
Fターム[3C049AC02]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(その他) (570) | 装置の補助機構 (570) | 計測、表示 (315)
Fターム[3C049AC02]に分類される特許
161 - 180 / 315
基板の周縁部の処理方法および装置
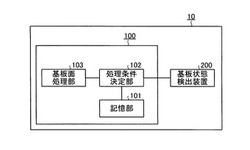
【課題】表面荒れや欠陥、または汚染源となる不要な付着材などの発生した基板の周縁部を効率良くかつ効果的に処理すること。
【解決手段】基板の周縁部における基板面の処理を行う基板の周縁部の処理方法であって、前記基板の周縁部の表面状態をモニタする表面状態モニタ工程と、前記基板面の処理を実行するための条件であって前記基板面の処理の必要性の有無を含む基板面処理条件を、前記表面状態のモニタ結果に基づいて決定する処理条件決定工程と、前記基板面処理条件に基づいて、前記基板面の処理の必要性がある場合に前記基板の周縁部に対して前記基板面の処理を実行する基板面処理工程と、を含む。
(もっと読む)
物体の研磨方法及び物体の研磨装置

【課題】 異形状物体に対しても微細な研磨を行なうことができるようにし、物体の表面を良好な仕上げ面にする。
【解決手段】 研磨体40を物体1の表面2に接触させ、研磨体40の先端41の軌道がリサージュ図形を描くように微小振動させながら、研磨体40を物体1の表面2に対して相対移動させて、物体1の表面2を研磨する物体の研磨方法において、研磨体40の先端41の軌道を、平面から見て8の字形状であって、正面から見て8の字の交点が物体1に接触する頂点となるU字形状にした。
(もっと読む)
基板端面研磨装置
【課題】ガラスパネル組立体の端面研磨処理の時間短縮と、砥石の磨耗の低減を図る。
【解決手段】2枚のガラス基板を対向配置して組立てられたガラスパネル組立体の少なくとも1つの端面を含む領域を2方向から撮影した画像データを取得する基板情報取得部と、前記画像データを用いて、ガラスパネル組立体の外形寸法を算出して各基板端面の存在する可能性のある検査領域を特定し、特定された検査領域の中において、エッジを有する基板端面の有無を判断し、エッジを有する基板端面を選択する研磨条件演算部と、前記選択されたエッジを有する基板端面を、砥石を用いて研磨するエッジ研磨部とを備えたことを特徴とする。
(もっと読む)
眼鏡レンズの玉形加工可否判定方法、玉形加工可否判定プログラム、玉形加工可否判定装置及び眼鏡レンズ製造方法
【課題】与えられたレンズ周縁形状データ通りにレンズの玉形加工が可能である否かを判定する方法を提供すること。
【解決手段】眼鏡レンズの玉形加工可否判定方法では、二次元座標系における座標点群でレンズの周縁形状を表すレンズ周縁形状データを基に、そのレンズの周縁形状どおりに玉型加工が可能か否かを判定する。この玉形加工可否判定方法は、外接点特定工程と、加工可否判定工程を有する。外接点特定工程では、外接点特定線に接する2つの座標点を外接点P1,P2として特定する。加工可否判定工程では、外接点特定工程によって特定された2つの外接点P1,P2の間に少なくとも一つの座標点Qnがある場合に、2つの外接点P1,P2の間を所定の工具半径Rを有する加工具で玉型加工が可能か否かを判定する。
(もっと読む)
研磨装置の制御方法、研磨装置の制御プログラム
【課題】多軸制御によって被加工物と研磨工具との相対的な加工軌跡を実現する場合に、理想的な加工軌跡による研磨加工を行う。
【解決手段】上軸6および横軸8に支持されたワークホルダ2に研磨対象物1を保持させ、揺動軸4に支持された研磨砥石3を研磨対象物1に摺接させ、上軸6、横軸8、揺動軸4の三軸制御によって研磨対象物1の研磨加工を行う研磨装置100において、揺動軸4を駆動する揺動軸サーボモータ5の揺動軸エンコーダ5bから出力される揺動軸位置情報5cに基づいて、サーボ周期毎に、上軸6および横軸8を駆動する上軸サーボモータ7および横軸サーボモータ9に対する上軸サーボ指令7aおよび横軸サーボ指令9aを補正することにより、研磨砥石3の理想的な加工軌跡を実現する。
