
Fターム[3C063BB01]の内容
Fターム[3C063BB01]の下位に属するFターム
Fターム[3C063BB01]に分類される特許
21 - 40 / 170
固定砥粒ワイヤ
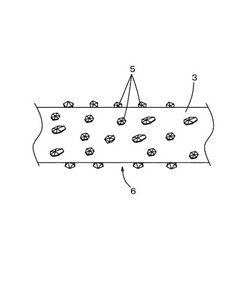
【課題】固定砥粒ワイヤに広く使用されているダイヤモンド砥粒に代えて、使用する砥粒の硬度を加工物の硬度と見合った低コストのものとすることでコストを低減すると共に切断時の加工物と砥粒との硬度適合性を向上させて、切断性能を向上する。また、ワイヤからの砥粒の脱落が少ない固定砥粒ワイヤを提供する。
【解決手段】ピアノ線等からなるワイヤ3の表面に超硬材(タングステンカーバイド)からなる超硬粒子5を電着メッキで固定した固定砥粒ワイヤ6。
(もっと読む)
研磨布用ドレッサー
【課題】従来は達成し得なかった小粒径の砥粒を有するドレッサーを提供することを目的とする。
【解決手段】支持材の上に形成された0.05μm以上40μm未満の厚みを有する層状のDLC(ダイヤモンドライクカーボン)皮膜と、0.1μm以上40μm以下の粒径を有する粒状のDLCとから構成され、層状のDLC皮膜の中に前記粒状のDLCの一部が埋まっている研磨布用ドレッサー。
(もっと読む)
高速研削砥石

【課題】比較的高価でなく、超砥粒でない一般研磨砥粒を用いる工具から超砥粒研削性能を得る方法であり、超高速の接線方向接触速度(すなわち少くとも約125m/sec)で、従来の研磨工具を操作する。
【解決手段】超高速操作速度は、酸化アルミニウム、酸化ケイ素、酸化鉄、酸化モリブデン、酸化バナジウム、酸化タングステン、炭化ケイ素などのビトレアスもしくはレジン結合された粒子から形成されたセグメント8を有するセグメント研削砥石で達成される。研磨材セグメントは、エポキシセメントのような接着剤で工具の中心に結合される。研磨材セグメントは、従来の超砥粒を有するセグメントよりも著しく大きな深さまで製造され得、その結果、長い寿命ならびに高性能を与える。加えて、一般砥石セグメントは、形直し、および目直し、そして複雑な形状の工作物を研削して複雑な輪郭研削をするのが、比較的容易である。
(もっと読む)
研磨シートの製造方法及び研磨シート
【課題】この発明は、研磨表面の凹凸を皆無にして、平滑性を保つとともに、研磨層とベースシートとの定着力を向上させ、かつ研磨の切れを良好にすることを課題としている。
【解決手段】
この発明は、ベースシート上へ、接着剤の水性エマルジョン液を塗布して表面処理し、該ベースシートを予備乾燥した後、本乾燥し、ついで前記ベースシート上へ研磨材と水及びエタノールとを混合してなるエマルジョン液を所定の塗布密度で塗布した後、乾燥することを特徴とした研磨シートの製造方法により上記課題を解決した。
(もっと読む)
ガラス研削方法
【課題】遊離研磨スラリに関連した不都合さを示さないで、短時間の高速ストック除去を提供する。
【解決手段】(a)研磨物品10の研削層とガラスワークピース表面とを接触させるステップであって、研削層が複数の研磨複合材11を含み、複合材11が有機樹脂と、アルカリ金属塩とアルカリ性金属塩およびそれらの組合せから選択された金属塩と、この研磨複合材11全体にわたって均質に分散された単一のダイヤモンド研磨粒子とを含む、ステップと、(b)研磨物品10の研削層とガラスワークピース表面との間に潤滑剤を導入するステップと、(c)研磨物品10の研削層とガラスワークピース表面とを相対移動するステップとを含む、ガラスワークピース表面を研削する方法が開示されている。
(もっと読む)
ワイピングフィルム
【課題】被処理面にスクラッチや繊維かすを発生させず、かつ、異物および余剰油分を除去できる機能を持つワイピングフィルムを提供すること。
【解決手段】柔軟なフィルム状基材と、該基材の一表面上に被覆されたワイピング層とを有するワイピングフィルムにおいて、該ワイピング層が結合剤とその中に分散されたプラスチック製微粒子とを有するワイピングフィルム。
(もっと読む)
グラインダ、前記グラインダを使用した研磨方法、前記研磨方法を使用した表示装置の製造方法、及びこれを使用して製造した表示装置
【課題】本発明はグラインダおよびこれを利用した研磨方法を提供する。
