
Fターム[3C049CB01]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 課題(一般) (2,845) | 研削精度の向上 (1,007)
Fターム[3C049CB01]の下位に属するFターム
ワーク変形防止 (263)
Fターム[3C049CB01]に分類される特許
141 - 160 / 744
眼鏡レンズ加工装置

【課題】 加工具によるレンズ加工に関する較正を精度良く、効率的に行え、また、較正に必要なレンズの消費を抑える。
【解決手段】 レンズチャック軸に保持された眼鏡レンズの周縁を加工具により加工する眼鏡レンズ加工装置は、加工具によるレンズ加工を較正するための基準となる較正用玉型を記憶する記憶手段と、レンズチャック軸の保持されたレンズを較正用玉型に基づいて加工具により加工する加工手段と、レンズの周縁又はレンズ面に接触させる測定子を持ち、測定子の移動を検知してレンズの周縁又はレンズ面の加工形状を検知する加工形状検知手段と、加工手段を動作させてレンズの周縁を加工した後、加工形状検知手段を動作させて得られたレンズの加工形状と較正用玉型とに基づいて加工具によるレンズ加工の較正データを得る較正制御手段と、を備える。
(もっと読む)
レーザ溶接方法

【課題】容易に且つ確実に隅肉溶接を行うことができるレーザ溶接方法を提供する。
【解決手段】レーザ溶接方法では、接合体20の裏面となる第1部材21の端部22側から溶接予定領域Rに沿ってレーザビーム34を照射する。この溶接予定領域Rは、第1部材21において縁22aから後退した位置、つまり、第1部材21の縁22aではなく第1部材21の平坦面に設定される。そのため、金属材の縁を狙ってレーザビームを照射する従来の方法に比べて、作業者が照射領域を明確に把握することができるので、照射位置にレーザビーム34を容易に照射することができる。したがって、溶接部25の形成に高い技術とレーザビームの照射位置の狙い精度とを必要としないため、容易に且つ確実に隅肉溶接を行うことができる。
(もっと読む)
ウエーハの加工方法
【課題】 環状凸部に発生する欠けを減少させるとともにエッチング液やレジスト液等の処理液を効率良くウエーハ外に排出可能なウエーハの加工方法を提供することである。
【解決手段】 複数のデバイスが形成されたデバイス領域と該デバイス領域を囲繞する外周余剰領域とを表面に備えたウエーハを加工するウエーハの加工方法であって、ウエーハのデバイス領域に相当する領域を研削して裏面に円形凹部を形成するとともに円形凹部を囲繞する環状凸部を形成するウエーハ研削ステップと、保持面と平行な回転軸を備えた切削ブレードを回転させつつウエーハを保持する保持手段を回転させるとともに、該保持手段と切削ブレードとを相対移動させて環状凸部を切削し、環状凸部の上面内周側から円形凹部のウエーハ中心方向に向かって傾斜する傾斜面を形成する環状凸部切削ステップとを含んでいる。
(もっと読む)
加工バリ取り装置
【課題】ワークに発傷等を誘発することなく、加工バリ除去効率に優れた加工バリ取り装置を提供する。
【解決手段】ワーク搬送経路Lに沿って搬送されるワークWの表面Wa及び裏面Wbに、回転すると共に周期的に回転軸方向に往復動するバフローラ72、46が摺接する。ワークWの表面a側に突出する加工バリに対してバフローラ72の摺接方向が変化し、裏面Wb側に突出する加工バリに対してバフローラ46の摺接方向が変化し、ワークWに突出する加工バリがワークWから効率的に除去される。また、ワークWから分断された加工バリは下方に落下してワークWへの付着が抑制され、ワークWから分離し加工バリによってワークを傷付ける不具合が防止或いは抑制される。
(もっと読む)
非真円形状の加工方法
【課題】非真円形状の研削加工において、加工精度を安定させ、加工能率を向上させる。
【解決手段】回転軸線に垂直な断面の輪郭が非真円形状であるワークの外周面を研削するにあたり、NC工作機を用い、ワーク主軸の回転位相に合わせてワークと砥石の相対位置を制御しつつクリープフィード研削する。
