
Fターム[3C049CB01]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 課題(一般) (2,845) | 研削精度の向上 (1,007)
Fターム[3C049CB01]の下位に属するFターム
ワーク変形防止 (263)
Fターム[3C049CB01]に分類される特許
61 - 80 / 744
チャック装置
【課題】シリコンインゴットの非研磨部位が非平滑形状であっても、シリコンインゴットを精度良く支持し、シリコンインゴットの研磨精度を向上させる。
【解決手段】ワーク支持機構のモータ軸52aに固定され、モータ軸52aの回転駆動により回転し、ワーク研磨機構に研磨部位を対向させる第1椀状部61と、第1椀状部61のモータ軸52a側とは反対側に一体回転可能に設けられ、第1端部WK1と対向して当該第1端部WK1の傾斜形状に倣って可動する第2椀状部62とを備える。第1端部WK1が傾斜形状であっても、その傾斜形状に倣って第2椀状部62が可動し、第1端部WK1を位置ズレすること無く安定して押さえることができる。よって、角柱状シリコンインゴットWKを精度良く支持でき、ひいては研磨精度を向上させることができる。
(もっと読む)
バリ取り装置およびバリ取り方法

【課題】ワークの孔のバリを正確に取り、ワークの孔および研削部の劣化を抑制するバリ取り装置を提供する。
【解決手段】モータ22と、モータ22の駆動軸22aに偏心して取り付けられた重り23と、ワーク13の孔13aに挿入され、重り23の偏心運動によりモータ22と一体的に動いてワーク13の孔13aのバリを取る研削手段20とを備える。
(もっと読む)
ガラス基板の研磨方法及び製造方法、並びに研磨装置
【課題】ガラス基板の板厚の仕上がり寸法バラツキをバッチ間で抑えることができる、研磨装置の提供。
【解決手段】毎回同じ目標板厚値Aに従ってガラス基板の研磨処理を行う研磨手段として上定盤40を備える、研磨装置であって、上定盤40によって今回の研磨処理で研磨されているガラス基板の研磨中板厚値Tcを測定するために上定盤40のモーター駆動軸61に対する相対位置を計測する接触式変位センサ65と、上定盤40によって前回以前の研磨処理で研磨されたガラス基板の仕上がり板厚値Tと目標板厚値Aとの仕上がり誤差に基づいて、接触式変位センサ65の計測結果に基づいて得られた研磨中板厚値Tcの板厚補正値Tpを算出する制御部90とを備え、上定盤40は、板厚補正値Tpが目標板厚値Aに到達するまでガラス基板を研磨する、ことを特徴とする、研磨装置。
(もっと読む)
ガラス板の製造方法およびガラス板製造装置
【課題】精度の高いガラス板の位置決めを保持することができるガラス板の位置決め装置を備えるガラス板製造装置およびガラス板の製造方法を提供する。
【解決手段】ガラス板の位置決め装置は、固定部と、ガラス板を基準位置に配置するために、ガラス板を前記固定部に向かって押し、ガラス板を前記固定部に当接させる押圧部材と、を有する。前記固定部は、ガラス板と当接する円筒形状部材と、前記円筒形状部材を固定する中心軸部材との組を、少なくとも3組有する。前記3組の前記円筒形状部材はいずれも、前記円筒形状部材にガラス板の破断端面と当接することにより生じる摩耗の長さに対応して設定されている目盛りを有する。前記摩耗が生じることによってガラス板の配置に位置ずれが生じたとき、前記目盛りに従って、ガラス板と当接する前記円筒形状部材の当接位置は、前記円筒形状部材の円周上でシフトされる。この装置が、ガラス板の製造方法に用いられる。
(もっと読む)
インゴットブロックの複合面取り加工装置および加工方法
