
Fターム[3C049CB01]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 課題(一般) (2,845) | 研削精度の向上 (1,007)
Fターム[3C049CB01]の下位に属するFターム
ワーク変形防止 (263)
Fターム[3C049CB01]に分類される特許
21 - 40 / 744
ウエーハの加工方法
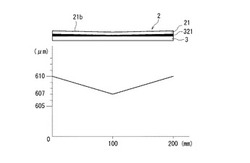
【課題】ウエーハを構成する基板に埋設された全ての電極を研削して露出させることなく、電極の手前の位置で裏面研削を終了することができるウエーハの加工方法を提供する。
【解決手段】基板表面のボンディングパッドと接続する電極が基板に埋設されているウエーハ2を所定の厚みに形成するウエーハの加工方法であって、表面に液状樹脂を被覆したサブストレート3と基板21の表面を液状樹脂液を介して接合する工程と、高さ位置計測手段8によりサブストレートが接合された基板の裏面におけるサブストレートからの高さ位置を計測する工程と、基板に接合されたサブストレート側を研削装置のチャックテーブルに保持する工程と、研削ホイールにより基板の裏面を研削する工程とを含み、裏面研削の前に、サブストレートからの高さ位置計測結果から求めた基板裏面の勾配に対応してチャックテーブルの保持面と研削ホイールの研削面との対面状態の調整を実施する。
(もっと読む)
スキージ研磨装置用電着砥石

【課題】電着砥石の研磨面に研磨カスが付着し難いスキージ研磨装置用電着砥石を提供する。
【解決手段】スクリーン印刷機のスキージを研磨するスキージ研磨装置に用いられ、軸線2回りに回転駆動される砥石軸に装着される円盤状の台金部3と、台金部3の外周面6に電着された砥粒を含む砥粒層10と、を有するスキージ研磨装置用電着砥石1である。台金部3の外周面6には、軸線2に対して傾斜し、砥粒を有しない複数の傾斜溝8が形成されている。
(もっと読む)
レンズ研磨方法及びレンズ研磨装置
【課題】研磨ムラの少ない高精度のレンズ研磨を効率的に行うことが可能なレンズ研磨方法およびレンズ研磨装置を提供する。
【解決手段】レンズ研磨方法は、研磨装置の回転軸に保持され該回転軸を中心に回転駆動するレンズに対し、研磨ツールが回転軸の軸線と直交する方向及び軸線方向から、レンズの光学面に回転軸を中心に同心円状又は螺旋状のいずれかの研磨軌跡を描くように光学面を非球面形状に研磨するレンズ研磨方法であって、レンズを、研磨軌跡の旋回中心から離間した位置に配置する工程と、研磨ツールが光学面を研磨する時に、研磨ツールと光学面との間に所定の圧力を付与する工程とを備える。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法および磁気記録媒体用ガラス基板
【課題】主平面の研磨工程での研磨パッドの目詰まりを抑制して、ドレス処理の頻度を低減するとともに研磨速度を安定させ、主平面の平滑性に優れ、異なるロットのガラス基板間の板厚のばらつきが小さい磁気記録媒体用ガラス基板を得るための製造方法を提供する。
【解決手段】この磁気記録媒体用ガラス基板の製造方法は、形状付与工程と、主平面研磨工程と、洗浄工程とを備え、前記主平面研磨工程は、前記ガラス基板の主平面を両面で5μm以上の研磨量で研磨する粗研磨工程を有する。そして、前記粗研磨工程では、気泡を含有し、研磨面に開口する前記気泡の平均直径が80〜300μmであり、かつ1.1〜2.5%の圧縮率を有する研磨パッドと、砥粒を含有する研磨液を用いて主平面を研磨することを特徴とする。
(もっと読む)
研磨液
【課題】磁性部とその凹部内に埋め込まれた非磁性部とを露出させて平坦な研磨面を形成させることができる研磨液を提供すること。
