
Fターム[3C049BB09]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 制御 (434) | 演算手段 (72)
Fターム[3C049BB09]に分類される特許
1 - 20 / 72
研削加工盤及び研削加工方法
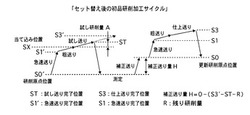
【課題】ワークのセット替え並びに立ち上げに要する時間の短縮化を図ると共に、インプロセスゲージを使用しない場合であっても、不良品の発生を無くし、狙い寸法通りの良品を一発で研削加工することを可能にする研削加工技術を提供する。
【解決手段】ティーチング(当て込み)を実行し、その当て込み位置SXから所定の「試し研削量A」だけワーク2を研削した後、当該ワークの径を測定し、その測定結果に基づいて、仕上寸法となるまでに研削すべき残余量(残り研削量)を算出し、その「残り研削量R」だけ研削加工を実行する。
(もっと読む)
被加工物の加工方法

【課題】被加工物を1回で精度良く加工できるようにすること。
【解決手段】加工方法は、単位除去形状と被加工物との相対向きを変え、各相対向きの計算除去形状と目標除去形状の差分の内、最小の差分となる相対向きに回転研磨工具の回転軸と被加工物との相対位置を位置決めし、かつ滞留時間分布に従った、相対速度で被加工物を加工するようになっている。このため、本発明の加工方法は、1回の走査で、誤差の少ない加工が可能であるため、被加工面の高精度化と、繰返し加工する回数が減ることによる加工能率の向上が可能になる。
(もっと読む)
成形研削盤及びその制御方法
【課題】CNC成形研削盤において製品ワークを研削加工する成形砥石に対し補正ドレスを自動で行うことを課題とする。
【解決手段】制御部7Cの自動制御により製品ワークWに対し成形研削加工を行うCNC成形研削盤1において、制御部7Cは、砥石を成形するドレッサ手段21、23を制御するドレッサ制御手段と、成形された砥石である成形砥石11に係る形状を計測する形状計測手段13と、計測された結果と予め設定された目標成形砥石形状との差分情報を生成する差分情報生成手段とを備える。そして、制御部7Cは差分情報に応じて成形砥石11を補正ドレスするための制御を続行する。
(もっと読む)
眼鏡レンズ周縁加工装置
【課題】 レンズの周縁加工に際して、レンズの左右の取り間違いを軽減する。
【解決手段】 レンズチャック軸と、玉型データ及びレイアウトデータを入力するデータ入力手段と、レンズの左右を選択する左右選択手段と、を備える眼鏡レンズ周縁加工装置は、レンズの外径を検知するレンズ外径検知手段か、レンズの屈折面形状を得るレンズ屈折面形状検知手段か、少なく一方を持つレンズ形状検知手段と、レンズ形状検知手段の検知結果、レイアウトデータ及び左右の選択情報に基づき、レンズチャック軸に保持されたレンズが左か右かを確認する左右確認手段と、左右の確認結果を報知する報知手段と、を備える。
(もっと読む)
ガラス板を隅取りする方法及びその装置
【課題】ガラス板の移動速度に変化が生じても、ガラス板と砥石との位置関係に誤差が生じることなく、ガラス板の隅部を所望に隅取りするガラス板を隅取りする方法及びその装置を提供すること。
【解決手段】 ガラス板2をその一縁6と平行なX方向に移動させる移動手段7と、ガラス板2の一縁6側の隅部3を研削する研削工具としての環状の砥石4と、砥石4をX方向に直交するY方向に移動させる移動手段8と、ガラス板2の一縁6に対向するX方向に伸びた他の一縁11側の隅部3aを研削する研削工具としての環状の砥石5と、砥石5をY方向に移動させる移動手段9と、ガラス板2をX方向に移動させながら、ガラス板2のX方向の移動に応答して、砥石4及び5をY方向に移動させるように、移動手段8及び9を制御する制御手段10とを具備しているガラス板隅取り装置1。
(もっと読む)
平板状ワークの周縁加工装置
【課題】平板状ワークの周縁加工において、ワーク毎に固有の加工誤差を含む総ての加工誤差を低減する。
