
Fターム[3C049AC02]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(その他) (570) | 装置の補助機構 (570) | 計測、表示 (315)
Fターム[3C049AC02]に分類される特許
121 - 140 / 315
単結晶ダイヤモンドのラップ研磨装置
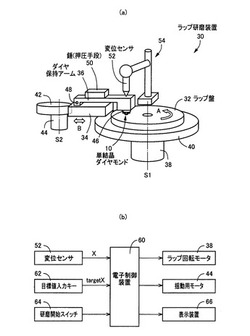
【課題】単結晶ダイヤモンドの{110}面等を研磨するに際して、作業者の負担が少なく且つ熟練を要することなく高い寸法精度で研磨が行われるようにする。
【解決手段】研磨に伴ってラップ盤32に接近する単結晶ダイヤモンド10の変位量Xを変位センサ52によって検出し、その変位量Xが予め設定された目標値targetXに達したら単結晶ダイヤモンド10の研磨を自動的に停止するため、研磨方向や個体差等による研磨速度のばらつきに拘らず、常に高い精度で予め設定された目標値targetXだけ単結晶ダイヤモンド10が研磨されるようになる。しかも、作業者は単結晶ダイヤモンド10を保持部46に取り付けて目標値入力キー62により目標値targetXを入力するとともに研磨開始スイッチ64をON操作するだけで良いため、作業者の負担が大幅に軽減されるとともに研磨時間が短縮されて作業効率が向上する。
(もっと読む)
ねじ研削方法及びねじ研削盤

【課題】高精度にねじ研削を行うことができるねじ研削盤などを提供する。
【解決手段】ねじ研削盤1は、各研削領域K1,K2を順次研削してねじ形成領域Kの全体を研削するもので、有効径又は斜径を測定する第1測定機構45と第2測定子のワークW軸線方向における変位量を測定する第2測定機構50と、制御装置60などを備える。各測定機構45,50は、その測定子が第1研削領域K1のねじ溝に当接した状態から第2研削領域K2側に砥石車26とともに相対移動する。制御装置60は、第1研削領域K1の研削が完了して第2研削領域K2を研削する場合に、第1測定機構45によって測定される第1研削領域K2の測定値が第1研削領域K1の測定値と同じになるまで砥石車26及びワークWの相対移動を繰り返すとともに、第2測定機構50によって測定される測定値が一定となるように砥石車26とワークWとを相対移動させる。
(もっと読む)
硬質脆性板の面取装置
【課題】ディスプレイパネル用のガラス基板その他の硬質脆性板の辺を加工する面取装置に関し、タクトタイムを全く又は殆ど増加させることなく、加工した総てのワークについて加工寸法の計測を行うことが可能な、従って、より高い加工精度を生産性を低下させることなく実現することができる面取装置を提供する。
【解決手段】テーブル2の工具3に対する送り方向上流側の幅方向両側に、ワークの両側辺部上面を見る上流側上カメラ5aを配置すると共に、工具3のテーブル送り方向下流側でワーク1の両側辺部上面を見る下流側上カメラ5bと、当該下流側でワークの両側辺部下面を見る下流側下カメラ6bとを設けた。テーブルを送り移動しながら面取加工を行い、加工を行った直後に下流側カメラ5b、6bで面取寸法の計測を行う。
(もっと読む)
基板の端面研磨装置
【課題】ガラス基板等の脆性基板の切断した端面を研磨加工する研磨装置に関する。
【解決手段】基板の端面を研磨加工するための周縁部が弾性材からなる研磨ホイールと、当該研磨ホイールの回転駆動手段と送り制御手段を備え、回転駆動手段は、基板と端面接触する際に流れる負荷電流を検出するための負荷電流検出手段とその負荷電流値の適正判断手段を有し、送り制御手段は基板の端面に対して切り込み方向送り制御手段とスラスト方向送り制御手段とを有し、負荷電流値の適正判断手段に基づいて研磨ホイールの切り込み方向送り動作とスラスト方向送り動作とが制御されていることを特徴とする。
(もっと読む)
単結晶基板の製造方法
【課題】単結晶ウェハの結晶軸に対する切断角度を所望の角度に調整することが可能な単結晶ウェハの製造方法に関する。