【解決手段】磁性材料を含む磁性部11と、該磁性部11に形成された複数の凹部120を覆うように埋め込まれた非磁性材料125とからなる複合体15を、磁性部11と凹部120内に埋め込まれた非磁性材料からなる非磁性部12とが露出して平坦な研磨面16を形成するまで研磨するために用いられる研磨液である。研磨液は、水と極圧剤とを含有する。極圧剤は、ポリオキシアルキレンアルキルエーテルリン酸エステル又はその塩、ポリオキシアルキレンアルキルエーテル硫酸エステル又はその塩、アルキルベンゼンスルホン酸又はその塩、α−オレフィンスルホン酸又はその塩、及びアルキルアミン又はそのアルキレンオキシド付加物から選ばれる少なくとも1種である。
(もっと読む)
研削工具の砥面検査システム及び方法
【課題】砥粒の状態を新たな解析パラメータを用いてより詳しく解析し、これにより砥面の状態をさらに正確に検査できるようにする。
【解決手段】カメラ6により砥石3の砥面を撮像してそのライン画像データを取り込み、各ライン画像データに対し砥粒抽出処理部123により複数種のフィルタリング処理を行うことで上記ライン画像データから砥粒切れ刃候補の画像を抽出する。そして、砥粒解析処理部124の制御の下で、上記抽出された各砥粒切れ刃候補の画像から、砥面全域における各砥粒切れ刃候補の重心の座標と、凸多角形近似データ及び円形度と、内部欠損及び外部欠損と、面積及び欠損度と、すくい角側の稜線形状をそれぞれ算出または検出する。そして、この得られた解析パラメータをもとに、砥石3の幅方向における砥粒分布ヒストグラムと、砥石3の砥面全域における砥粒の分布状態を表す三次元マップを生成する。
(もっと読む)
バリ取り装置
【課題】 コンベアに対するブラシ部材の相対高さの調整を自動で行え、調整のばらつきを抑え、かつ調整作業が容易なバリ取り装置を提供する。
【解決手段】 バリが上面に形成されたワークWを水平に搬送するコンベア1と、コンベア1の上方に配置されたバリ取りヘッド2と、コンベア1に対するバリ取りヘッド2の相対高さを調整する相対高さ調整機構3とを備える。バリ取りヘッド2は、ブラシ軸心O1回りに回転自在なロール状のブラシ部材20と、ブラシ部材20を旋回軸心O2回りに旋回自在に支持する旋回支持部材26とを有する。相対高さ調整機構3は、昇降駆動源50によりコンベア1またはバリ取りヘッド2を昇降させる。ブラシ部材20の下端を検出可能な投受光式のブラシ下端検出手段50と、ブラシ部材20の下端の検出に基づき昇降駆動源50を制御する昇降制御手段61とを設ける。
(もっと読む)
サファイア基板及びその製造方法
【課題】従来よりも大きいサイズで且つ高品質のサファイア基板を提供する。
【解決手段】a面、r面、m面、及びc面配向からなる群から選択される結晶配向を有し且つ約0.037μm/cm2以下のnTTVを有する概ね平坦な表面を含み、ここでのnTTVは該概ね平坦な表面の表面積で規格化された総厚みばらつきであり、該基板は約9.0cm以上の直径を有する、サファイア基板。
(もっと読む)
端面研磨ブラシ及び磁気記録媒体用ガラス基板の製造方法
【課題】複雑な構成の端面研磨装置を使用することなく、内周面取り部と内周側面部とを均一かつ安定的に研磨する端面研磨ブラシを提供すること。
【解決手段】中心部に円形孔を有する磁気記録媒体用ガラス基板の内周端面を研磨する端面研磨ブラシであって、前記端面研磨ブラシ12はシャフト14にブラシ毛13が植毛されており、前記シャフトは、荷重19.6Nをかけた時の最大たわみ量が420μm以下である、端面研磨ブラシ。
(もっと読む)
研削加工装置及び研削加工方法
【課題】研削対象側の回転軸と砥石側の回転軸との軸ズレを抑制し、高精度な球面形状を得ることのできる研削加工装置を提供し、研削対象に球状面の研削を行う研削加工方法を提供すること。
【解決手段】軸ズレ調整部60が、研削対象10及び砥石部材20が支持された状態でズレ度合測定部50によって測定された軸ズレに応じた各回転軸RA1,RA2の位置の調整を可能にしている。これにより、研削加工時における回転軸の軸ズレを抑制することができるので、作業性を損なうことなく高精度な球状面を再現性良く得ることができる。