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面および四側面を一対のカップホイール型粗研削砥石11g,11gで粗研削加工して面取りし、ついで、一対の研磨ブラシ10g,10gでそのブロックの四隅R面および四側面を仕上げ研磨加工する面取りを行って表面平滑度の優れた角柱状インゴットブロックを短時間で製造することができる複合面取り加工装置1の提供。
(もっと読む)
ガラス板の加工機械
【課題】素板ガラスが載置される切断部におけるテーブルと、折り割りされたガラス板が載置される研磨部におけるテーブルとを正確に同期させて移動させることができるガラス板の加工機械を提供する。
【解決手段】素板ガラス22を折り割りするための切断線を素板ガラス22に形成する切断部1と、切断線に沿って折り割りされたガラス板のエッジを研磨する研磨部2と、これら切断部1及び研磨部2を通して、ガラス板を順次に移送するガラス板搬送部4と、切断部1と研磨部2とに夫々接続されて夫々を制御する制御手段とからなるガラス板の加工機械。
(もっと読む)
研削装置におけるワーク保持装置および軸受軌道輪の製造方法
【課題】研削時の研削力によってズレ動きが生じたり、変形が生じたりすることなくワークを安定よく保持することができるようにした研削装置におけるワーク保持装置を提供することである。
【解決手段】主軸1の先端にマグネットチャック2を介してドライブプレート3を取付け、そのドライブプレート3に形成された円筒部4の先端のワーク吸着面5によりワークWを吸着支持する。円筒部4の内側にピンブロック7を周方向に間隔をおいて設け、それぞれのピンブロック7に形成されたピン孔11に保持ピン12を出没自在に組込む。保持ピン12の下方に形成された加圧室11bに圧縮エアを供給して保持ピン12を上方に移動させ、ピン孔11から外方に突出する保持ピン12の先端部をワークWの内径面の端部に形成された面取りcに当接させて、ワークWの内径部を保持し、その保持状態でワークWの内径面あるいは外径面の研削加工を行うようにする。
(もっと読む)
成形用ローラの製造方法
【課題】寸法精度の高い成形用ローラの生産効率を高めることができるローラの製造方法を提供する。
【解決手段】成形用ローラの製造方法は、円盤部材92の外周面93に、外周面93より内側に窪む窪み部94を複数個形成し、その窪み部94間に第一領域56を形成する第一領域形成工程と、窪み部94から回転周方向に沿って第一領域56に光を当てながら研削する光学式倣い研削により第一領域56に凹状部48を形成する凹状部形成工程と、凹状部42から外側に突き出るように入れ子部材110を窪み部94に固定し、入れ子部材110に第二領域58を形成する第二領域形成工程と、第一領域56の外周側から回転周方向に沿って第二領域58に光を当てながら研削する光学式倣い研削により第二領域58に凸状部48を形成する凸状部形成工程とを有する。
(もっと読む)
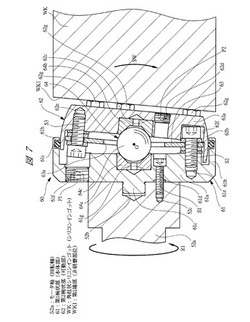
回転砥石装置
【課題】乾式で加工を行っても、砥石に目詰まりが生じにくい回転砥石装置を提供する。
【解決手段】回転砥石装置1は、円板状の砥石15と、砥石の中心を通る第一軸P1を軸心とし、砥石と一体的に回転する第一軸部10と、第一軸部を砥石の両側で回転自在に挿通させている一対の支持部41と、第一軸部と一体的に回転する第一回転子11と、一対の支持部が一端に設けられていると共に、第一軸に平行な第二軸P2を軸心とする第二軸部20を回転自在に挿通させている円筒体40と、円筒体の中心軸と一致すると共に第一軸と直交する直交軸Z周りに円筒体を回転させる回転駆動機構と、円筒体と同心の円環状で、円筒体を回転自在に挿通させている第一傘歯車45と、第一傘歯車と噛合し、第二軸部と一体的に回転する第二傘歯車25と、円筒体内で第二軸部と一体的に回転すると共に第一回転子を従動回転させる第二回転子21とを具備する。