【解決手段】水晶ランバードから水晶の結晶軸に対して所望の切断角度を狙って切り出され、初期研磨が施された水晶ウェハの初期切断角度測定を行う(ステップS4)。初期切断角度測定により水晶ウェハの切断角度が規格値の許容範囲外であった場合(ステップS5でNo)には、ステップS8に示すように、予め確認された段差の形状と切断角度補正研磨前後の切断角度のシフト量との関係を示すデータに基づいて、初期切断角度測定で測定された水晶ウェハの切断角度の規格値との差を補正し得る段差形状を決定し、次に、ステップS9に示すように、ステップS8で決定された形状の段差を水晶ウェハに形成する。そして、段差が形成された水晶ウェハを所定量研磨する切断角度補正研磨を行う(ステップS10)。
(もっと読む)
ワークの研磨方法及び研磨装置
【課題】研磨ブラシの使用回数が増加しても、ワーク、例えばCVTに採用される金属リングの端縁の研磨形状、例えば曲率半径Rを安定させて、しかも、金属リングの端縁の研磨形状を特定することのできるワークの研磨方法を提供する。
【解決手段】研磨加工中または研磨加工後における金属リングのリング幅の減少量(A−B)に基いて研磨条件を調節するので、金属リングの端縁の曲率半径R(研磨形状)を安定させることができ、しかも、金属リングのリング幅の減少量(A−B)と、金属リングの端縁の曲率半径Rとの相関関係により、金属リングのリング幅の減少量(A−B)を測定することで、金属リングの端縁の曲率半径Rを間接的に特定することができる。
(もっと読む)
ガラス板を隅取りする方法及びその装置
【課題】ガラス板の移動速度に変化が生じても、ガラス板と砥石との位置関係に誤差が生じることなく、ガラス板の隅部を所望に隅取りするガラス板を隅取りする方法及びその装置を提供すること。
【解決手段】 ガラス板2をその一縁6と平行なX方向に移動させる移動手段7と、ガラス板2の一縁6側の隅部3を研削する研削工具としての環状の砥石4と、砥石4をX方向に直交するY方向に移動させる移動手段8と、ガラス板2の一縁6に対向するX方向に伸びた他の一縁11側の隅部3aを研削する研削工具としての環状の砥石5と、砥石5をY方向に移動させる移動手段9と、ガラス板2をX方向に移動させながら、ガラス板2のX方向の移動に応答して、砥石4及び5をY方向に移動させるように、移動手段8及び9を制御する制御手段10とを具備しているガラス板隅取り装置1。
(もっと読む)
バリ取り方法及びバリ取り装置
【課題】長時間にわたる無人運転が可能で、製造効率の向上を図ることができる上、補正値等の設定作業も煩わしくないバリ取り方法の提供を目的とする。
【解決手段】バリ取り加工前に、幾つかの補正値等を設定することで、所定の加工ポイントにおける加工回数が所定の回数に達すると、制御部10が次の加工ポイントまでの移動補正量を自動的に算出し、新しい加工ポイントにおいてバリ取り加工を継続させることを可能とした。それによって、バリ取り加工前の設定作業を簡略化し、また長時間にわたる無人運転を可能とし、さらにバリ取り装置の運転を停止させる必要がないため、製造効率を向上させることができる。
(もっと読む)
基板端面の研磨装置及び研磨判定方法
【課題】研磨ホイールの磨耗溝深さを補正要素に取り込んだ信頼性の高い適応制御による基板の端面研磨装置及び基板の研磨良否の判定方法の提供を目的とする。
【解決手段】基板の端面を研磨加工する研磨ホイールと、当該研磨ホイールの回転駆動手段と、当該研磨ホイールの切り込み送り手段とを備え、研磨ホイールの回転駆動手段は、基板の端面接触による負荷電流検出手段と、研磨ホイールに生じる磨耗溝の溝側面が基板に接触することにより生じる負荷電流の補正手段とを有していることを特徴とする。
(もっと読む)
平面ディスプレイ用の面取り機及びその面取り加工方法
【課題】平面ディスプレイ用の面取り機及びその面取り加工方法を提供する。
【解決手段】本発明の平面ディスプレイ用の面取り機は、基板ローディングユニットと基板アンローディングユニットとの間に設けられて、基板のコーナー及び辺に対する面取り加工を進行する面取り加工ユニットを含み、面取り加工ユニットは、上面に基板が載置支持される少なくとも一つのステージと、基板の第1辺エッジに対する面取り加工を進行する第1面取り加工用のホイールと、第1面取り加工用のホイールに対して相互離隔配されて基板の第1面両側コーナーに対する面取り加工を進行する第2面取り加工用のホイールとを備えたグラインダーと、を含むことを特徴とする。本発明によれば、面取り加工作業時にかかるタクトタイムを従来よりさらに減少させることができて生産性を向上させうる。