(もっと読む)
球面研磨装置及び球面研磨装置の芯出し方法
【課題】低コストで容易に、高い精度の球面を研磨する。
【解決手段】光学素子の表面を球面研磨皿に摺り合わせてその表面を球面状に研磨する球面研磨装置において、前記光学素子を前記球面研磨皿に当てた状態で支持する研磨シャフトと、軸芯が、前記光学素子の表面の研磨目標球面の曲率中心を通り前記研磨シャフトを回転させる回転駆動部とを備え、
前記研磨シャフトが、前記研磨目標球面の曲率中心で前記回転駆動部に連結されたことを特徴とする。
(もっと読む)
研削方法、面取りガラス板の製造方法及び研削装置
【課題】カップ型の砥石ヘッドにより粗研削と仕上げ研削とを1工程で行い所定の高精度の平滑面を得る研削方法を提供する。
【解決手段】粗研削用環状砥石4を配した内カップ6と、細研削用環状砥石8を配した外カップ9とが間隙を有して同心円状に配され、被加工面が粗研削用環状砥石4に次いで細研削用環状砥石8により研削されるように2重カップ型回転砥石と被加工物とを相対移動させつつ、前記内カップ6の内周面22に研削液25を供給する研削方法である。また、前記2重カップ型回転砥石14と、砥石を軸心の回りに回転させる駆動手段16と、被加工物20を相対移動させる、移動手段と、研削液供給手段24とを備え、被加工物20の相対移動方向Sが、前記回転軸心23と研削後の面21を含む平面との交点から、被加工物20と細研削用環状砥石8とが加工中に当接する位置に至る方向にベクトル成分を有する方向である研削装置である。
(もっと読む)
研磨工具及び被加工物の加工方法
【課題】高品位な被加工物表面を短時間で形成できる研磨工具を提供する。
【解決手段】研磨工具10は、被加工物Wの表面Waに沿う送り方向Sと平行に配置される回転軸1と、少なくとも2つの研磨体7,8と、からなる。研磨体7は、研磨体8,9よりも外周表面7aの空孔率の高い発泡ポリウレタン樹脂等の発泡樹脂で形成される。また、研磨体8は、研磨体7よりも剛性の高い材質である無発泡ポリウレタン樹脂等の無発泡樹脂で形成されている。研磨加工の際には、研磨体7で被加工物Wの表面Waを研磨除去し、これにより表面Waに形成されるうねりは、研磨体8にて平滑化される。
(もっと読む)
アイススケート靴用刃研磨装置
【課題】熟練を必要としないで、ロック形状を狂わさずに刃部のエッジ部分に角を付ける研磨を行い得るアイススケート靴用刃研磨装置を提供する。
【解決手段】架台12に、上端面13a,14aがロック形状となっているテンプレート13,14と、刃部Bを上向きにしてかつテンプレート13,14に平行に並ばせて挟持しうる刃部挟持手段15とを備えている。刃面高さ位置合わせ手段16をテンプレート13,14上に載せて固定し、刃部挟持手段15により挟持される刃部Bの刃面B1を下から当接してテンプレート13,14の上端面13a,14aに対応する高さに位置合わせする。刃面高さ位置合わせ手段16を外し、研磨手段17をテンプレート13,14上にセットし、砥石10,11の高さ調整し必要な研磨代を設定する。研磨手段17をテンプレート13,14の上端面13a,14aに倣いつつ人力により移動し刃面B1を研磨する。
(もっと読む)
ウエーハの加工方法
【課題】 円形凹部に対応するデバイス領域に割れを生じさせることなくウエーハを個々のチップに分割可能なウエーハの加工方法を提供することである。
【解決手段】 ウエーハの加工方法であって、ウエーハ内部に分割予定ラインに沿った改質層及び円形凹部と環状補強部との境界部に環状改質層を形成する。環状補強部上に環状フレームに装着された粘着テープを載置し、ウエーハの直径より長いローラーを、ウエーハに対して下方に押圧しつつ粘着テープの裏面上を転動させて、環状補強部を押し下げて円形凹部と環状補強部を環状改質層に沿って分離するとともに、円形凹部の底面及び環状補強部に粘着テープを貼着する。
(もっと読む)
研磨方法
