
Fターム[3C049CB01]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 課題(一般) (2,845) | 研削精度の向上 (1,007)
Fターム[3C049CB01]の下位に属するFターム
ワーク変形防止 (263)
Fターム[3C049CB01]に分類される特許
161 - 180 / 744
研磨パッド

【課題】 特にノッチ部およびその周辺部の研磨に好適で、かつ、製品寿命の長い研磨パッドを提供する。
【解決手段】 研磨パッド1は、空隙率が最も高い中央層2と、空隙率が最も低い外側層3と、空隙率が、前記中央層の空隙率よりも低く、前記外側層の空隙率よりも高い中間層4とを有する。中央層2は、厚み方向中央側に位置し、外側層3は、厚み方向外側に位置し、中間層4は、中央層2と外側層3との間に位置する。
(もっと読む)
車輪用軸受

【課題】ボール傷の発生を防止し、音響特性と寿命の向上を図った車輪用軸受を提供する。
【解決手段】複列アンギュラ玉軸受で構成された車輪用軸受において、内輪13の内側転走面13aの溝底部近傍に溝底径d1よりも30〜90μmのカチコミ代2δだけ大径に形成されたカウンタ部18が形成され、このカウンタ部18が、内側転走面13aから軸方向に延びる円筒部18aと、この円筒部18aから内輪13の小端面13bに向って縮径するテーパ面18bとで構成されると共に、カウンタ部18と内側転走面13aとの繋ぎ部AがR2.0〜10.0の曲率半径からなる円弧面に丸められ、内側転走面13aと一体に総型の研削砥石によって同時研削されて滑らかに連続して形成されているので、搬送中に振動が加わった時、繋ぎ部Aとボール14が繰り返し接触してもボール14に深い傷が発生するのを防止することができる。
(もっと読む)
球体研磨装置
【課題】上記従来に比して、一層球体間の研磨ばらつきを抑制することができる球体研磨装置を提供する。
【解決手段】球体研磨装置は、複数の研磨溝のうちの1の溝から排出口O1〜O7を介して排出された球体が、投入口I1〜I7を介して複数の研磨溝の他の溝に投入されるように排出口O1〜O7と投入口I1〜I7を連絡する複数の連絡通路3を更に備え、複数の連絡通路3は、球体が、複数の研磨溝の全てを順に通過するようにそれぞれ配されていることを特徴とする。
(もっと読む)
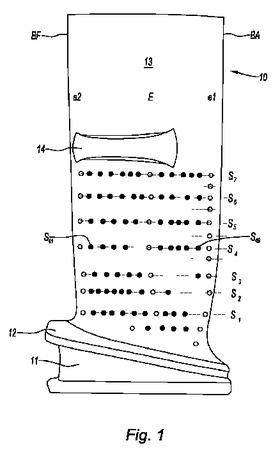
適応研磨により鍛造部品を製造するための方法
本発明は、半仕上げ部品(10)を精密鍛造によって生産し、この部品(10)を研磨ストリップによって研磨することを含む、鍛造によって部品(10)を製造するための方法であって、得られる部品(10)の適合させるべき形状的特性が、理論モデルにおいて予め決定される、方法に関する。方法は、以下のステップを含むことを特徴とする:鍛造作業後に半仕上げ部品(10)の形状的特性を測定し、前記特性を理論モデルと比較するステップ、部品(10)の表面上で非適合領域を決定するステップ、前記領域を適合させるために各々の非適合領域から除去されるべき材料の量を決定するステップ、および研磨ストリップを用い、各々の非適合領域から材料の前記量を除去するように前記ストリップを制御して部品(10)を研磨するステップ。方法は、特にタービンエンジンのファンブレードを研磨するために使用され得る。
 (もっと読む)
(もっと読む)
半導体装置の製造方法、研磨方法、半導体製造装置及び研磨テープ
【課題】研磨テープの圧力を被研磨面に好適に分散できる半導体装置の製造方法を提供する。
【解決手段】研磨装置1は、スリット33が形成された研磨テープ3の、スリット33を含む所定の範囲AR(2つの案内ローラ13間の範囲)に、ウェハWの主面Waに交差する方向において張力を付与する。そして、研磨装置1は、範囲ARに張力を付与した状態で、研磨テープ3とウェハWの端面Wbとを摺動させて端面Wbを研磨する。