(もっと読む)
樹脂成形品のパートライン研磨装置及びその研磨方法
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
芯取機のワーク芯出し方法
【課題】光学レンズだけでなく、レチクルの付いたガラス板の芯出し動作を行うことのできる芯取機の芯出し方法を提案すること。
【解決手段】芯取機1では、ホルダー4に載せたガラス板3の表面画像をカメラで撮影し、得られた撮影画像からガラス板3のレチクルパターン30の中心位置Pの画像認識位置P1を算出し、ホルダー4を既知の回転角αだけ回転させ、再びレチクルパターンを撮影し、得られた撮影画像から中心位置Pの画像認識位置P2を算出する。回転角αと画像認識位置P1、P2を用いて、ホルダー4の回転中心位置Oと、これに対するワークの中心位置Pの偏心方向δと偏心量εを算出する。次に、ホルダー4を回転させて、偏心方向を砥石9の方向に一致させ、砥石9によりガラス板3を移動させながらレチクルパターンを撮影して偏心量が規格値以下になるように芯出しを行う。
(もっと読む)
基板加工方法および基板加工装置
【課題】積層した多数枚のガラス基板をずれないように保持して精度良く切削加工などの加工を各ガラス基板に同時に施すことのできるガラス基板加工方法を提案すること。
【解決手段】本発明のガラス基板加工方法では、加工対象の複数枚のガラス基板3を、液体を含浸させて湿潤状態の液体吸収性シート31を挟み、厚さ方向に重ね合わせて基板積層体4を形成し、これを厚さ方向の両側からクランプ機構5によってクランプし、クランプ状態の基板積層体4に、走行状態の1本のワイヤー2を押し付けてガラス基板に対して同時に同一の切削加工を施す。湿潤状態の液体吸収性シートを挟んだ状態で多数枚のガラス基板3がクランプされるので、ガラス基板間の密着力が高く、加工時におけるガラス基板のずれを防止でき、加工精度を高めることができる。
(もっと読む)
基板研磨方法及びその装置
【課題】円形状基板を保持回転機構により保持して回転させ、テープ移送機構により研磨テープを間欠的又は連続的に移送させ、圧接機構によりテープ研磨機構の迂回研磨部と円孔の内周端面とを圧接し、研磨部揺動機構により迂回研磨部を円孔の内周端面に対向する方向に間欠的又は連続的に揺動運動させて研磨することにより円孔の内周端面をC面又はR面に研磨することができる。
【解決手段】研磨テープTを間欠的又は連続的に移送させるテープ移送機構Cと、迂回案内部C3により側方に迂回案内された研磨テープの側方迂回部分T3を円孔Qの内周端面Mを研磨可能な迂回研磨部Kとするテープ研磨機構Dと、迂回研磨部を円孔の内周端面に対向する方向に間欠的又は連続的に揺動運動させて迂回研磨部により円孔の内周端面をC面又はR面に研磨するための研磨部揺動機構Fとを備えてなる。
(もっと読む)
動力伝達チェーン用ピンの研削装置及び研削方法
【課題】キャリアを小径化せずにピンの端面の曲率半径(R2)をさらに小さくすることができる動力伝達チェーン用ピンの研削装置及び研削方法を提供する。
【解決手段】中心軸3z周りに回転する回転体であって、外周近傍にピン1の両端面1aを研削する一対の砥面3bを有する砥石3と、中心軸3zと平行な中心軸2z周りに回転する回転体であって、ピン1を、中心軸3zに平行な姿勢で保持するキャリア2とを有する研削装置を用いてピンの研削を行う場合において、一対の砥面3b間にキャリア2によりピン1を挿入して通過させるとき、最深位置の前位置ではキャリア2の中心軸2zを砥石3の中心軸3zに変位量Δxだけ近づけ、最深位置では中心軸2zを元に戻して中心軸3zから遠ざけ、そして、最深位置の後位置では再び中心軸2zを中心軸3zにΔxだけ近づける、という進退動作をキャリア2が実行する。
(もっと読む)