【解決手段】主軸と、主軸の軸端に着脱されるワークホルダと、工具と、NC装置5とを備える。ワークホルダは、加工するワークの形状寸法に応じた平面形状のものを装着する。NC装置は、装着されるワークホルダ毎に個別に設定される偏倚量αと偏倚角θ0を用い、主軸1の基準位相からの回転角をθとして、Δx=α×cos(θ−θ0)で演算される補正値Δxを演算し、当該Δxで辺加工手段の移動位置の指令値xを補正する
(もっと読む)
芯取機のワーク芯出し方法
【課題】光学レンズだけでなく、レチクルの付いたガラス板の芯出し動作を行うことのできる芯取機の芯出し方法を提案すること。
【解決手段】芯取機1では、ホルダー4に載せたガラス板3の表面画像をカメラで撮影し、得られた撮影画像からガラス板3のレチクルパターン30の中心位置Pの画像認識位置P1を算出し、ホルダー4を既知の回転角αだけ回転させ、再びレチクルパターンを撮影し、得られた撮影画像から中心位置Pの画像認識位置P2を算出する。回転角αと画像認識位置P1、P2を用いて、ホルダー4の回転中心位置Oと、これに対するワークの中心位置Pの偏心方向δと偏心量εを算出する。次に、ホルダー4を回転させて、偏心方向を砥石9の方向に一致させ、砥石9によりガラス板3を移動させながらレチクルパターンを撮影して偏心量が規格値以下になるように芯出しを行う。
(もっと読む)
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
眼鏡レンズ加工装置
【課題】 較正作業の手間、コストを掛けることなく加工精度を確保する。
【解決手段】 仕上げ加工具が取り付けられた加工具回転軸とチャック軸との相対的に位置関係を変える移動手段と、外径検知手段と、レンズ加工枚数が所定数に達するか又は所定期間が経過したことをトリガとして、通常の加工モードからの調整データを得る自動較正モードに切換える手段と、モードが切換えられたときに、玉型での加工に先立ち、玉型より大きなサイズの較正用玉型を玉型に基づいて決定し、較正用玉型に基づきレンズを仕上げ加工した後、外径検知手段で検知されたレンズの外径形状と較正用玉型とを比較して調整データを得て、較正データを補正する較正データ取得手段と、較正用玉型に基づき加工されたレンズを玉型及び較正データに基づき加工する加工制御手段と、を備える。
(もっと読む)
眼鏡レンズのレイアウト表示装置、眼鏡レンズ加工データ演算方法、及び眼鏡レンズ研削加工装置
【課題】いわゆるハイカーブの眼鏡フレームに適合する眼鏡レンズを研削加工により製作するに際して、作業者の判断ミスをなくすことができる、眼鏡レンズのレイアウト表示装置を提供する。
【解決手段】互いに平行な視軸線Vsを含む水平面にこの水平面と直交する方向から各フレーム枠1、2を射影して得られた射影枠の両端を結んだ開口基準直線STLの中点を幾何学中心P1と定義すると共に、開口基準直線STLが水平面内で視軸線Vsと垂直な直線に対して為す角度を反り角θ’と定義して中点を基準にして開口基準直線STLが視軸線Vsに対して直交する方向に反り角θ’分だけ回動させた状態で、水平面に対して直交する直交平面に各フレーム枠1、2を射影して得られるフレーム形状を玉型形状線Fsとして表示すると共に、幾何学中心P1と射影枠の回動前の瞳孔位置Piに対応する回動後の射影枠の瞳孔位置Pi’とを表示するレイアウト画面6を備えている。
(もっと読む)
自動面取り加工装置
【課題】複数の種類を有するワークの面取り加工の自動化を効率良くかつ有効に実現する。
【解決手段】加工データ作成装置(10)は、第1撮像装置(45)から出力されるワークWの画像データと照合して種類を判別するための照合用データを、設計データに基づいて加工データの一部として作成する照合用データ作成手段(12)と、設計データに基づいて面取り加工の際のワークに対する加工ツール(32)の相対移動データを、加工データの一部として作成する移動データ作成手段(13)と、を備える。制御装置(50)は、第1撮像装置(45)から出力されるワークWの画像データを、照合用データと照合して、加工ステージ(60)上に配置されたワークWの種類を判別するワーク判別手段(52)と、判別した種類に対応する相対移動データを加工データから抽出して、相対移動データとワークWの画像データから求まるワークWの位置とに基づいてワークWの面取り加工工程を決定する加工工程決定手段(53)と、を備える。