【解決手段】本発明の第1の実施形態にかかるグラインダは、研磨面を形成する研磨部および前記研磨部を回転させるために前記研磨部と連結されたシャフトを含む。また、前記研磨部はリペア剤と研磨剤を混合した混合物およびポリウレタンを含み、前記シャフトの回転軸に垂直な面と前記研磨面とがなす角度αは、1°≦α≦7°を満たす。
(もっと読む)
研磨清掃物品およびその製造方法
【課題】本発明は、研磨清掃物品、研磨清掃物品を製造する方法、研磨清掃物品で表面を清掃する方法を提供する。
【解決手段】一態様において、研磨清掃物品(100)は、基材(110)と、重量平均分子量200,000未満を有する水溶性バインダー(126)と、水溶性バインダーによって基材に剥離可能に固定された複数の研磨粒子(124)と、を含む。研磨粒子は、溶媒と接触すると基材から剥離する。
(もっと読む)
結合した研磨ホイール
結合した研磨ホイール材は、バインダー内に保持されるセラミックの成形された研磨粒子を含む。セラミックの成形された研磨粒子は、対応する基部と、基部及び上部を接続する複数の側部とによって画定される。隣接する側部は、50マイクロメートル未満の平均曲率半径を有して、対応する側縁部と合流する。 (もっと読む)
サファイア基板の研磨工具
【課題】表面粗さを0.01μm以下に効率よく仕上げることができるサファイア基板の研磨工具を提供する。
【解決手段】光デバイス層が積層されるサファイア基板10を平滑に加工するためのサファイア基板の研磨工具であって、基台46と、基台の下面に装着される研磨パッド47とからなり、研磨パッドはシリカ粒子とゴム粒子を混合した混合物を焼結して形成されている。
(もっと読む)
研磨シートの製造方法及び研磨シート
【課題】この発明は、面ファスナーの裏面へ、研磨層を直接設け、研磨層と面ファスナーとを一体化して研磨層付き面ファスナーを得ることを目的としたものである。
【解決手段】
この発明は、面ファスナーの裏面を表面処理して平面性を向上させた後、前記表面処理した裏面に、微粉研磨材と接着剤と水とを混合して得たエマルジョン液を塗布することを特徴とした研磨シートの製造方法により目的を達成した。
(もっと読む)
砥石
【課題】粗仕上加工で望まれる大きい加工物削除量と最終仕上加工で望まれる細かい面粗さとを共に得ることができる砥石を提供する。
【解決手段】研磨砥粒G0とその研磨砥粒G0を互いに結合する無機質結合剤UNとを備えた砥石10において、無機質結合剤UNは、平均粒子径が3μm以上である第1砥粒G1と平均粒子径が第1砥粒G1の1/4倍以下である第2砥粒G2とから構成されている。また、砥石重量に対する重量割合が、無機質結合剤UNは1wt%乃至4wt%の範囲内であり、第1砥粒G1は50wt%乃至80wt%の範囲内であり、且つ、第2砥粒G2は15wt%乃至45wt%の範囲内である。従って、前述した試験の加工結果から判るように、粗仕上加工で望まれる程度に十分に大きい加工物削除量を確保でき、また、最終仕上加工で望まれる程度に十分に細かい加工物の面粗さを得ることができる。
(もっと読む)
研磨パッド及びこれの製造方法
本開示は、多孔質研磨層を有する研磨パッド、そのようなパッドの製造方法、及び研磨プロセスにおけるそのようなパッドの使用方法に関する。研磨パッドは、対向する第1の面及び第2の面を有する柔軟層と、柔軟層の第1の面上に配置された多孔質研磨層と、を備える。多孔質研磨層は、熱硬化成分と放射性硬化成分とを含む架橋網状組織を含み、放射性硬化成分と熱硬化成分とが、架橋網状組織中で共有結合されている。多孔質研磨層は、架橋網状組織中に分散されたポリマー粒子も含み、ポリマー粒子は、熱可塑性ポリマー類又は熱硬化性ポリマー類の少なくとも1つを含む。多孔質研磨層は、典型的には、架橋網状組織中に分散された独立気泡孔も含む。 (もっと読む)
研磨体およびその製造方法
【課題】CMP法の研磨加工に用いられる研磨体(LHAパッド)であって、内部に有する気孔により被研磨物に対し適度な圧縮弾性を発揮する研磨体を提供する。
【解決手段】研磨体10は、研磨粒子14を内包した複数の連通気孔16と、その連通気孔16と母材樹脂12とによって相互に隔てられ一の断面における断面積がその連通気孔16よりも大きい複数の大型気孔11とを、母材樹脂12中に備えるものであるので、大型気孔11により被研磨体に対し適度な圧縮弾性を発揮することができ、そのため、上記大型気孔11を備えず硬度の高い従来のLHAパッドと比較して、研磨加工の際に、被研磨体における未研磨箇所の発生やスクラッチ発生等を低減することが可能である。
