
Fターム[3C060AA06]の内容
穴あけ、型抜、切断刃以外の手段による切断 (5,369) | 加工対象物(材質) (1,518) | 弾性体(スポンジ、ゴム) (33)
Fターム[3C060AA06]に分類される特許
1 - 20 / 33
柔軟物穿孔装置
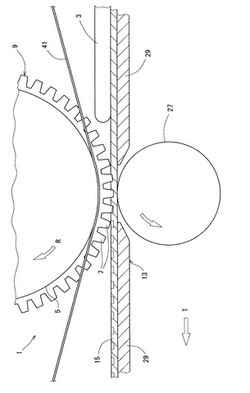
【課題】柔軟物の素性に関わらず柔軟物に孔を容易に形成できる柔軟物穿孔装置を提供する。
【解決手段】柔軟物穿孔装置1は、基材5の軸方向、及び周方向に互いに隙間を空けて配列された複数の突起7を有する穿孔ドラム9と、穿孔ドラム9を回転させる回動手段11と、穿孔ドラム9の下方に配置された支持部材13と、穿孔ドラム9と支持部材13との間を通過する搬送ベルト15と、搬送ベルト15を走行させる搬送手段17とを備える。支持部材13が、搬送ベルト15を穿孔ドラム9の突起7の突き刺さる高さに支持し、搬送ベルト15に受け止められた柔軟物3を穿孔ドラム9の突起7が貫くことにより、網目状に配列した複数の孔を柔軟物3に形成する。
(もっと読む)
ゲルシート切断刃への油供給装置およびゲルシート製造装置

【課題】長尺状ゲルシートを切断または半抜き可能なゲルシート切断刃にゲルが付着することを防止するゲルシート切断刃への油供給装置とこの油供給装置を備えるゲルシート製造装置を提供すること。
【解決手段】塗布油21を溜めたオイルパン22から塗布油21を吸着させる供給ロール23と、供給ロール23からの塗布油21を受けてカットロール12に転写する転写ロール24と、供給ロール23および転写ロール24を支持する塗布用ロール支持具25とを備え、両ロール23,24のうち少なくとも転写ロール24の表面を多孔質材で形成し、また、塗布用ロール支持具25が供給ロール23および転写ロール24を水平移動自在に支持する油供給装置20とした。
(もっと読む)
ゴムサンプリング装置
【課題】コンベア上の練りゴムからサンプリングを行う場合、サンプリング用シリンダーのストロークを短縮化して生産性を向上させることができるゴムサンプリング装置を提供する。
【解決手段】サンプリング用カッターと、搬送路の上方のサンプリング位置において、カッターを練りゴムの表面に対して往復動させて練りゴムに接近、離間させ、接近時にはカッターによるサンプリングを可能にするサンプリング用シリンダーと、カッターと、サンプリング用シリンダーとを有するカッターユニットと、カッターユニットを、練りゴムの搬送路の側方の待機位置とサンプリング位置との間で旋回させる旋回機構を備え、サンプル片の採取時には、カッターユニットを待機位置からサンプリング位置まで旋回させた後、サンプリング用シリンダーによりカッターを練りゴムに近接させてサンプル片を採取するゴムサンプリング装置。
(もっと読む)
スリット加工装置及びスリット加工方法
【課題】ゴム成形体に形成方向の幅精度の高いスリットを形成できるスリット加工装置及びスリット加工方法を提供すること。
【解決手段】ゴム成形体を収納する収納部13及び収納部13に連通する通路15を有する加工台3と、加工台3の収納部13側に配置された規制部材4と、加工台3における規制部材4の反対側に配置されたスリット刃5とを備えて成ることを特徴とするスリット加工装置1、並びに、ゴム成形体におけるスリット形成部の一表面に対面配置された規制部材4でゴム成形体を規制しつつ、スリット形成部の他表面側からスリット刃5をスリット形成部に貫通させることを特徴とするスリット加工方法。
(もっと読む)
ゴム部材の圧縮切断装置および圧縮切断方法
【課題】ゴム部材の切断面の変形およびゴム部材の伸びを防止し、形状および長さについて高い精度をもったゴム部材を提供し、精度およびユニフォーミティの高い製品を製造可能なゴム部材の圧縮切断方法および装置を供する。