(もっと読む)
サファイア基板の研削方法
【課題】サファイア基板の研削面にうねりを残存させることなく効率良くサファイア基板を研削可能な研削方法を提供する。
【解決手段】サファイア基板Sを保持し回転可能なチャックテーブル12と、研削ホイール5を回転可能に装着した研削手段と、研削送り手段と、該研削砥石52に超音波振動を生成する超音波生成手段6とを備えた研削装置を用いて、サファイア基板Sの研削面を梨地面に形成する研削方法であって、該研削砥石52は粒径が10μm〜40μmのダイヤモンド砥粒を含むメタルボンド砥石であり、サファイア基板Sを30〜300rpmで回転させるとともに、研削ホイール5を1000〜3000rpmで回転し、0.5〜5μm/秒の速度で該研削手段を研削送りするとともに、該超音波生成手段6を作用させて該研削砥石52に0.1〜3μmの振幅を有する振動を生じさせながら、サファイア基板Sを研削することを特徴とする。
(もっと読む)
半導体装置の製造方法
【課題】半導体ウェハの割れや欠けを防ぎ、かつ複数の半導体ウェハに連続して処理を行う際に、各半導体ウェハの端面の形状を均一にすること。
【解決手段】半導体ウェハ1の裏面側を下にして、ステージ5に吸着させて、半導体ウェハ1の中心を回転の中心軸として回転させる。また、端面研削用砥石10の中心を回転の中心軸として、この中心軸を半導体ウェハ1の回転の中心軸の方向と略垂直な方向にして、端面研削用砥石10を回転させる。ついで、半導体ウェハ1を横方向に移動させながら、端面研削用砥石10を縦方向に移動させることで、半導体ウェハ1の端面3に、端面研削用砥石10を接触させて、半導体ウェハ1の端面3を研削する。
(もっと読む)
心取り加工装置および心取り加工方法
【課題】被加工物の固定時の心ずれや被加工物の形状等の影響を受けることなく、短い所要時間で、高精度な心取り加工を行う。
【解決手段】レンズヤトイ6を介して被加工レンズ7を真空吸着して回転駆動するレンズ保持軸1に対して、当該レンズ保持軸1に平行なX方向および直交するY方向に相対的に移動可能な移動テーブル19の上に、回転軸がレンズ保持軸1に平行なレンズ固定軸8およびレンズ固定ヤトイ10と、光軸がレンズ保持軸1およびレンズ固定軸8に平行な光学方式の偏心検出装置11を搭載し、偏心検出装置11の光軸をレンズ保持軸1に正対させて被加工レンズ7のレンズ保持軸1に対する偏心を検出して補正した後、移動テーブル19を移動させてレンズ固定軸8をレンズ保持軸1に正対させ、レンズ保持軸1との間で被加工レンズ7を挟持して回転させつつ、外周部に研削砥石33を接触させて心取り加工を行う。
(もっと読む)
レンズ保持治具装着装置
【課題】枠入れ後の眼鏡枠をそのまま本装置にセットする事ができ、前記作業を左右両枠で自動で行い熟練が必要でかつ、時間を要していた作業工程を自動化することで、誰にでも簡単に確実なレンズ保持治具装着装置、その検出装置を備えた眼鏡枠形状測定装置を提供すること。
【解決手段】レンズ保持治具装着装置は、レンズ保持治具がブロックされた眼鏡レンズMLを玉型形状レンズに加工した後、加工した玉型形状レンズ(眼鏡レンズLa,Lb)をメガネフレームに装着した状態で測定手段(全体検出光学系100,隠しマーク検出光学系200,CL測定装置300)により光学的な位置情報を検出し、その検出した位置情報と、治具取付手段(レンズ吸着機構68)でブロックしたときの位置情報とを比較し、枠入れ後の玉型形状レンズの状態が所望する範囲に入っているのかを検査するための検査手段(演算制御回路130)を有する。
(もっと読む)
眼鏡レンズの製造装置及びこの製造装置用の検出子
【課題】溝やヤゲン等の加工の際に高い精度で加工を行うことを可能にすると共に、研削後のレンズの形状や寸法を検出することを可能にする、眼鏡レンズの製造装置を提供する。
【解決手段】眼鏡レンズとなるレンズ100の加工を行うレンズ加工部と、レンズ100の外形形状及び/又は寸法を検出する検出部とを有し、検出部が一対の測定子を備えた製造装置を構成する。そして、測定子11は、検出子本体13と、検出子本体13に取り付けられ、互いに接続された、第1の部材15及び第2の部材16を有する。さらに、これら第1の部材15及び第2の部材16の接続部に、レンズ100の凹面又は凸面の端縁を引っ掛けることにより、レンズ100の外形形状及び/又は寸法の測定がなされる構成である。