【課題】被加工物の表面形状がコーナー部と平坦部を持つ場合であってもその全面を安定して研磨可能とする。
【解決手段】回転軸心Aを中心として回転する被加工物18の研磨方法において、回転軸心Cの一端に固定された円盤形状の研磨工具20を用い、その研磨工具20の外周端縁Qを被加工物18の表面に当接させて研磨する。
(もっと読む)
研磨加工方法および研磨加工装置
【課題】研磨加工面の一部に曲率半径が小さな凹部を有する被加工物でも、研磨加工面の全体を安定して精度良く均一に研磨加工することが可能な研磨加工技術を提供する。
【解決手段】円環形状の弾性体6aからなる加工作用部6bを備えた研磨工具6を用い、被加工物1の主軸回転軸Aと、研磨工具6の工具回転軸Bとが、被加工物1の研磨加工面1aの研磨加工点kにおける傾斜角α(x)(接線の傾き)から所定の角度β(x)を減算して得られる研磨角度θとなるように制御し、円環形状の加工作用部6bが三日月形状の領域で部分的に研磨加工面1aに接触するようにして、研磨加工面1aの一部に曲率半径が小さな凹部を有する被加工物1でも、研磨加工面1aの全体を安定して均一に研磨加工することを可能にした。
(もっと読む)
研磨加工方法および研磨加工装置
【課題】被加工物の形状精度を向上させることが可能な研磨加工技術を提供する。
【解決手段】自転する回転軸対称形状のワーク18の子午線18b上を、加工作用部5aが球状のポリッシャ5を自転させながら相対的に走査させて行う研磨加工方法であって、ポリッシャ5の走査方向と直交する面内での、ワーク18の加工点18cにおける法線18dと、ポリッシャ5の回転軸5bとのなす角度θを、ワーク18の外周部から中心に向かうにつれて漸減させながら研磨加工を行うことで、子午線18b上の相対走査速度を変化させることなく、ワーク18の中心と周辺部とで均一な除去量による研磨加工を実現する。
(もっと読む)
加工バリ取り方法及びベルト式加工バリ取り装置
【課題】ワークに発傷等を誘発することなく、加工バリ除去効率に優れた加工バリ取り方法及びベルト式の加工バリ取り装置を提供する。
【解決手段】ワーク搬送経路Lに沿って搬送される板状のワークWの表面Waに、ワーク搬送方向と交差する方向に延在する研磨ローラ32A及びテンションローラ38Aに巻き掛けられて循環走行する無端帯状の研磨ベルト41Aを、研磨ローラ32Aによって摺接させてワークWの加工バリWeを除去する際に、研磨ベルト41Aを研磨ローラ32Aの周面32Aaに沿ってその研磨ローラ32Aの軸方向に往復動を付与する。搬送されるワークWの表面Wa側に突出する加工バリWeに対して研磨ベルト41Aが当たる方向が逐次多方向に変化し、加工バリWeが研磨ベルト41Aにより擦られてワークWから加工バリWeが確実に除去される。
(もっと読む)
ワイヤソー
【課題】 加工精度が高くかつ生産性の高いワイヤソーを提供すること。
【解決手段】カーボン系の材料からなるスライス台19の曲面側にシリコンインゴットを、エポキシ系接着剤を用いて接合する。そして、スライス台19の曲面側と対向する面に超音波振動子23である円板状の圧電セラミックを、エポキシ樹脂を用いて接合する。円板状の圧電セラミックは厚さ方向に分極してある。圧電セラミックの形状は3種類あり、圧電セラミックの円盤の拡がり振動モードの固有振動数は、約35KHz、約45KHz、約55KHzである。そしてワークプレート18をスライス台19にエポキシ系樹脂を用いて接合する。なお、3種類の圧電セラミックは、同数使用している。
(もっと読む)
磁気粘弾性流体仕上げを使用して光学素子を処理する為の方法及びシステム