(もっと読む)
研削方法および研削装置
【課題】光学素材の外径の大きさに影響されることなく、高精度に加工する。
【解決手段】光学素材1を保持するワーク軸2に対してツール軸13を傾斜させて配置し、ツール軸13の回転中心軸Aの回りに複数の砥石軸12を介して複数の円筒形砥石11を同一円周上に等間隔に配列し、個々の砥石軸12の回転による円筒形砥石11の自転と、ツール軸13の回転による複数の円筒形砥石11の公転とを組合せ、個々の円筒形砥石11の外陵線部11aの包絡線である砥石外側軌跡23によって光学素材1に凹形状1aを形成する。光学素材1の外径が大きくても、小径の複数の円筒形砥石11を、振動等を生じることなく高速回転させて高精度に研削加工できる。
(もっと読む)
研磨治具、フェルール及び光コネクタ
【課題】フェルールを保持する研磨治具の研磨作業後の清掃を容易に行うことができるようにする。
【解決手段】フェルール31の先端面31aを研磨するときにフェルール31を保持する保持部材11を研磨治具10に備える。フェルール31が挿入される貫通穴121を有する保持部材本体12と、保持部材本体12の上面に設けられ、貫通穴121にフェルール31が挿入されたときフェルール31のフランジ部33を支持する突起部16,17とで保持部材11を構成した。
(もっと読む)
旋回軸受およびその軌道溝加工方法
【課題】 複列の軌道溝を有する旋回軸受において、生産性を損なわずコスト的に可能な範囲内で、軸受寿命の長期化が図れる軌道溝間距離の相互差を提示する。
【解決手段】 旋回軸受は、内輪1および外輪2の複列の軌道溝1a,1b,2a,2b間に複数のボール3が介在する。内輪1における複列の軌道溝1a,1b間の距離eiまたは外輪2における複列の軌道溝2a,2b間の距離eoがボール3の直径Dwの1ないし1.7倍であり、かつボールの直径Dwが30mmから80mmであって、前記軌道溝間距離eoと軌道溝間距離eoとの差Δeを5μmないし50μmとする。複列の軌道溝1a,1b,(2a,2b)を、アランダム系の砥石を用いて同時に加工する。
(もっと読む)
ワーク貼付部材および研磨加工方法
【課題】ワークの従属回転性を向上させるとともに、ワークの振動現象をなくして、研磨精度を向上させる。
【解決手段】ワーク保持装置Hの側にベアリング14を介して保持される保持軸6と、レンズ1が熱可塑性接着剤2を介して固定される貼付台座3とを、接続軸5を介して遊動状態に接続するとともに、貼付台座3と保持軸6の間に摩擦係数の小さな滑り部材4を配置した構成の貼付皿S1を用い、ベアリング14の起動トルクの変動や振動等に影響されることなく、滑り部材4と保持軸6の相対的な滑り変位により、レンズ1の工具9に対する円滑な従属回転を実現し、レンズ1を高精度に研磨する。
(もっと読む)
シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】インデックス型ロータリーテーブル2にサーボモータ3mによりセンター軸を回転させる主軸台3rの4台と心押台3fの4台よりなるクランプ機構3を同一円周上に等間隔にかつ、縦方向に4基設け、この4基のクランプ機構の位置でインデックス型ロータリーテーブル2上のワークピースw位置を、ローディング/粗研削砥石を用いるコーナー部粗研削加工/アンローディングステージ(s1)と、一対のカップホイール型砥石を用いる両側面同時平面研削加工ステージ(s2)と、仕上げ研削砥石を用いるコーナー部仕上げ研削加工ステージ(s3)と、一対のカップホイール型砥石を用いる両側面同時平面仕上げ研削加工ステージ(s4)の四つの研削加工ステージに区分けしたインゴットの面取り加工装置1。
(もっと読む)
シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】インデックス型ロータリーテーブル2にサーボモータ3mによりセンター軸を回転させる主軸台3rの4台と心押台3fの4台よりなるクランプ機構3を同一円周上に等間隔にかつ、縦方向に4基設け、この4基のクランプ機構の位置でインデックス型ロータリーテーブル2上のワークピースw位置を、ローディング/仕上げ研削砥石を用いるコーナー部仕上げ研削加工/アンローディングステージ(s1)と、一対のカップホイール型砥石を用いる両側面同時平面研削加工ステージ(s2)と、粗研削砥石を用いるコーナー部粗研削加工ステージ(s3)と、一対のカップホイール型砥石を用いる両側面同時平面仕上げ研削加工ステージ(s4)の四つの研削加工ステージに区分けしたインゴットの面取り加工装置1。
(もっと読む)
加工装置および加工方法
【課題】加工形状の配置制限を緩和でき、かつ加工形状の形状精度および位置精度を向上させることができる加工装置を提供する。
【解決手段】直進駆動軸(X軸ステージ12とY軸ステージ13)により、被加工物16上の加工形状の形成予定領域の中心を、回転駆動軸11による加工工具(バイト20)の回転に合わせて円弧状に移動させつつ、直線駆動軸(Z軸ステージ14)により加工工具を加工形状に沿うように移動させる。
(もっと読む)
研磨ポリシャの製造方法および研磨ポリシャ
【課題】光学素子や半導体などの研磨に用いられる研磨ポリシャにおいて、高精度研磨を安価に実施する。
【解決手段】凸部8を有するスタンパ5をフォトリソグラフィで作製するスタンパ作製工程(図(a))と、スタンパ5を用いて凸部8を転写することにより、未硬化状態の樹脂9に研磨材保持凹部に対応する対応凹部7を形成する凹凸転写工程(図(b)〜(c))と、樹脂9を硬化させて研磨ポリシャ1を製造するポリシャ製造工程(図(d))とを含む。フォトリソグラフィによってスタンパ5の凸部8を微細加工することにより、研磨ポリシャ1の研磨面にナノスケールの微小な研磨材保持凹部を設けることができる。そのため、ナノスケールの研磨材による高精度研磨を安価に実施することが可能となる。
(もっと読む)
エピタキシャル被覆されたシリコンウェハ及びエピタキシャル被覆されたシリコンウェハの製造方法
【課題】改善されたイメージ品質を有するエピタキシャル被覆されたシリコンウェハ並びにエピタキシャル被覆されたシリコンウェハの適切な製造方法の提供
【解決手段】丸められたエッジを備えたシリコンウェハのグループを準備する工程、前記シリコンウェハのエッジをポリシングする工程、前記シリコンウェハを洗浄する工程、欠陥及びエッジラフネスに関してシリコンウェハのグループのエッジ領域を調査し、前記シリコンウェハのグループから、10〜80μmの空間波長領域に関して1nm RMSよりも低い表面粗さを有するシリコンウェハを選択する工程、選択されたシリコンウェハを枚葉型エピタキシー反応器中で前処理し、その際、第1の工程で水素雰囲気中で1〜100slmの流量で処理を行い、更に第2の工程でエッチング媒体を0.5〜5slmの流量で前記水素雰囲気に添加し、ガス分配装置を用いて反応室中で分配する工程、前記シリコンウェハをエピタキシャル被覆する工程を有するエピタキシャル被覆されたシリコンウェハの製造方法
(もっと読む)
凹球面研削加工装置と方法
【課題】例えば半球面に近い深い凹球面を、高平滑かつ高精度な凹球面に高能率に加工することができる凹球面研削加工装置と方法を提供する。
【解決手段】表面が導電性砥石13からなり所定の直径と真円度を有する球形工具12と、球形工具の中心より下方部分を遊動可能に保持する工具保持具14と、球形工具の中心より上方部分と接触する半球状の上凹穴を有するワークを保持するワーク保持具18と、ワーク保持具又は工具保持具を移動し球形工具とワークの相対位置を調整する相対位置調整装置20と、球形工具の表面を電解ドレッシングするELID装置22と、球形工具をその表面に沿ってランダムに駆動するランダム駆動装置30とを備える。