(もっと読む)
眼鏡レンズの製造装置及び眼鏡レンズの製造方法
【課題】溝や突起等の加工の際に高い精度で加工を行うことを可能にする、眼鏡レンズの製造装置を提供する。
【解決手段】眼鏡レンズとなるレンズ100の加工を行うレンズ加工部と、レンズ100の外形形状及び/又は寸法を検出する検出部とを有する製造装置を構成する。レンズ加工部は、例えば、レンズ100のコバ面に溝を形成するツール41を有する。検出部は、例えば、レンズ100の外形形状及びコバ厚を測定するための測定子11,12を有する。
(もっと読む)
ポストプロセス定寸制御装置
【課題】研削時の研削盤の状態に応じて定寸制御の寸法測定間隔を切替えて制御できるポストプロセス定寸制御装置を提供する。
【解決手段】研削箇所の寸法を寸法測定装置18により測定し、研削箇所の計算上の寸法と前記寸法測定装置により測定された寸法との差に応じた位置補正量だけ砥石台19の原点位置の補正を行う原点位置補正手段と、該原点位置補正手段により砥石台19の原点位置の補正が行われてから次に原点位置の補正が行われるまでの寸法測定間隔の間に研削される工作物の個数を設定する寸法測定間隔設定手段とを有するポストプロセス定寸制御装置にして、寸法測定間隔設定手段は、今回の寸法測定間隔における最後の工作物についての原点位置補正手段による位置補正量を、今回の寸法測定間隔における工作物の個数で除した1個当りの位置補正量に基づいて次回の寸法測定間隔における工作物の個数を設定する。
(もっと読む)
眼鏡レンズの製造装置及びこの製造装置用の検出子
【課題】溝や突起等の加工の際に高い精度で加工を行うことを可能にすると共に、研削後のレンズの形状や寸法を検出することを可能にする、眼鏡レンズの製造装置を提供する。
【解決手段】眼鏡レンズとなるレンズ100の加工を行うレンズ加工部と、レンズ100の外形形状及び/又は寸法を検出する検出部とを有し、検出部が一対の測定子を備えた製造装置を構成する。そして、測定子11は、レンズ100の板状の部分14の端面として、レンズ100の凹面又は凸面に対向する立ち上げ面15と、レンズ100のコバ面に対向する傾斜面16とを有する。さらに、これら2つの面15,16との境界線に、レンズ100の凹面又は凸面の端縁を引っ掛けることにより、レンズ100の外形形状及び/又は寸法の測定がなされる構成である。
(もっと読む)
ヤゲン軌跡設定方法及び眼鏡レンズ加工装置
【課題】 高カーブフレームのレンズ枠に眼鏡レンズを枠入れした際に、見栄えの良いヤゲンを容易に設定可能にする。
【解決手段】
玉型の動径角に対応するコバ位置データを基に高カーブフレームに適合するように設定された第1ヤゲン軌跡が持つヤゲンカーブをチルトさせた第2ヤゲン軌跡を設定するヤゲン軌跡設定方法は、眼鏡フレームの反り情報を入力するステップと、眼鏡フレームの反り情報に基づいて正面方向から見た時に、鼻側の所期する玉型動径角でのレンズ前面側のヤゲン斜面の幅Wnfが所定の条件を満たすときのコバ方向の鼻側ヤゲン位置を求めるステップと、耳側の所期する玉型動径角で鼻側ヤゲン位置よりレンズ後面側にシフトさせた耳側ヤゲン位置を設定するステップと、鼻側ヤゲン位置及び前記耳側ヤゲン位置を通るように第1ヤゲン軌跡のヤゲンカーブをチルトさせた時の第2ヤゲン軌跡を演算すると、を有する。
(もっと読む)
レンズ枠形状測定装置
【課題】レンズ枠の形状等に関わらず容易に狭持力を調整することができ、安定した状態でレンズ枠を保持できるレンズ枠形状測定装置を提供すること。
【解決手段】一対の保持ツメ43,44のうち一方に近接離反可能に当接する押圧ツメ(保持棒押圧部材)46と、押圧ツメ46を保持ツメ44に押し付ける押圧機構(押圧手段)Oと、押圧機構Oによる押圧ツメ46の押圧力を検出する圧力センサ(押圧力検出手段)Pとを有し、押圧機構Oは、圧力センサPの検出結果に応じて押圧力を変更する。
(もっと読む)
121 - 140 / 315
[ Back to top ]