(もっと読む)
ウェーハ面取り装置、及びウェーハ面取り方法
【課題】
加工歪みを低減するとともに加工面粗さを向上させ、ウェーハの破損を防止するウェーハ面取り装置及びウェーハ面取り方法を提供すること。
【解決手段】
ウェーハWを回転するウェーハテーブル34に保持し、砥石でウェーハWの外周部を研削するウェーハ面取り装置において、センサ3、センサ4、外周精研モータ56に取り付けられたセンサまたはノッチ精研モータ59に取り付けられたセンサにより電流値の変化、回転数の変化、及び振動の変化を検出し、検出された結果に基づき外周精研削砥石55、ノッチ精研削砥石58の外径を算出する、または外周精研削砥石55、ノッチ精研削砥石58の押圧力を調整することにより、加工歪みを低減するとともに加工面粗さを向上させ、ウェーハWの破損を防止する。
(もっと読む)
研磨材の劣化度評価方法及び装置
【課題】一般的な研磨材を使用できると共に構成を簡略化でき、コストアップの抑制が可能な研磨材の劣化度評価技術の提供を課題とする。
【解決手段】研削力の劣化度を評価すべき研磨材10を水を含む状態で保持する保持部11と、水を含む研磨材10を乾燥させるための空気を導入する空気導入口12と、研磨材10から放出された水13を排出する排水口14と、を有する容器状のホルダ15と、空気導入口12から研磨材10に空気を吹き付ける空気吹き付け手段17と、を備える。
(もっと読む)
レンズのクリーニング方法およびクリーニング装置
【課題】簡単な構造で、各種形状の異なるレンズに対しこれに付着した異物を確実に除去することができるレンズのクリーニング方法およびクリーニング装置を提供する。
【解決手段】レンズLに付着した異物をワイピング部材41により拭き取るレンズLのクリーニング方法であって、レンズLおよびワイピング部材41の一方を保持するロボット2と、他方を保持する保持機構71と、を用い、レンズLの拭取り面を撮像し、拭取り面の形状を画像認識する形状認識工程と、認識した拭取り面の形状に基づいて、レンズLに対するワイピング部材41の、拭取り動作における移動軌跡を生成する移動軌跡生成工程と、生成した移動軌跡に基づいて、ロボット2および保持機構71により、レンズLに対しワイピング部材41を相対的に拭取り動作させる拭取り工程と、を備えた。
(もっと読む)
眼鏡レンズの縁摺加工装置および縁摺加工方法
【課題】レンズを本締めしたときに発生するオーバーシュートを極力小さくし、クラックや破損が生じないようにした眼鏡レンズの縁摺加工装置および縁摺加工方法を提供する。
【解決手段】レンズ回転軸4にそれぞれ取付けられたレンズホルダとレンズ押えとで被加工レンズの凸側と凹側の光学面を保持し、その保持圧力を圧力測定装置14によって測定する。圧力測定装置14は、1/100秒〜1/1000秒の時間間隔で保持圧力を測定する。制御部9は圧力測定装置14による測定データを受け取ると、レンズ押えをレンズに押し付けるレンズ回転軸を軸線方向に移動させる駆動モータ19を1/100秒〜1/1000秒の時間間隔で駆動制御し、保持圧力が所定の設定圧力に対して予め規定した値を超えないようにする。
(もっと読む)
研磨装置、研磨装置の制御方法、研磨装置の制御プログラム
【課題】補正研磨等を別途必要とすることなく、理想的な加工軌跡による研磨加工を行うことが可能な研磨技術を提供する。
【解決手段】サーボコントローラ30の制御論理31が不揮発メモリ32に格納された加工データ33に基づいて、横軸8および上軸6によって駆動されるワークホルダ2に支持された研磨対象物1に対して、揺動軸4に支持された研磨砥石3を相対的に変位させることで研磨対象物1の研磨加工を行う研磨装置100において、横軸サーボ指令9a、上軸サーボ指令7a、揺動軸サーボ指令5aに対して各軸で発生する誤差を、横軸補正量10、上軸補正量13、揺動軸補正量16として予め計測して不揮発メモリ32に格納しておき、当該各補正量に基づいて研磨加工時に各サーボ指令を補正し、研磨砥石3の研磨対象物1に対する理想的な加工軌跡を実現し、加工精度を向上させつつ、別途の補正加工を不要にする。