【解決手段】アンビル4とカッタ5によりゴム部材2を圧縮切断する方法および圧縮切断装置において、ゴム部材2をアンビル4とカッタ5間に配置し、ゴム部材2をアンビル4とカッタ5により圧縮し、アンビル4とゴム部材2間に、剥離手段20の剥し部材21を挿入し、ゴム部材2を、引き剥がし切断することを特徴としたゴム部材の圧縮切断方法および圧縮切断装置1。
(もっと読む)
コード入りゴムシート材料の切断装置および切断方法
【課題】コード入りのゴムシート材料のコード間をコードに沿って切断するにあたり、誤ってコードが切断されることのないコード入りゴムシート材料の切断装置および切断方法を提供する。
【解決手段】コード入りゴムシート材料の切断装置1は、ゴムシート材料Mの表裏を貫く縦方向に沿って延びる切断ワイヤ13と、埋設されたコードに沿う横方向にそれぞれ移動可能であり、かつ切断ワイヤ13を、ゴムシート材料の表面側および裏面側で保持する一対の保持部11、12と、を備え、ゴムシート材料の切断時にて、切断ワイヤ13は弛みをもって保持されている。
(もっと読む)
中空ゴム用錐
【課題】 切削部の先端をチャック部より外側に突出し、特に、切屑排出部を円弧形状に形設することにより、ウェザーストリップのクリップ取付部(中空部)における孔あけ加工時において、切屑を確実に外側へ排出できる中空ゴム用錐を提供する。
【解決手段】 チャック部の下部の段差部の先端部に、切削部の先端をチャック部より外側に突出してなる1枚刃を設けてなる中空ゴム用錐であって、切削部に切屑排出部を形設してなることを特徴とする中空ゴム用錐。
(もっと読む)
ゴムサンプル採取方法および装置
【課題】ゴムサンプル21の形状を安定させながらカッター16からの離脱を容易とする。
【解決手段】カッター16の収納穴17にゴムサンプル21を吸着保持可能な吸着パッド36を出没可能に収納するとともに、該吸着パッド36を先端側に付勢して切刃18から突出させるスプリング46を設けたので、ゴムサンプル21の切り出し時に吸着パッド36がゴムシート12を吸着してそのずれを規制し、ゴムサンプル21の形状を安定させる。また、ゴムサンプル21が切り出されると、吸着パッド36はゴムサンプル21を吸着保持した状態でスプリング46によって切刃18より先端側に突出するため、ゴムサンプル21はカッター16から容易かつ確実に離脱することができる。
(もっと読む)
保持治具の製造方法
【課題】小型部品が円滑に移動可能な保持孔が形成された弾性部材を備えて成る保持治具の製造方法を提供すること。
【解決手段】支持孔11が形成された補強部材5と、保持孔15が形成された弾性部材6とを備え、保持孔15が支持孔11の内部を通るように補強部材5が弾性部材6に埋設されて成る保持治具1の製造方法であって、補強部材5を埋設するように成形された弾性体7の一方の表面7aから他方の表面7bに向かう第1の有底穴21を弾性体7に形成する工程と、前記表面7bから前記表面7aに向かう第2の有底穴22を弾性体7に形成する工程と、第1の有底穴21及び第2の有底穴22を形成する穴加工工具8よりも外径が大きな穴加工工具9を用いて第1の有底穴21と第2の有底穴22とを貫通させる工程とを有することを特徴とする保持治具1の製造方法。
(もっと読む)
ホーリング装置
【課題】高品質なタイヤが得られるホーリング装置2の提供。
【解決手段】このホーリング装置2は、駆動部4と、この駆動部4により回転させられるカム28と、その一端がこのカム28の縁30に当接しうる従節8と、ゴム材料18を貫通しうる錐10とを備えている。この錐10は、この従節8の他端に設けられている。このカム28が回転すると、この錐10はこのゴム材料18に向かって前進及び後退しうるように構成されている。このカム28の縁30は、この従節8と当接してこの錐10を基準位置からこのゴム材料18に向かって前進させうるプレス部36と、この錐10をその移動距離が最大となる位置からこの基準位置に向かって後退させうるプル部32とを備えている。このホーリング装置2では、上記カム28は左右対称な形状を呈していてもよい。