(もっと読む)
研削加工装置及び方法
【課題】カップ砥石の摩耗やワークの形状を簡易に監視しつつ加工を行うことができる研削加工装置及び方法を提供すること。
【解決手段】砥石部材20に付随して設けられた付随センサ51が研削対象10の形状に関する情報を測定するので、研削対象10を第1ホルダ37から外さずに測定することができ、加工の途中段階で研削対象10の加工状態を確認することができる。これにより、第2ホルダ37等が変位しても、研削対象10の形状のズレ又はこれに相当する砥石部材20の摩耗を監視しつつ研削対象10の加工を行うことができる。
(もっと読む)
ガラス基板の外周端面研磨方法、ガラス基板の製造方法及び外周端面研磨装置
【課題】研磨ブラシを用いることなく、外周面取り部と外周側面部とを均一かつ安定的に研磨する方法を提供すること。
【解決手段】中央部に円形孔を有する複数の円盤形状ガラス基板を、前記円形孔の位置をあわせて重ね合わせてガラス基板積層体を形成し、該ガラス基板積層体の前記円形孔に貫通して前記ガラス基板積層体を支持する支持棒を有する容器内にガラス基板積層体を固定する、積層体形成工程と、前記ガラス基板積層体の外周端面と前記容器の内壁との間の空間に、砥粒を含む研磨液を封入する、研磨液封入工程と、前記研磨液が前記外周端面に接触するように、前記研磨液が封入された前記容器を振とうして前記外周端面を研磨する、研磨工程と、を含む、ガラス基板の外周端面研磨方法。
(もっと読む)
曲面部研削方法
【課題】曲面部のプランジ研削において、研削除去量が最大となる部位の研削による砥石車の消耗を平準化させて砥石車の寿命が長い研削を実現する曲面部研削方法を提供する。
【解決手段】砥石車7の回転軸を含む断面の研削作用面の形状が曲面である砥石車7を工作物Wに相対的に切込む曲面形状部の研削において、
工作物Wの所定の研削数毎に、砥石車7の回転軸と砥石車7の切込み方向とがなす角度を変える。このことにより、曲面部の研削除去量が最大となる部位を研削する砥石車7の位置が移動するため、砥石車7の部位別の消耗が平準化される。
(もっと読む)
球体研磨装置
【課題】被加工球体の研磨むらを低減し、研磨加工効率を高めることができる球体研磨装置を提供する。
【解決手段】一方の面に環状に伸びる案内溝が形成されている固定盤体2と、一方の面に環状に伸びる案内溝が形成され、一方の面の案内溝が固定盤体2の案内溝と共働して環状に伸びる被加工球体5の球体通路を形成するように固定盤体2に対向して配置されている回転盤体3と、を備え、被加工球体5を固定盤体2と回転盤体3とで押圧することにより被加工球体5を球体通路に保持し、固定盤体2に対し同軸上に回転盤体3を回転させることにより球体通路にある被加工球体5を自転させながら球体通路を移動させ、被加工球体5の案内溝との接触部位を研磨する球体研磨装置100において、固定盤体2と回転盤体3とが径方向又は軸方向に相対的に変位している。
(もっと読む)
高周波数振動・電解ハイブリッド内面研削盤及びその研削方法
【課題】内面研削加工を高精度・高能率化することができ、かつ生産コストの低減にも寄与することができる内面研削盤及び高周波数振動・電解ハイブリッド内面研削方法を提供する。
【解決手段】導電性を有する工作物Wの加工孔Waの内周面を研削砥石3により研削する内面研削盤において、砥石軸方向に高周波数振動する高周波数振動発生器41を備えた高周波数振動ユニットに接続された研削砥石3と、工作物が陽極、研削砥石が陰極となるように電圧を印加しつつ工作物と研削砥石の間に電解液7を供給して電解加工するための電解電源6とを備え、研削砥石を高周波数振動させながら工作物の加工孔の内周面を研削する高周波数振動援用研削加工と、工作物と研削砥石間に電圧を印加して加工孔の内周面を溶解させながら研削する電解研削加工とを順次又は同時に選択的に行う。
(もっと読む)
研削方法
【課題】ビード周辺の母材表面の削り過ぎを防止でき、且つ削り幅を狭くできる研削方法を提供することを課題とする。