超音波加工方法およびその装置
【課題】加工開始時から高い加工速度で安定した加工を行うことができる超音波加工方法を提供する。
【解決手段】超音波振動が付与された工具を前進させて工具の先端部により被加工物の加工が開始され(T1)、工具の先端部が被加工物の表面から所定の微小深さD1にまで到達すると(T2)、工具が所定の後退量D2だけ後退して工具の先端部が被加工物の表面から離れ(T3)、次に、工具が所定の前進量D3だけ前進して被加工物の加工が進行し(T4)、以降、工具の先端部が被加工物の表面から予定していた加工深さに到達するまで、所定の後退量D2の後退と所定の前進量D3の前進が繰り返される。
(もっと読む)
磁気記録媒体用ガラス基板及びその製造方法
【課題】本発明は、側面部の平滑性に優れる磁気記録媒体用ガラス基板の提供を目的とする。また、側面部の平滑性に優れる磁気記録媒体用ガラス基板に高い生産性で研削する端面研削方法、及び該端面研削方法を用いた端面研削工程を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、磁気記録媒体用ガラス基板の内周側面または外周側面の少なくとも一方を、砥粒を結合材で固着した砥石を用いて研削する端面研削工程において、前記砥粒はレーザ回折散乱方式の粒度分布測定装置を用いて測定した粒子径の最大粒子径dmaxと最小粒子径dminとの差である砥粒粒度分布幅△d(=dmax−dmin)が23μm以下であることを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
研削装置
【課題】コンパクト且つ経済的な構成で、突起部位を高精度に研削することを可能にする。
【解決手段】研削装置10は、ワークWの溶接ビードWbに研削用無端ベルト12を押し付けて周回走行させることにより、前記溶接ビードWbを研削する。この研削装置10は、研削用無端ベルト12の内周面に溶接ビードWbへの押し付け位置に対向して配置される押圧ブロック28を備える。押圧ブロック28は、研削用無端ベルト12の内周面を押圧する端面形状が四角形状に設定されている。
(もっと読む)
円盤状基板の製造方法、研磨装置およびプログラム
【課題】研磨装置により円盤状基板の研磨を行う際に、研磨時間を抑制しつつ、特にエッジロールオフ(端ダレ)を抑え、円盤状基板をより均等に研磨することができる円盤状基板の製造方法等を提供する。
【解決手段】ガラス基板の主表面を研削する研削工程と、研削工程を経たガラス基板を研磨する研磨工程と、を有し、研磨工程は、ガラス基板の主表面に対する研磨の圧力を最大圧力まで単調増加させた後にこの最大圧力に留めることなく徐々に低下させると共に、研磨開始から研磨の圧力が最大圧力に達するまでの時間を研磨の圧力が最大圧力に達してから研磨終了までの時間より短くなるように設定することを特徴とする円盤状基板の製造方法。
(もっと読む)
工作物に複雑な形状を仕上げる研磨工具および方法
グラビヤ印刷機械用ドクターブレードの刃先研磨機
【課題】平面研磨機と円筒研磨を一つの機械に集約した研磨機を製作し、印刷状態と同じ状態で研磨する方法の研磨機械を提供する。
【解決手段】平面研磨はドクターアーム6がBの位置にあり、ドクターブレード1の研磨面が真上を向いた状態で研磨する。ドクターシャフト7には角度計がついており刃先研磨角度を見る事ができる。研磨砥石12はボールジョイント13で保持角パイプ14に取付られているので左右に揺動できる。保持角パイプ14はスライドレール15に取付られており、上下に自由にスライドできる。したがってドクターブレード1の研磨面には砥石12、保持角パイプ14、とスライドレール15の合計重量が作用する事になる。
(もっと読む)
61 - 80 / 744
[ Back to top ]