(もっと読む)
ラッピング装置及びラッピング方法
【課題】被加工物を高い精度で研磨することのできるラッピング装置及びラッピング方法を提供する。
【解決手段】アダプタ12aは、ラップベース11により支持された第1の支持部と、被加工物100の被加工面がラッピング面に接するように被加工物が取り付けられる第2の支持部と、第1の支持部と第2の支持部との間に延在するアーム部120aとを有する。高さ調整機構16は、ラッピング面からアダプタの第1の支持部までの高さを変更する。アダプタ12aの傾きを検出する傾き検出器18がアダプタに設けられる。高さ調整機構により第1の支持部の高さを調整することで、ラッピング面に対するアダプタ12aの傾きを調整する。
(もっと読む)
研削装置
【課題】 研削完了後の過剰研削を小さくできる研削装置を提供する。
【解決手段】 電動機10により回転させられる砥石軸5が、制御型アキシアル磁気軸受6および制御型ラジアル磁気軸受7,8によりケーシング4に対し軸方向および径方向の浮上目標位置に非接触支持され、外周面に研削面Sが形成された研削砥石Gが、砥石軸5のケーシング4より突出した部分に取り付けられている。ケーシング4を軸方向に位置決めした後、ケーシング4を径方向の切り込み方向に移動させて、ワークWの被研削部の研削を行い、研削完了後に、ケーシング4を反切り込み方向に移動させる。研削完了後に、ラジアル磁気軸受7,8の切り込み・反切り込み方向の浮上目標位置を研削時より反切り込み方向に変更するとともに、ケーシング4を反切り込み方向に高速で移動させる。
(もっと読む)
研磨装置
【課題】基板の周縁部の鮮明な画像を取得でき、正確な研磨終点を検知することができる研磨装置を提供する。
【解決手段】基板Wを保持するためのステージ20と、ステージを回転させるためのステージ回転機構40と、ステージに保持された基板の周縁部を研磨するための研磨ヘッド42と、ステージ20、ステージ回転機構40、および研磨ヘッド42の動作を制御する制御部70と、基板の周縁部に対向して配置された少なくとも1つの末端撮像部60を介して該基板の周縁部の画像を取得する画像取得部61と、画像取得部からの画像を処理する画像処理部62と、光透過性を有する液体を基板の周縁部に向けて噴射して、基板の周縁部と末端撮像部との間を液体で満たす液体噴射部51とを備える。
(もっと読む)
カップ取付け装置
【課題】 光学中心検出と、印点、二重焦点レンズの小玉を精度良く検出し、カップ取付けを行う。
【解決手段】 レンズ表面側から照明光を照射する光学系と、後面側に配置され,光学中心を検出するための光通過口が形成された指標板と、通過口を通過した光束の受光素子を持つ受光光学系と、指標板とレンズ間に配置され,通過した照明光を元に戻す再帰性反射部材であって,通過口に対応した位置で通過口より大きな開口を持つ反射部材と、表面側から撮像する撮像光学系で,表面付近にピントの合う撮像光学系と、受光素子の出力に基づき単焦点レンズの光学中心又は乱視軸角度を検出し,撮像したレンズ像を画像処理により印点,小玉又は累進マークの位置を検出する検出手段と、を備え、検出結果に基づきカップ取付位置を調整する。
(もっと読む)
形鋼の耳状突起物除去方法
【課題】形鋼に発生した耳状突起物を確実に除去することのできる形鋼の耳状突起物除去方法を提供する。
【解決手段】研削加工ヘッド5aを有する耳状突起物除去装置5を用いて不等辺不等厚山形鋼1の端部に発生した耳状突起物2を除去するに際して、前記端部の位置を端部位置検出器により検出し、この端部位置検出器で検出された端部位置に基づいて研削加工ヘッド5aの位置をコントローラ6で制御しながら耳状突起物2を除去するようにした。
(もっと読む)
研磨アームを使用して基板の縁部を研磨する方法及び装置
【課題】基板の縁部を研磨するように適合されたシステムが提供される。