(もっと読む)
発電機ブラシ用研削装置
【課題】高精度で効率よくブラシの摺動面を加工することができる発電機ブラシ用研削装置を提供する。
【解決手段】ブラシ固定部11が、基準ブラシの基準面と交換用ブラシの摺動面とが同じ方向に向いて横に並ぶよう固定可能である。接触部33が、ブラシ固定部11に固定された基準ブラシの基準面に接した状態で、基準面に沿って移動するよう、基準ブラシに対して相対的に移動可能に設けられたローラ33aを有している。研削部34が、ローラ33aと同一軸で回転する研削材34aを有している。研削材34aは、ブラシ固定部11に固定された交換用ブラシの摺動面に接した状態で、交換用ブラシの摺動面を基準ブラシの基準面の形状に合わせて研削するよう、ローラ33aとともに交換用ブラシに対して相対的に移動可能になっている。
(もっと読む)
研磨装置
【課題】 研磨ヘッドの位置及び姿勢が同時に変化しても、研磨荷重を常に目標値に保つことができる研磨装置を実現する。
【解決手段】 研磨ヘッド1に取り付けられた加速度検出部10は、研磨工具9が被研磨面17を押し付ける方向(Z方向)の加速度を検出する。検出される加速度は、重力加速度と研磨ヘッド1の移動に伴う加速度のZ方向成分の和である。加速度検出部10の検出値に基づいて、研磨ヘッド1の位置及び姿勢の変化による研磨荷重への影響を算出し、研磨工具9を押し付ける荷重を制御することで、研磨荷重を目標値に保つ。
(もっと読む)
ガラス基板およびその製造方法
【課題】生産性を向上させた上で、ガラス基板の研磨後の端面と表面および/または裏面との境界部に適正な面取り部を確実に形成すると共に、ガラス基板の端面の面性状と、当該端面の表面側および/または裏面側の境界部の面性状との関係を適切化して、ガラス基板の欠損や破損を効果的に抑止し、且つ、ガラスパーティクル等の問題をも回避する。
【解決手段】ガラス基板1の研磨処理後の端面3と表面2aおよび裏面2bとのそれぞれの境界部zの少なくとも一方に、上記の研磨処理とは異なる特定研磨処理を施すことにより面取り部4を形成すると共に、面取り部4の特定研磨面の十点平均粗さRz2が、端面3の研磨面の十点平均粗さRz1よりも小さく、且つ、面取り部4の特定研磨面の粗さ曲線要素の平均長さRSm2が、端面3の研磨面の粗さ曲線要素の平均長さRSm1よりも大きく設定する。
(もっと読む)
眼鏡レンズ加工装置
【課題】 補助レンズの周縁加工及び各パーツの取り付け穴に関する加工条件の設定を熟練者でなくても容易に行え、適切に加工可能にする。
【解決手段】 眼鏡レンズの加工終了後に補助レンズを加工する段階に移行する補助レンズ加工モードを選択するモード選択手段と、玉型データ及び玉型間距離データを入力するデータ入力手段と、眼鏡レンズ側の穴データを設定する手段と、補助レンズ加工モードが選択されているときに、眼鏡レンズの玉型データに基づいて補助レンズ側の玉型データを設定し、眼鏡レンズの穴データに基づいて補助レンズ側の穴データを設定する加工条件設定手段と、玉型データに基づいて補助レンズの周縁を加工し、穴データに基づいて補助レンズに穴を加工する加工手段と、を備える。
(もっと読む)
加工皿の作製装置及び修正方法
【課題】簡易かつ高精度で研磨皿その他の加工皿を作製することができ、高い再現性で加工皿を迅速に作製等することができる加工皿の作製装置及び修正方法を提供すること。
【解決手段】カーブジェネレータ型の駆動機構を有する駆動装置30が、第1ホルダ37と第2ホルダ38とを相対的に3次元的に変位させることによって、加工皿10の形状を砥石部材20によって修正するので、砥石部材20を利用して簡易かつ高精度で加工皿10を作製することができ、加工皿10の作製が迅速で再現性の高いものとなる。
(もっと読む)
161 - 180 / 744
[ Back to top ]