(もっと読む)
練りゴム自動サンプリング装置
【課題】打抜き刃の損傷を軽減して打抜き刃の寿命を延ばすことができ、また、打抜き不全によるサンプリング不良の発生を防止でき、更には、打抜き刃の交換を短時間で行うことができる練りゴム自動サンプリング装置を提供する。
【解決手段】ゴムシートからサンプル片を打抜く練りゴム自動サンプリング装置であって、刃受け板を支持する支持体と、支持体に設けられ、刃受け板の移動をガイドするガイド部と、支持体と刃受け板との間に設けられ、打抜き刃が押付けられる方向とは反対の方向に刃受け板を弾性的に付勢する弾性体とを備え、弾性体による弾性付勢力により、刃受け板と支持体との間に隙間が設けられ、打抜き刃の刃受け板の刃受け面への押付けにより、刃受け板が弾性体の弾性付勢力に対抗して、支持体の方向に移動できるように構成されている練りゴム自動サンプリング装置。
(もっと読む)
薄板打ち抜き金型
【課題】 薄板を打ち抜く打ち抜き金型において、パンチとダイの切刃部の部分が常に一定の精度、クリアランスを保ち、そのまま持続的に打ち抜きが行うこと。また、使用中に金型の温度変化があった場合でも、その精度を維持して切断すること。
【解決手段】パンチとダイの位置決めを、パンチおよびダイと一体に設けた位置決めガイドおよび位置決め穴にて行なうことで、解決した。位置決めガイドは位置決め穴に圧入するために、ダイとパンチの位置精度を正確に行なえ、それが持続できる。また、金型の温度が上昇しても、位置精度の維持ができる。
(もっと読む)
軟質ポリウレタンフォームの打ち抜き加工方法
【課題】打ち抜き刃を軟質ポリウレタンフォームの表面に押し付けて打ち抜く際に、曲がりを生じやすい打ち抜き加工に際し、曲がりの無い良好な打ち抜き品を得ることができる軟質ポリウレタンフォームの打ち抜き加工方法の提供を目的とする。
【解決手段】軟質ポリウレタンスラブフォームをその発泡方向に沿って切断して所定厚みの板状軟質ポリウレタンフォーム13を形成し、その板状軟質ポリウレタンフォーム13の切断面14に打ち抜き刃43,44の刃先を押し付けて、板状軟質ポリウレタンフォーム13をセル16の長径方向aとは垂直に打ち抜き刃43,44で打ち抜くことにより、打ち抜き時に板状軟質ポリウレタンフォーム13に曲がりを生じないようにして、曲がりの無い、あるいは曲がりの少ない品質の良好な打ち抜き品を得るようにした。
(もっと読む)
ウェザストリップの中空シール部への穿孔方法及び装置
【課題】中空シール部内に支柱を備えたオープニングウェザストリップの支柱へのエア抜き孔の穿孔方法において、エアの抜け道を確保し、良好なドア閉じ性を確保するためのエア抜き孔を支柱に短時間で確実に穿孔できるようにする。
【解決手段】口金11内にはU字管18が組み込まれ、U字管18の一端は、口金11のコア金型19より突出してL字形に屈折し、他端は押出されるウェザストリップ6外側の口金11の吐出側より突出する。口金吐出側のウェザストリップ外側に設けられる作動装置21には前記U字管18にスライド可能に通したワイヤー状の穿孔治具22が連結され、該治具22をU字管18を通して進退させ、その一端をU字管18の一端より押出し方向と直交する方向に出入りさせてウェザストリップ6の中空シール部内の支柱5に突き刺し、エア抜き孔の穿孔を行う。
(もっと読む)
キャリアプレートの製造方法
【課題】金属製矩形プレート体1の厚さ方向に形成したシリコーンゴム層2をドリル7で切削加工して多数の貫通孔5を形成するキャリアプレートの製造方法において、貫通孔5を精度よく形成できるようにする。
【解決手段】貫通孔5をドリル7で切削する工程において、まず片側から厚さ方向に約半分の深さまで切削し、その後プレート体1を反転させ、反対側からも同様に切削して孔を貫通させて、貫通孔5を形成する。
(もっと読む)
筒部内周部切削加工用被加工物保持装置
