
Fターム[3C058BA13]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 制御(検知及び設定) (1,968) | 電気的手段による倣い (86)
Fターム[3C058BA13]に分類される特許
1 - 20 / 86
高硬度材の加工装置及び加工方法
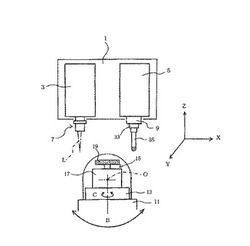
【課題】高硬度材でなる工具やワークを比較的簡単に加工できる複合加工装置と加工方法を提供する。
【解決手段】主軸台1にレーザ加工ヘッド3と機械加工ヘッド5を取り付け、テーブル13上には研削装置15を取り付け、主軸台1とテーブル13との間でX、Y、Z、B、C軸方向の相対移動が可能な送り軸装置を設ける。工具素材35をテーブル13に取り付けてレーザ加工ヘッド3によって荒加工後、工具素材35を機械加工ヘッド5の主軸9に取り付けて回転させ、研削装置15の砥石車19を回転させながら工具素材35に接触させ、X、Y、Z、B、C軸を移動させて工具素材35の先端刃部を整形仕上げし、刃付け加工する。
(もっと読む)
研磨装置及び研磨方法

【課題】比較的高い研磨レートを維持したまま、研磨液の消費量をより削減することができるようにする。
【解決手段】研磨面52aを有する研磨テーブル22と、研磨対象物Wを保持し該研磨対象物Wを研磨面52aに押圧するトップリング24と、研磨液供給ライン72に接続されて研磨面52aに研磨液Qを供給する研磨液供給ノズル26と、研磨面52a上の研磨液量を研磨中に監視する研磨液量監視手段60と、研磨液量監視手段60の出力に応じて研磨液供給ノズル26から研磨面52aに供給する研磨液Qの液量を調整する液量調整部74とを備えた。
(もっと読む)
研磨方法
【課題】金属配線を所望の量だけ正確に研磨することができる研磨方法を提供する。
【解決手段】本発明に係る研磨方法は、溝905を有する絶縁膜903と、絶縁膜903上に形成されたバリア膜906と、バリア膜906上に形成された金属膜907とを有し、金属膜907の一部が金属配線910として溝905内に形成されている基板Wを研磨する。この研磨方法は、金属膜907を除去する第1研磨工程と、記第1研磨工程後、バリア膜906を除去する第2研磨工程と、第2研磨工程後、絶縁膜903および金属配線910を研磨する第3研磨工程と、第3研磨工程終了後、金属配線910の高さを渦電流センサにより測定する測定工程と、測定工程で得られた測定値に基づき、後続の基板の研磨時間を調整する調整工程とを有する。
(もっと読む)
数値制御ブローチ研削盤の基準すくい面の位置検出方法
【課題】NCブローチ研削盤において、自動的にブローチ工具の基準刃部、すくい面を検出し、ブローチ工具のテーブルへの取付作業、タッチセンサの設定作業を容易にする。
【解決手段】基準すくい面30をブローチ工具2の最後端とし、(A)タッチセンサ4のプローブ40を加工軸8線上の背面6側に位置決めし、これを検出開始位置7とし、(B)プローブを加工軸方向に相対移動させブローチ工具を回転又は揺動9させて、(C)検出した歯溝51内の位置を検出位置10とし、(D)回転方向を逆転9aさせ、プローブの歯側面への接触信号により、回転方向を逆転9bし、これを繰り返し、(E)回転が所定角度を超えた位置でプローブを停止し、(F)該位置を基準すくい面の刃溝部15とし、(G)ブローチ工具を所定角度ずつ間歇回転又は揺動させながら、プローブをすくい面側に前後移動させ、すくい面30の位置を自動検出する。
(もっと読む)
研磨加工方法および装置
【課題】電解研磨と機械研磨とを同時に行う研磨加工方法および装置を提供すること。