光学素子を仕上げ処理する方法は、上記光学素子と重なる複数の基準を有する光学マウント内に上記光学素子を取り付けるステップと、上記光学素子と上記複数の基準の為に第1計量マップを取得するステップとを含む。また、この方法は、複数の基準を伴わずに光学素子の為に第2の計量マップを取得するステップと、上記第1計量マップと上記第2計量マップとの間の差異マップを形成するステップと、上記第1計量マップと上記第2計量マップとを整列させるステップとを含む。上記方法は、上記異なるマップを使用して上記第2計量マップ上に数学的基準を配置し、第3計量マップを形成するステップと、上記第3計量マップを上記光学素子に関連付けるステップとを更に含む。さらに、上記方法は、上記光学素子をMRFツール内の取付け具に取り付けるステップと、上記取付け具に上記光学素子を位置決めするステップと、上記複数の基準を除去するステップと、上記光学素子を仕上げ処理するステップと、を含む。 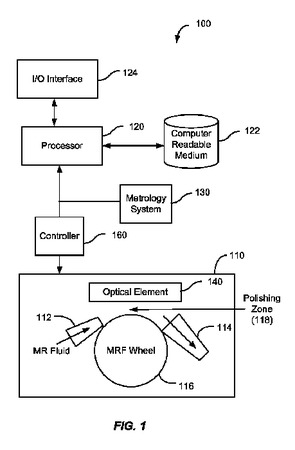 (もっと読む)
(もっと読む)
エンドミル及びその製造方法
【課題】シャンクの軸線を傾けることなくアンダーカット形状の切削加工を行うことができるエンドミルの製造方法を提供すること。
【解決手段】ダイヤモンドチップ3を仮シャンクに仮固定して研磨部30bを形成し、その後に仮シャンク5からダイヤモンドチップ3を取り外して加工用のシャンク2に固定する。よって、ダイヤモンドチップ3が仮シャンク5に取付けられる取付け面を変更できるので、ダイヤモンドチップ3の取付面を当て面34から係合凸部37に変更できる。このように取付面を変更するために、貫通穴30aを中心としてダイヤモンドチップ3を回転させるので、円弧状の研磨部30bが凸となる向きを、仮シャンクの先端向きからシャンク2の一側向きに変更できる。これにより、円弧状の研磨部30bをシャンク2の回転軌跡よりも外側へ突出させることができる。
(もっと読む)
研磨加工方法
【課題】被加工物の回転中心部におけるヘソの発生を防ぐ。
【解決手段】非球面形状をもつ被加工物を回転させながら研磨工具を圧接させ、被加工物の回転中心を通る走査線に沿って走査させることで被加工物を研磨加工する研磨加工方法において、まず、ダミーワークを用いて工具の単位時間当りの除去形状を取得する。目標除去形状と、工具の単位除去形状とに基づいて工具の滞留時間分布を計算し、工具の走査速度を制御する。ダミーワークは、被加工物の回転中心部の曲率半径と同じ曲率半径をもつ球状面を有し、この球状面を研磨加工することによって工具の単位時間当たりの除去形状を取得する。
(もっと読む)
半導体ウェハの両面研磨方法
【課題】当該技術分野で公知の仕上げのCMP研磨の前の両面研磨法は、エッジ形状およびナノトポグラフィーの将来的な要求を満たさず、且つ基板直径450mmを有するウェハの加工に適していない。
【解決手段】第一の工程において固定された砥粒を有する研磨パッドを使用して半導体ウェハの前面を研磨し、且つ同時に砥粒を含有しない研磨パッドを用いて半導体ウェハの裏面を研磨するが、その間に砥粒を含有する研磨剤を研磨パッドと半導体ウェハの裏面との間に導入し、引き続き半導体ウェハを反転させ、その後、第二の工程において固定された砥粒を含有する研磨パッドを用いて半導体ウェハの裏面を研磨し、且つ同時に固定された砥粒を含有しない研磨パッドを用いて半導体ウェハの前面を研磨し、砥粒を含有する研磨剤を研磨パッドと半導体ウェハの前面との間に導入することを含む、半導体ウェハの両面研磨方法によって解決される。
(もっと読む)
半導体ウェーハのエッジを研磨する方法
【課題】実際のエッジの領域中のみならず、前面及び/又は裏面の隣接する領域中でも除去が行われることに対して解決手段を提供し、且つ従来技術の欠点を回避する。
【解決手段】(a)端面が研磨されており、且つラウンドエッジを有する半導体ウェーハを準備すること;(b)中心で回転するチャック上に該半導体ウェーハを固定し、該半導体ウェーハと、チャックに対して傾斜されており、固定砥粒を含有する研磨パッドが適用されている、中心で回転する研磨ドラムとを位置決めし、及び固体を含有しない研磨剤溶液の連続的な供給下で半導体ウェーハと研磨ドラムとを互いに押し付けることによって半導体ウェーハのエッジを研磨することを有する、半導体ウェーハのエッジを研磨する方法によって解決される。
(もっと読む)
141 - 160 / 744
[ Back to top ]