一方を持つレンズ形状検知手段と、レンズ形状検知手段の検知結果、レイアウトデータ及び左右の選択情報に基づき、レンズチャック軸に保持されたレンズが左か右かを確認する左右確認手段と、左右の確認結果を報知する報知手段と、を備える。
(もっと読む)
光学ガラスの加工方法及び光学ガラスレンズの製造方法
【課題】難硝材により形成されるガラス成形体に対して球面創成加工を行う場合に、加工面の品質確保と加工コスト抑制とを両立させる。
【解決手段】光学ガラスである硝材である難硝材により形成されるガラス成形体に対し、回転駆動されるカップ砥石を当接させて、当該ガラス成形体の被加工面を球面形状に研削するカーブジェネレーティング工程と、前記カーブジェネレーティング工程の実行中に、前記カップ砥石と当該カップ砥石の対向電極との間に導電性研削液を供給しつつ電圧を印加して、前記カップ砥石に対する電解ドレッシングを行う電解インプロセスドレッシング工程と、を備えた硝材加工方法において、前記カーブジェネレーティング工程は、前記カップ砥石の回転数、または、前記カップ砥石の回転数および前記ガラス成形体と前記カップ砥石の当接圧可変方向における相対位置移動の送り速度とが、前記難硝材以外の硝材により形成されるガラス成形体に対して研削を行う場合よりも高く設定されている。
(もっと読む)
眼鏡レンズの製造方法
【課題】機能性膜付きセミフィニッシュドレンズから眼鏡レンズを高い生産性をもって製造するための手段を提供する。
【解決手段】一方の面が光学面であり、他方の面が非光学面2bであるセミフィニッシュドレンズ1の該非光学面2bを研磨加工して光学面を創成する工程を含む眼鏡レンズの製造方法。前記セミフィニッシュドレンズ1は、レンズ基材11bの光学面上にアクリル系コーティング11aを有し、ここで、前記アクリル系コーティング11a表面の水に対する接触角は90°以下であり、前記研磨加工前に、前記アクリル系コーティング11a表面に、保護フィルム46を該フィルムの粘着層を介して貼着し、前記研磨加工を、前記保護フィルム46表面をブロック治具37に固着した状態でレンズ基材11bの非光学面2bを研磨することによって行う。
(もっと読む)
レンズ加工装置に用いるレンズホルダ
【課題】コバ部(レンズ外周縁部の肉厚部)の無い、もしくはコバ部が少ないレンズ素材を研削もしくは研磨加工する際にも、コバ部のあるレンズ素材の加工と同等、またはそれ以上の作業効率により加工作業を行うことが出来るレンズ加工装置に用いるレンズホルダを提供する。
【解決手段】この実施形態のレンズホルダとしてはレンズ素材Wの円弧状に形成されたレンズ保持面2を備えたホルダ本体1Aと、ホルダ本体1Aの外周縁部1aにレンズ素材Wの外周縁部Wa(以下外周縁部1aに形成された肉厚部をコバ部Kと呼称する)を支持するリング状の支持部材4とで構成され、この支持部材4は、加工対象となるレンズ素材Wのレンズホルダ1へのセット時の芯出し位置決めに用いる。ホルダ本体1Aの円弧状に形成されたレンズ保持面2には、所定の形状に形成した高摩擦材から成るシート材料16が貼着してある。
(もっと読む)
光学素子保持装置及び光学素子の製造方法
【課題】光学素子を研削・研磨加工する装置において、光学素子を容易に交換することができる光学素子保持装置等を提供する。
【解決手段】光学素子保持装置は、弾性部材2を介して光学素子1が支持される支持面10aを有する光学素子保持具10と、弾性部材を光学素子保持具に対して着脱自在に保持する弾性部材用真空系50とを備える。また、光学素子の製造方法は、弾性部材を介して光学素子を光学素子保持具に保持させる保持工程と、光学素子の加工面を加工工具に当接させる当接工程と、加工工具を回転及び揺動させることにより、加工面を研削・研磨加工する加工工程と、光学素子を加工工具から離す退避工程と、弾性部材を光学素子保持具に保持させた状態で光学素子を取り外す取り外し工程と、上記保持工程〜取り外し工程を所定回数繰り返した後で、光学素子保持具から弾性部材を取り外し、別の弾性部材と交換する弾性部材交換工程を含む。
(もっと読む)