【解決手段】基板の縁部を研磨するように適合された装置及び方法は、(1)研磨表面及び第2の表面を有する研磨テープ、及び(2)長手方向軸を有し、上記研磨テープの研磨表面を基板の縁部に接触させるように適合された研磨アーム201を含む。研磨アーム201は、i)上記研磨テープの第2の表面に接触するように適合された研磨ヘッド204と、ii)上記研磨ヘッド204に結合されて、上記研磨アーム201の長手方向軸の回りに上記研磨ヘッド204を回転させるように適合されたロッカーアーム304と、iii)上記ロッカーアーム304に隣接して延長されて、上記研磨アーム201の長手方向軸に直交する方向に上記研磨ヘッド204を移動させるように適合されたロードアーム314とを含む。多数の他の態様が提供される。
(もっと読む)
基板の縁部除外領域の大きさを制御する方法及び装置
【課題】基板の縁部を除いた領域の幅を精密に制御できる基板の縁部の研磨方法を提供する。
【解決手段】研磨ヘッド304を回転させる角度の範囲を決定するステップと、基板100の縁部104除外領域の幅を予め設定された寸法にするように、決定された角度の範囲で研磨ヘッド304を回転させるステップと、研磨ヘッドを用いて基板の縁部を研磨するステップとを含む。さらに、予め予定された縁部除外領域の幅が得られたか否かの判断に基づいて、縁部除外領域の幅が所定の値になるように、研磨ヘッド304を回転する角度を調整するステップを備える。
(もっと読む)
研削盤および非真円形状または偏心形状のワークの研削方法
【課題】安価な装置を用い、熱変位が生じた場合であっても高精度な補正が可能な研削盤および研削方法を提供する。
【解決手段】主軸中心軸から基準部材の基準面までの基準距離Rjを予め記憶する。そして、研削加工を中断して、研削対象部と基準面とのそれぞれにタッチセンサを当接させ、それぞれのX軸座標値、すなわち第一相対位置X1および第二相対位置X2を測定する。さらに、第一相対位置X1と第二相対位置X2との差分ΔXを算出する。そして、基準距離Rjと差分ΔXに基づいて、加工データを補正する。そして、補正された加工データに基づいて研削加工を再開する。
(もっと読む)
ダムブレードのターボ機械翼などの加工片を修復する方法
本発明は、ターボ機械の翼などの加工片(1)を、部品(B)の知られているプロセスから機械加工することによって修復する方法に関し、上記方法は、モーフィングプロセスによってプロフィル(B)を、変形プロフィルが部品上で測定された点群(A)を補間するように変形させるステップ(32)を含む。プロフィル(B)の変形は、機械加工される部分(1)の過剰の厚みまたは不充分な厚みを有したそれぞれ(20)を、それぞれがマッピングと点の部分の形態である基本変形構成図(CED)(5)と比較することを含み、基本変形構成図(CED)(5)はデータベース(100)内に記憶されており、データベース(100)は、各基本変形構成図(CED)(102)にモーフィング関数(101)のパラメータを関連付ける。  (もっと読む)
(もっと読む)
スパイラルタップ
【課題】食付き部によって形成されたねじ穴に完全山部がねじ込まれる際に、切り屑を噛み込んで刃欠けや折損が生じることを一層効果的に防止する。
【解決手段】完全山部24のシャンク側山部24bの切れ刃28に面取り30が設けられているため、切り屑が外周側へ押し出され易くなり、完全山部24に対する切り屑の絡み付きが抑制されるとともに、面取り30によって切れ刃強度が高くなる。ねじれ溝20は、タップ先端部から溝終端部に向かうに従ってリードが徐々に増大させられているため、食付き部22の切れ刃28のすくい角を大きくできて優れた切れ味が得られるとともに切り屑が小さくカールさせられる一方、その切り屑はねじれ溝20に案内されつつ速やかにシャンク側へ排出されるようになり、完全山部24に対する切り屑の絡み付きが抑制されて、上記面取り30の存在と相まって切り屑の噛み込みによる刃欠けや折損が一層効果的に防止される。
(もっと読む)
161 - 180 / 315
[ Back to top ]