【解決手段】駆動側ワーク(駆動側加工ワーク)1と被駆動側ワーク(被駆動側加工ワーク)2とを、砥粒(遊離砥粒)3を分散させた電解液4中で少なくとも一部を対向させて配置し、前記各ワーク1,2を相対運動させるとともに、少なくともいずれか一方のワークと前記電解液4との間に電力を掛けて、機械的な研磨と電解研磨とを生じさせる研磨加工方法において、前記駆動側ワーク1と前記被駆動側ワーク2との前記砥粒3を挟んだ加工部位での法線力を相対的に増大させるとともに、前記ワーク1,2と前記電解液4との間に掛ける電力を相対的に低くする形状創成加工と、前記法線力を相対的に小さくするとともに、前記電力を相対的に高くする表面研磨加工とを行うことを特徴とする研磨加工方法である。
(もっと読む)
ワイヤソーによるワークの切断方法及びワイヤソー
【課題】ワイヤの張力を所定の目標張力に近付けるための張力調節装置を利用して巻取側のワイヤの張力のみを有効に低減しながら効率よくかつ高精度でワークの切断を行う。
【解決手段】ワイヤソーにおいて、ワイヤWを前進させながらワーク28を切断する前進駆動切断工程と、ワイヤWの駆動方向を反転させるための第1の切換工程と、ワイヤWを後退させながらワーク28を切断する後退駆動切断工程と、ワイヤWの駆動方向を反転させて前記前進駆動切断工程に復帰するための第2の切換工程とを順に繰り返す。前記両切断工程では張力操作装置18A,18Bを用いて巻取り側のワイヤ張力のみ下げる。そのためのワイヤ目標張力の低下は各切換工程においてワイヤWの減速が終了してから行う。
(もっと読む)
タイヤ内面処理方法及びタイヤ内面処理装置
【課題】タイヤ内面を適正に研摩し得るタイヤ内面処理方法を提供する。また、かかる処理方法を実施し得るタイヤ内面処理装置を提供する。
【解決手段】研摩具5によりタイヤ内面4を研摩するタイヤ内面処理方法である。かかる方法では、研摩具5のタイヤ内面4に対する押圧力を制御して、タイヤ内面4を研摩する。また、かかる処理方法を実施し得るタイヤ内面処理装置1である。
(もっと読む)
化学的機械的研磨方法、半導体ウェハの製造方法、半導体ウェハ及び半導体装置
【課題】着工ウェハの膜種の切換時にテスト研磨なしで次回に着工するウェハの研磨レートを精度良く予測できるようにする。
【解決手段】研磨パッドの目立てを行うドレッサのトルクと、ドレッサの温度と、ドレッサの圧力と、ドレッサを交換してからの累積使用時間とから構成される装置状態パラメータの全てあるいは一部のパラメータの測定値を、ウェハ研磨毎に連続サンプリング時系列データから全研磨区間もしくは所定の研磨区間だけを切り出す。切り出した連続サンプリング時系列データを用いてウェハ毎に研磨装置基準研磨レートを予測し、予測した研磨装置基準研磨レートと予め設定しておいたウェハ膜種毎の換算パラメータを用いて次回着工ウェハ研磨レート換算値である換算研磨レートを計算する。そして、前記換算研磨レートを用いることにより研磨量を最適にする研磨時間を計算して次回着工ウェハを研磨する。
(もっと読む)
切断装置及び切断方法
【課題】被加工部材の切断加工において、加工効率及び加工精度の向上を図ることができる切断装置及び切断方法を提供する。
【解決手段】切断装置1は、固定砥粒ワイヤ工具100を駆動し、固定砥粒ワイヤ工具100を被加工部材Wに対して揺動させる揺動機構160と、固定砥粒ワイヤ工具100が、被加工部材Wに対して往復で揺動し、固定砥粒ワイヤ工具100が往復揺動の折り返し位置に到達したときには、固定砥粒ワイヤ工具100の被加工部材Wに対する相対的な位置を当該折り返し位置で所定の保持時間tだけ保持するように、揺動機構160を制御する揺動制御部164と、を備えたことを特徴とする。
(もっと読む)
砥粒加工装置およびそれを用いた砥粒加工方法
【課題】基材保持孔を有する複数のキャリアを用いて基材の両面を同時に砥粒加工するとき、キャリアごとの基材の厚みのばらつきを抑える砥粒加工装置およびそれを用いた砥粒加工方法に関する。