【課題】被加工物が有する筒部の内周部に対する超音波切削加工時に、被加工物の筒部を確実に保持して、筒部の内倒れを防止し得る筒部内周部切削加工用保持装置を提供する。
【解決手段】装置本体14に、挟持部60を開口周縁部に有する保持孔51を設けて、吸気パイプ17の外フランジ部54が挟持部60に配置された状態で、かかる吸気パイプ17の端部部位を保持孔51内に挿入配置して、保持する一方、挟持部60と挟持治具16との間で、外フランジ部54を挟持して、超音波ホーン18の切削刃24を吸気パイプ17に押し込むことにより惹起される吸気パイプ17の端部部位の軸方向の動きを規制し得るように構成した。
(もっと読む)
吸収性物品の製品カッター装置
【課題】トリム部分と吸収性物品との再接合をなくすことによって生産性、安全性を改善するとともに、裁断時のトリム部分と吸収性物品との位置ずれをなくすことによって製品品質を向上し、かつトリム部分を取り除くための設備を簡略化する。
【解決手段】帯状に連続してなる吸収性物品の帯状体aから所定形状で個々の吸収性物品Aに裁断する吸収性物品の製品カッター装置1において、前記製品カッター装置1は、吸収性物品Aの裁断形状に沿ったカッター4を備えるカッターロール2と、前記カッターロール2に対向して設けられるアンビルロール3とからなり、前記カッターロール2又はアンビルロール3に、前記吸収性物品帯状体aから個々の吸収性物品Aに裁断した後のトリム部分Tを一時的に保持するトリム保持手段を備える。
(もっと読む)
弾性発泡体の穿孔方法及びその装置
【課題】弾性発泡体を回転させながら穿孔作業を行うことができ、弾性発泡体に形成された挿通孔の内周面の加工精度を向上することができ、穿孔作業の能率を向上することができる弾性発泡体の穿孔装置を提供する。
【解決手段】弾性発泡体Wの圧縮エリアにおいて収容治具11の収容ケース12の収容室12a内に上下の圧縮ピン15により弾性発泡体Wを圧縮して収容し、収容ケース12と圧縮ピン15を連結・保持具18により保持する。この圧縮動作の後に、収容治具11を穿孔エリアに移動し、前記収容治具11の下端部を支持部材62に支持された回転体63に嵌合し、上端部を主軸65に設けた回転保持部材66に嵌合する。主軸65を回転させて、収容治具11を回転させ、下方から圧縮ピン15に形成された工具挿通孔15aに穿孔工具Tを通して弾性発泡体Wに進入させ、弾性発泡体Wに挿通孔Whを形成する。
(もっと読む)
弾性発泡体の穿孔装置
【課題】弾性発泡体の圧縮動作時に弾性発泡体が圧縮方向と交差する方向に変位するのを防止して、挿通孔の真直度及び形成位置の加工精度を向上することができる弾性発泡体の穿孔装置を提供する。
【解決手段】発泡体Wを収容するケース本体21の支持板22の上面に横ズレ防止突条22aを形成し、弾性発泡体Wの上面を位置規制する蓋板28の下面に横ズレ防止突条28aを形成し、蓋板28によって発泡体Wを支持板22の上面との間に保持した状態で可動圧縮板34を圧縮(Z軸)方向に移動し発泡体Wを圧縮する。このとき、前記支持板22の横ズレ防止突条22a、蓋板28の横ズレ防止突条28aによって、発泡体Wが圧縮(Z軸)方向と直交する横(X軸)方向に変位しないので、発泡体Wの圧縮動作を適正に行うことができ、ドリル47により形成された弾性発泡体Wの挿通孔の真直度及び形成位置の加工精度を向上することができる。
(もっと読む)
高圧力液体切断機・穿孔機
【課題】ノズルの寿命を縮める研磨剤を使用しないで、高圧力の圧縮機を使用することにより電力・エネルギを多量に消費することなく、切断能力に優れた切断機及び穿孔機を提供する。
【解決手段】
一般の高圧電源装置によりパルス発生装置を経由して、正・負の電極より発生する高圧電流インパルスにて、液体を高圧力にするとともに流れを加速させ、その液体の流れで材料を切断する固定及び移動可能な切断機及び穿孔機。
(もっと読む)
1 - 20 / 33
[ Back to top ]