(もっと読む)
加工可否判定装置
【課題】ハイカーブの生地レンズに対しても、光学中心位置を基準として吸着治具を装着し、十分に未加工判定を行い、研削加工を実現させる加工可否判定装置を提供する。
【解決手段】演算制御回路は、加工データに基づいて玉型形状に加工された眼鏡レンズの光学中心が眼鏡フレームFに装着されたときに、眼鏡レンズ(眼鏡レンズ枠や眼鏡レンズ)のそり角,屈折面のカーブ値によって光学中心の位置がずれないよう状態に被加工レンズを加工可能な寄せ量修正データを光学中心に対して求めて、寄せ量修正データ基づいて修正寄せ量、修正加工データを求めて、修正加工データに基づく修正光学中心及び玉型形状を表示させると共に、吸着治具形状の中心を前記幾何学中心又は修正光学中心に一致させて、玉型形状に重ねて吸着治具形状を表示させることにより、眼鏡レンズをレンズ吸着治具が研削砥石と干渉するか否かを判定可能としている。
(もっと読む)
眼鏡レンズの周縁加工方法
【課題】眼鏡フレームの玉型周長と加工済レンズ周長との差が適正範囲に常に入るように管理し、適正な仕上がり周長サイズの眼鏡レンズを常に供給できるようにする。
【解決手段】未加工の眼鏡レンズを指定された眼鏡フレームの玉型形状データに基づいて周縁加工して供給する眼鏡レンズの供給方法において、眼鏡フレームの玉型形状データおよび所定の加工条件に基づいて眼鏡レンズの周縁加工を行うレンズ加工ステップ(S2)と、このレンズ加工ステップにより周縁加工された眼鏡レンズの周長を測定するレンズ周長測定ステップ(S3)と、このレンズ周長測定ステップにより求めたレンズ周長と眼鏡フレームの玉型周長との差を求める周長差算出ステップ(S4)と、周長差が所定の範囲内に入るように前記加工条件ごとに記憶された周長補正値を補正する補正ステップ(S5〜S11)と、を備える。
(もっと読む)
眼鏡レンズの周縁加工システム
【課題】眼鏡フレームの玉型周長と加工済レンズ周長との差が適正範囲に常に入るように管理し、適正な仕上がり周長サイズの眼鏡レンズを常に供給できるようにする。
【解決手段】未加工の眼鏡レンズを指定された眼鏡フレームの玉型形状データに基づいて周縁加工して供給する眼鏡レンズの供給方法において、眼鏡フレームの玉型形状データおよび所定の加工条件に基づいて眼鏡レンズの周縁加工を行うレンズ加工ステップS2と、このレンズ加工ステップにより周縁加工された眼鏡レンズの周長を測定するレンズ周長測定ステップS3と、このレンズ周長測定ステップにより求めたレンズ周長と眼鏡フレームの玉型周長との差を求める周長差算出ステップS4と、周長差が所定の範囲内に入るように前記加工条件ごとに記憶された周長補正値を補正する補正ステップS5〜S11と、を備える。
(もっと読む)
眼鏡レンズの周縁加工方法
【課題】眼鏡フレームの玉型周長と加工済レンズ周長との差が適正範囲に常に入るように管理し、適正な仕上がり周長サイズの眼鏡レンズを常に供給できるようにする。
【解決手段】未加工の眼鏡レンズを指定された眼鏡フレームの玉型形状データに基づいて周縁加工して供給する眼鏡レンズの供給方法において、眼鏡フレームの玉型形状データおよび所定の加工条件に基づいて眼鏡レンズの周縁加工を行うレンズ加工ステップS2と、このレンズ加工ステップにより周縁加工された眼鏡レンズの周長を測定するレンズ周長測定ステップS3と、このレンズ周長測定ステップにより求めたレンズ周長と眼鏡フレームの玉型周長との差を求める周長差算出ステップS4と、周長差が所定の範囲内に入るように前記加工条件ごとに記憶された周長補正値を補正する補正ステップS5〜S11と、を備える。
(もっと読む)
研削装置及び研削方法並びに薄板状部材の製造方法
【課題】本発明は、携帯電話などの携帯端末の表示画面に用いられる薄板ガラスの端面研削を行う際に、カメラの撮影データを利用して研削加工を行うことで、精度よく加工しつつも、薄板ガラスの表面に目印等を設けずに、研削加工を行うことができる研削装置を提供することを目的とする。