(もっと読む)
電着式固定砥粒ワイヤーおよびこれを用いた結晶スライス方法
【課題】半導体結晶等、特に硬脆性のGa含有窒化物結晶などの半導体結晶等をスライスする際の加工ダメージを低減させる手法を提供すること。
【解決手段】先ず、マルチワイヤーソー(1)で結晶をスライスするため、GaN結晶(100)とツルーイング用砥石(20)を接着させたカーボン台座(200)が固定されている金属台座(400)を切削装置内にセットする。続いて、ワイヤー(10)を揺動させ、板状のGaN結晶(100)の切削時の揺動角度を決定し、ワイヤー(10)の揺動を繰り返しながら該ワイヤー(10)をGaN結晶(100)の端部から中心部に向かう方向に走行させ、かつ、金属台座(400)を昇降モータで上昇させることにより、切削が進行する。
(もっと読む)
融解されたアルミナ−ジルコニアグリット
本発明は、重量百分率で以下の化学組成:ZrO2+HfO2:38.0〜46.0%、Al2O3:全体を100%にする量、SiO2:0.20〜0.60%、Y2O3:0.45〜0.70%、TiO2:1.00〜2.00%、酸化物の形で表わされた他の元素:<1.00%を有し、Y2O3/SiO2の比は0.80〜2.00であり、かつ正方晶系の相はジルコニアの質量の60〜90%であり、残りは単斜晶系の形である、融解グリット。 (もっと読む)
電鋳ブレード
【課題】砥粒の粒径を大きくすることにより反りや剛性不足の問題を解消し、焼成前のセラミックスやガラエポ基板など、切断速度が速く、切り屑を多く排出する材料を切断加工する場合においても、十分な切断性能を確保でき、しかも、刃痩せが生じない電鋳ブレードを提供する。
【解決手段】砥粒がめっき層によって固定された砥石部を備えた電鋳ブレードにおいて、ブレードの厚み寸法とほぼ同じ粒径の砥粒を、砥粒間距離が0.5〜3mmの範囲でブレード外径方向に二次元的規則性を有して配置することにより、チップポケットを大きくして切り屑を容易に排出できる構造とし、また砥粒の粒径を大きくすることでの耐摩耗性改善により高速切断下でのブレードの刃痩せ抑制を可能にした。
(もっと読む)
研磨パッド及び半導体ウェーハを研磨する方法
【課題】従来技術により研磨された半導体ウェーハに見られる、エッジ領域におけるその厚さの不所望な減少(エッジロールオフ)をなくす。
【解決手段】第1の工程において半導体ウェーハの裏面を0.1〜1.0μmの粒径の固定砥粒を有する研磨パッドによって、及び固体材料を含まず、少なくとも11.8のpH値を有する研磨剤の供給下で研磨し、且つ第2の工程において該半導体ウェーハの前面を研磨し、その際、11.8未満のpH値を有する研磨剤を供給する、半導体ウェーハを研磨する方法によって解決される。
(もっと読む)
半導体ウェハの両面研磨方法
【課題】当該技術分野で公知の仕上げのCMP研磨の前の両面研磨法は、エッジ形状およびナノトポグラフィーの将来的な要求を満たさず、且つ基板直径450mmを有するウェハの加工に適していない。
【解決手段】第一の工程において固定された砥粒を有する研磨パッドを使用して半導体ウェハの前面を研磨し、且つ同時に砥粒を含有しない研磨パッドを用いて半導体ウェハの裏面を研磨するが、その間に砥粒を含有する研磨剤を研磨パッドと半導体ウェハの裏面との間に導入し、引き続き半導体ウェハを反転させ、その後、第二の工程において固定された砥粒を含有する研磨パッドを用いて半導体ウェハの裏面を研磨し、且つ同時に固定された砥粒を含有しない研磨パッドを用いて半導体ウェハの前面を研磨し、砥粒を含有する研磨剤を研磨パッドと半導体ウェハの前面との間に導入することを含む、半導体ウェハの両面研磨方法によって解決される。
(もっと読む)
研磨フィルム及びこれを用いた研磨方法
【課題】スクラッチの発生を抑えた、平滑性の高い仕上げ研磨が可能となる研磨フィルム及びこれを使用した研磨方法の提供。
【解決手段】研磨フィルム10aの基材である基材フィルム11と、基材フィルム11上に形成された研磨層15aとを備え、研磨層15aは、研磨粒子12と、研磨粒子12を固着するバインダー樹脂14とを含んで成り、バインダー樹脂14が、水溶性のバインダー樹脂14であることを特徴とする研磨フィルム及びこれを使用した研磨方法。
(もっと読む)
21 - 40 / 170
[ Back to top ]