【解決手段】砥粒加工装置としての両面研磨装置50は、基材としてのウェハを保持するウェハ保持孔を有するキャリア10と、キャリア10を自転および公転させるサンギア21およびインターナルギア22と、キャリア10に保持されたウェハを研磨加工する加工面を有する上定盤30および下定盤20とを有している。また、上定盤30には、研磨加工するときのウェハの軌道上に配置されウェハの厚みを測定する厚み測定手段としての厚み測定センサ部115と、前記軌道上の厚み測定センサ部115と離間した位置に配置され上定盤30に局部的な圧力を加える加圧装置125とが設置されている。
(もっと読む)
薬液供給方法及び薬液供給装置
【課題】スラリーを使用する化学機械的研磨工程に、過硫酸塩を含む溶液を供給する方法であって、過硫酸塩の有効成分量を迅速に計測管理する薬液供給方法及び装置を提供する
【解決手段】粉末または固形物の過硫酸塩を溶媒に溶解して所望濃度の過硫酸塩溶液として、スラリーを使用する化学機械的研磨工程に供給する薬液供給装置であって、溶解直後における導電率(En)を測定することによって過硫酸塩溶液の初期濃度(Cn)を算出し、その後、薬液供給時における導電率(en)を測定し、薬液供給時における過硫酸塩溶液の分解変化率(ΔCn)/(ΔEn)を算出することにより、薬液供給時の過硫酸塩溶液の濃度(C)を計算して、酸化力の低下を管理する薬液供給方法及び装置を構成したことにある。
(もっと読む)
研磨装置及び研磨装置のローラ位置決め方法
【課題】 一対のバフ研磨ローラで板状ワークの両面を同時に研磨するという本発明者等が案出した手法を採用する場合における種々の弊害を回避する。
【解決手段】 複数の搬送ローラ6、9により形成される搬送径路3Bの途中に配設され且つ板状ワークPを相互間に介在させてその板状ワークPの両面を同時に研磨する一対のバフ研磨ローラ14(15)を備えると共に、この一対のバフ研磨ローラ14(15)の相互間における板状ワークPの研磨位置がそれらのバフ研磨ローラ14(15)のそれぞれの径の異同に拘わらず予め判明している研磨基準位置38となるように一対のバフ研磨ローラ14(15)を位置決めする位置決め手段30を備える。
(もっと読む)
研磨システム
【課題】ローラを介してキャリア定盤を回転させる研磨システムにおいて、ローラとキャリア定盤の周面との接触状態を均一化して効率的に回転を伝達する。
【解決手段】キャリア定盤40は、ローラ110を回転駆動するローラ駆動モータ115とローラを径方向に移動させるローラ移動構造150とを備えてキャリア定盤40の周囲に配設された複数のローラ駆動ユニット100により回転される。研磨システムは、キャリア定盤40が回転した時に各ローラ駆動ユニット100の配設領域を通る定盤外周面45の位置を検出する径方向位置検出部160を備え、制御装置が、径方向位置検出部160により検出される外周面45の位置に応じて、各ローラ駆動ユニットのローラ110の移動位置及び回転速度を制御するように構成される。
(もっと読む)
高精度平面加工を制御する研磨装置及び研磨方法
【課題】加工後のワーク12の平面精度及び面粗さを予め計画した形状に加工できるように上下研磨板10及び11の加工面の形状を維持しつつワーク加工面12に転写できる研磨装置を提供する。
【解決手段】加工中のワーク12と上研磨板10及び下研磨板11との摩擦抵抗は、各軸を駆動する電動機の電流値を検知することにより、予め設定された電流値になるように上下研磨板の回転数、研磨剤の供給量及びワーク12への加工圧力を検知しつつ、ワーク12が予め設定された形状に達するように上研磨板10及び下研磨板11からのワーク12加工面の荷重、加工速度及び加工面に供給する研磨剤の供給量を制御し、加工後のワーク12の平面精度及び面粗さを予め計画した形状に加工をおこなう平面研磨装置とする。
(もっと読む)
砥石接触感知方法およびその装置、ならびにホーニング加工方法およびホーニング盤
【課題】ホーニング砥石のワークの内周面に対する接触位置を、高い精度をもって感知することができる砥石接触感知技術を提供する。