【解決手段】S4で、基準ピンの位置から加工ステージの機械原点を算出する。S5で、実ワークのデータから、実ワークの外形の重心位置と、穴部の重心位置とを算出する。その後、S6で、実ワークの重心位置(外形の重心位置と穴部の重心位置)とモデルの重心位置(外形の重心位置と穴部の重心位置)とを一致させる。そして、S7で、加工ステージの機械原点と実ワークの重心位置とを比較して、機械原点とのズレ量(横方向のズレ量X、縦方向のズレ量Y、回転方向のズレ量θ)を演算する。また、実ワークWiとモデルWmとを比較して、外形差により削り込み量Δwも演算する。
(もっと読む)
研磨加工方法および研磨加工装置
【課題】研磨加工面の一部に曲率半径が小さな凹部を有する被加工物でも、研磨加工面の全体を安定して精度良く均一に研磨加工することが可能な研磨加工技術を提供する。
【解決手段】円環形状の弾性体6aからなる加工作用部6bを備えた研磨工具6を用い、被加工物1の主軸回転軸Aと、研磨工具6の工具回転軸Bとが、被加工物1の研磨加工面1aの研磨加工点kにおける傾斜角α(x)(接線の傾き)から所定の角度β(x)を減算して得られる研磨角度θとなるように制御し、円環形状の加工作用部6bが三日月形状の領域で部分的に研磨加工面1aに接触するようにして、研磨加工面1aの一部に曲率半径が小さな凹部を有する被加工物1でも、研磨加工面1aの全体を安定して均一に研磨加工することを可能にした。
(もっと読む)
磁気粘弾性流体仕上げを使用して光学素子を処理する為の方法及びシステム
光学素子を仕上げ処理する方法は、上記光学素子と重なる複数の基準を有する光学マウント内に上記光学素子を取り付けるステップと、上記光学素子と上記複数の基準の為に第1計量マップを取得するステップとを含む。また、この方法は、複数の基準を伴わずに光学素子の為に第2の計量マップを取得するステップと、上記第1計量マップと上記第2計量マップとの間の差異マップを形成するステップと、上記第1計量マップと上記第2計量マップとを整列させるステップとを含む。上記方法は、上記異なるマップを使用して上記第2計量マップ上に数学的基準を配置し、第3計量マップを形成するステップと、上記第3計量マップを上記光学素子に関連付けるステップとを更に含む。さらに、上記方法は、上記光学素子をMRFツール内の取付け具に取り付けるステップと、上記取付け具に上記光学素子を位置決めするステップと、上記複数の基準を除去するステップと、上記光学素子を仕上げ処理するステップと、を含む。 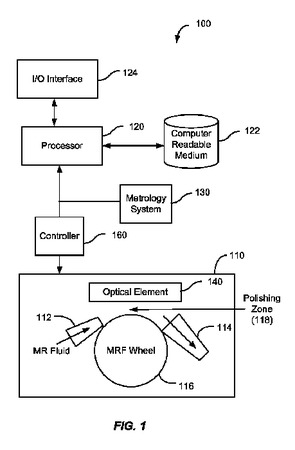 (もっと読む)
(もっと読む)
研磨加工方法
【課題】被加工物の回転中心部におけるヘソの発生を防ぐ。
【解決手段】非球面形状をもつ被加工物を回転させながら研磨工具を圧接させ、被加工物の回転中心を通る走査線に沿って走査させることで被加工物を研磨加工する研磨加工方法において、まず、ダミーワークを用いて工具の単位時間当りの除去形状を取得する。目標除去形状と、工具の単位除去形状とに基づいて工具の滞留時間分布を計算し、工具の走査速度を制御する。ダミーワークは、被加工物の回転中心部の曲率半径と同じ曲率半径をもつ球状面を有し、この球状面を研磨加工することによって工具の単位時間当たりの除去形状を取得する。
(もっと読む)
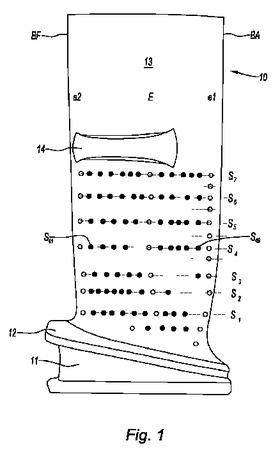
適応研磨により鍛造部品を製造するための方法
本発明は、半仕上げ部品(10)を精密鍛造によって生産し、この部品(10)を研磨ストリップによって研磨することを含む、鍛造によって部品(10)を製造するための方法であって、得られる部品(10)の適合させるべき形状的特性が、理論モデルにおいて予め決定される、方法に関する。方法は、以下のステップを含むことを特徴とする:鍛造作業後に半仕上げ部品(10)の形状的特性を測定し、前記特性を理論モデルと比較するステップ、部品(10)の表面上で非適合領域を決定するステップ、前記領域を適合させるために各々の非適合領域から除去されるべき材料の量を決定するステップ、および研磨ストリップを用い、各々の非適合領域から材料の前記量を除去するように前記ストリップを制御して部品(10)を研磨するステップ。方法は、特にタービンエンジンのファンブレードを研磨するために使用され得る。
 (もっと読む)
(もっと読む)
1 - 20 / 72
[ Back to top ]