眼鏡レンズ加工装置
【課題】 熱可塑性レンズの「軸ずれ」を効果的に抑えた加工を可能にする。
【解決手段】 眼鏡レンズを保持するチャック軸を回転するレンズ回転手段と、レンズを粗加工する粗加工具が取り付けられた加工具回転軸を回転する加工具回転手段と、チャック軸と加工具回転軸との距離を変動させる軸間距離変動手段と、レンズの材質の選択する選択手段と、を備え、粗加工軌跡に基づいてレンズを粗加工する眼鏡レンズ加工装置で、レンズ回転手段及び軸間距離変動手段を制御して粗加工軌跡に基づいて粗加工具によりレンズを加工する制御手段であって、熱可塑性素材のレンズが選択されたときに、複数のレンズ回転角方向でレンズを回転させずに粗加工具を粗加工軌跡まで切り込ませる第1段階の加工を行った後、残った加工領域を、レンズを回転させながら粗加工軌跡に基づいて加工する第2段階の加工を行う制御手段を備える。
(もっと読む)
レンズ保持治具
【課題】レンズの径や厚みに関わらず正確にレンズを保持固定可能で、さらに損傷無く簡易にレンズを脱着することができるレンズ保持治具を提供する。
【解決手段】レンズ10のコバ面にその内周が嵌合する円筒部と、円筒部の下端から内側に向かって突出したフランジ部と、を備え、円筒部の高さ方向にスリットが設けられた把持部材20と、把持部材の円筒部が挿入される挿入孔を有するリング部と、リング部の挿入孔を形成する内面から突出可能とされ、把持部材を介してレンズを固定する固定具と、を有する固定部材30と、を含む。
(もっと読む)
心出し方法および心出し装置、レンズ心取り方法、レンズ心取り装置、枠切削方法および枠切削装置
【課題】保持軸の連続回転を妨げることなく光学部品の偏心調整が可能に心出しする技術を提供すること。
【解決手段】心出し装置フレームFに回転自在に設置された保持軸22と、保持軸22の先端で光学部品Lを保持固定する保持具23と、保持具23に保持固定された光学部品Lの光軸と保持軸22の回転軸22aとの偏心状態を測定する偏心測定部25と、保持具23を保持軸22の回転軸22aに対して直交する方向および傾き方向に移動可能とする位置調整部24と、偏心測定部25により測定された偏心状態に基づいて保持具23の位置調整量を算出する演算処理部26と、心出し装置フレームFに設置され、演算処理部26により算出された位置調整量に基づいて位置調整部24を駆動する駆動部27とを備える。
(もっと読む)
球面研削加工方法および球面研削加工装置
【課題】加工効率を落とすことなく、要求品質、特にクラック深さの向上を図り、後工程である精研削、研磨加工の負担を軽減することにより、後工程の加工時間短縮さらには工程削減が可能な球面研削加工方法および球面研削加工装置を提供すること。
【解決手段】先端にレンズ基体を取付けたワーク軸と、先端に研削砥石を装着した砥石軸とのそれぞれを回転させつつ互いに近接させ、切り込み速度を制御しつつ研削砥石によってワークを所定の切り込み量だけ研削する速度制御切り込み工程と、この速度制御切り込み工程の後に、研削砥石にワークを押し当てる圧力を制御しながら切り込みを行う圧力制御切り込み工程と、を順次行う。
(もっと読む)
ダイヤモンド皿型砥石および球面レンズの研削方法
【課題】短時間で所定量の研削加工を行うことができ、次の研削工程における取代が少なくて済むように所定の表面粗さで研削可能なダイヤモンド皿型砥石を提案すること。
【解決手段】球面レンズ加工用のダイヤモンド皿型砥石60は、加工対象のレンズ球面とは相補的な球状表面61を備えた工具皿本体62と、球状表面61に積層されている一定厚さの砥材層63とを有している。砥材層63の表面63aから突出しているダイヤモンド砥粒65には共擦り修正加工が施されて、ダイヤモンド砥粒65の最大突出量H1と最小突出量H2の差ΔHが所定値以下となっている。これにより、ダイヤモンド皿型砥石60の切削速度を低下させることなく、当該ダイヤモンド皿型砥石60による研削面の切削傷を小さくして切削面の面精度を高めることができる。
(もっと読む)
1 - 20 / 212
[ Back to top ]