【解決手段】ホーニングツール1を備えた回転主軸2を回転駆動する主軸回転駆動源とホーニング砥石10、10、…を切込み動作させる切込み駆動源として、それぞれ主軸回転駆動用サーボモータ16および切込み駆動用サーボモータ37が使用され、両サーボモータ16、37の動作から得られる各種電気的情報(回転数、トルク、電流値、溜まりパルス等)から、ホーニングツール1のホーニング砥石10、10、…の砥石面10a、10a、…ワークWの内周面Waに対する接触位置を感知する。
(もっと読む)
研磨方法
【課題】ハードマスク膜などの絶縁膜が所望の研磨量だけ研磨されたときに研磨を終了させることができる研磨方法を提供する。
【解決手段】本発明は、溝を有する絶縁膜と、絶縁膜上に形成されたバリア膜と、バリア膜上に形成された金属膜とを有し、金属膜の一部が金属配線として溝内に形成されている基板を研磨する研磨方法である。この研磨方法は、金属膜を除去する第1研磨工程と、第1研磨工程後、バリア膜を除去する第2研磨工程と、第2研磨工程後、絶縁膜を研磨する第3研磨工程とを有し、第2研磨工程および第3研磨工程の間、基板の研磨状態を渦電流センサでモニタし、渦電流センサの出力信号値が所定の閾値に達したときに第3研磨工程を終了する。
(もっと読む)
刃物研削盤
【課題】 刃先位置の検出にかかる時間を短縮して研削作業効率を向上すること。
【解決手段】 仕上げ研削装置15と、仕上げ研削装置15を制御する制御盤17を備えた刃物研削盤において、制御盤17は、刃物1の刃先に対してあらかじめ定められた近接位置に基づいて定められた送り量に達するまで砥石ユニット11、13を早送りする指令を出力し、砥石ユニット11、13が近接位置に達したら砥石ユニット11、13を低速で回転させて砥石ユニット11、13を微速送りに切り替える指令を出力し、砥石ユニット11、13の回転数の変化を検出して砥石ユニット11、13が前記刃物の刃先に当接したことを検知し、このときの砥石ユニット11、13の送り量に基づいて刃物1の刃先の位置を求めることを特徴とする刃物研削盤。
(もっと読む)
半導体装置の製造装置および製造方法
【課題】半導体装置の研磨装置および研磨方法において、研磨パッド表面の変化を検知し、研磨条件へフィードバックし、最良の研磨プロファイルを実現する。
【解決手段】研磨パッド12に研磨剤15aを供給し、半導体ウェハ13をヘッド14に保持させ、研磨パッド12の硬さを測定する。ヘッド14と研磨パッド12を回転させながら、ヘッド14に保持された半導体ウェハ13を研磨パッド12に押し付けて研磨を行う。この際、研磨パッド12の硬さをセンサ17にて測定し、測定結果に基づいて、ヘッド14における半導体ウェハ13の周辺部もしくは中央部に対する押し付け圧力を制御する。
(もっと読む)
研削装置、研削装置用の研削ヘッド及び研削方法
【課題】被研削物を研削面に押し当てて研削する際、被研削物の姿勢を適切に制御し、研削精度を向上できる研削装置、研削装置用の研削ヘッド及び研削方法を提供することを目的とする。
【解決手段】被研削物を研削面に押し付けて研削する研削装置用の研削ヘッドであって、前記被研削物を表面に保持する弾性の保持手段と、前記保持手段を研削方向に沿って引っ張るための引張手段と、前記保持手段を介して前記研削面に対して前記被研削物を押し付ける押圧手段と、を備える。
(もっと読む)
ワイヤソー
【課題】ワイヤソーによってワークを切断する際のワークの割れや加工精度の低下を防止する。
【解決手段】切断開始時には、スラリ貯留槽41は静止したままでワーク28が下降し、ワーク28がワイヤWに接触すると切断が開始される(図3(a))。やがてワーク28の下端がスラリに浸漬し、浸漬量L2が所定量になると、スラリ貯留槽41はワーク28に連動して下降する(図3(b))。そこで、浸漬量L2は一定に保たれる一方、スラリの液面とワイヤWとの間の距離L1は切断の進行に伴って徐々に増加する(図3(c))。
(もっと読む)
1 - 20 / 86
[ Back to top ]