【解決手段】研削方法は、研削装置準備工程と第1研削工程と第2研削工程とからなる。
【効果】第2研削工程で、第1研削工程でビード16の一部を研削して得た平坦面39に、逆V字を呈する研削ベルト29を当てると、研削ベルト29の接触部が水平になり、研削ベルト29の非接触部が湾曲した母材から離れやすくなるため、ビード16周辺の母材37表面の削り過ぎを防止できる。また、第2研削工程で、研削ベルト29は平坦面39のみを研削するから、削り幅W2を狭くすることができる。したがって、ビード16周辺の母材37表面の削り過ぎを防止でき、且つ削り幅W2を狭くできる研削方法を提供できる。
(もっと読む)
レンズ研磨皿作製装置及び作製方法
【課題】成形後の研磨シートの厚さが均一で、表面形状にばらつきのないレンズ研磨皿を作製することができるレンズ研磨皿作製装置及び作製方法を提供する。
【解決手段】レンズ研磨皿作製装置は、球面レンズの研磨に用いられるレンズ研磨皿を作製するレンズ研磨皿作製装置において、上記球面レンズの最終仕上げ面に対応する球面形状を有する研磨面成形面23aが設けられた型皿30と、研磨シート50が貼付される研磨シート貼付面11aであって、研磨面成形面23aに対応する球面形状を有する研磨シート貼付面11aが設けられた研磨台皿11と、研磨台皿11を研磨面成形面23aに向けて押圧する押圧機構40と、研磨面成形面23aと研磨シート貼付面11aとの間隔を一定に維持する間座30とを備える。
(もっと読む)
眼鏡レンズの製造方法
【課題】眼鏡レンズの外観を損なうことなくプリズム作用の調整を行うための手段を提供する。
【解決手段】眼鏡レンズの少なくとも一方の表面の一部を機械加工により切除しプリズム作用を調整するスラブオフ加工を行い、次いで切除領域表面を研磨加工することを含み、前記研磨加工を、弾性材料からなる研磨治具表面を研磨パッドにより被覆した状態で、該研磨パッド表面と前記切除領域表面との間に研磨剤を供給しながら前記眼鏡レンズと前記研磨治具とを相対移動させることによって行うことを特徴とする。
(もっと読む)
研磨装置および研磨方法
【課題】基板の周縁部を研磨して直角な断面形状を形成することができる研磨装置を提供する。
【解決手段】研磨ユニット25は、基板Wの周縁部に対して研磨テープ38を上から押し当てる押圧部材を有する研磨ヘッド50と、研磨ヘッド50に研磨テープ38を供給し、研磨ヘッドから研磨テープ38を回収するテープ供給回収機構70と、研磨ヘッド50を基板Wの半径方向に移動させる第1の移動機構42A,43A,40Aと、テープ供給回収機構70を基板Wの半径方向に移動させる第2の移動機構42B,43B,40Bとを備える。ガイドローラ84D,84Eは、研磨テープ38が基板Wの接線方向と平行に延び、かつ研磨テープ38の研磨面が基板Wの表面と平行となるように配置される。
(もっと読む)
光学ガラスの加工方法及び光学ガラスレンズの製造方法
【課題】難硝材により形成されるガラス成形体に対して球面創成加工を行う場合に、加工面の品質確保と加工コスト抑制とを両立させる。
【解決手段】光学ガラスである硝材である難硝材により形成されるガラス成形体に対し、回転駆動されるカップ砥石を当接させて、当該ガラス成形体の被加工面を球面形状に研削するカーブジェネレーティング工程と、前記カーブジェネレーティング工程の実行中に、前記カップ砥石と当該カップ砥石の対向電極との間に導電性研削液を供給しつつ電圧を印加して、前記カップ砥石に対する電解ドレッシングを行う電解インプロセスドレッシング工程と、を備えた硝材加工方法において、前記カーブジェネレーティング工程は、前記カップ砥石の回転数、または、前記カップ砥石の回転数および前記ガラス成形体と前記カップ砥石の当接圧可変方向における相対位置移動の送り速度とが、前記難硝材以外の硝材により形成されるガラス成形体に対して研削を行う場合よりも高く設定されている。
(もっと読む)
21 - 40 / 744
[ Back to top ]