
Fターム[3C063BB02]の内容
Fターム[3C063BB02]に分類される特許
161 - 180 / 796
光ファイバ先端加工装置、同方法及び研磨部材
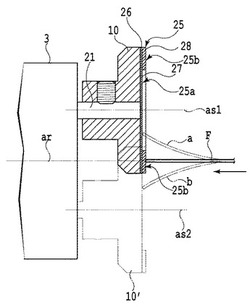
【課題】単心光ファイバの前端面の損傷を抑制することができる新規な手段を提供する。
【解決手段】研磨部材25が、研磨作用を行う研磨部25aと、研磨作用を行わない保護部25bとを備える。駆動機構により、光ファイバFの先端が研磨部材の保護部25bに当接した状態で、光ファイバFが弾性的に変形させられ、その後、光ファイバFの先端の軸心が研磨部25aの表面と垂直でない状態で、光ファイバFの先端が研磨部25aに当接させられる。したがって、光ファイバFの前端面と研磨部25aとの当接が抑制され、前端面の損傷のおそれを抑制できる。
(もっと読む)
搬送機構

【課題】研削の際に高速回転されるホイールマウント及び研削ホイールの結合部から研削液が漏出することなく、そしてまた結合部の腐食が回避される研削装置を供給する。
【解決手段】回転スピンドル32と、ホイールマウント34と、基台40と、砥石42から構成されホイールマウント34の下面34bに装着される研削ホイール36とを含む研削手段を備える。ホイールマウント34の下面外周部には、研削ホイール36の基台40の上面44aが当接される上面被装着面と基台40の内周面44cが嵌合される内周面被装着面とが形成されている。ホイールマウント34には砥石42に研削液を供給する研削液供給路58が形成され、研削液供給路58から流出した研削液を砥石42に導く研削液案内路48を規定するための円環形状の研削液案内路規定部材50が、ホイールマウント34の下面34bで且つ内周面被装着面の内周側に配設されている。
(もっと読む)
研磨工具
【課題】
パッド表面を平坦化する工具において、カットレート及び平坦度の向上を同時に達成可能にすること。
【解決手段】
円形面上に複数個の研磨単位を配設した回転研磨工具において、該円形面内の円周上に、被加工材に食い込んで切り込みを行う超砥粒で構成される研磨単位群を含有する1乃至複数個の区画から成る切り込み部と、該切り込み部の切り込みによって解された被加工材を削り取る研磨単位群を含有する1乃至複数個の区画からなる均し部とを設ける。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】本発明は、最大板厚偏差に優れるガラス基板を研削するガラス基板の研削方法と、該研削方法を用いた工程を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、ガラス基板を研削する前の両面研削装置の上定盤の研削面と下定盤の研削面の形状を、内周端における上定盤の研削面と下定盤の研削面との差をDinとし、外周端における上定盤の研削面と下定盤の研削面との差をDoutとしたとき、DoutからDinを引いたΔD(=Dout−Din)が−30μm〜+30μmとしたことを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
磁石固定治具、希土類磁石切断加工装置及び切断加工方法
【課題】希土類磁石の切断加工において、加工中及び切断終了直後の被切断物の横ずれを防止し、加工後の加工物の寸法精度を向上させることができる磁石固定治具、並びにこれを備える希土類磁石切断加工装置及び切断加工方法を提供する。
【解決手段】第1保持部11及び第2保持部12の上部が、各々先端部が内側を向いた鉤状に形成されており、希土類磁石を基台部10上に載置し、鉤状部121の先端部を希土類磁石の上部に当接させて、第1保持部11及び第2保持部12の下部を内方に押圧することにより、各々の櫛歯状の鉤状部121が希土類磁石を一方の先端部が他方の先端部より希土類磁石のより高い位置で押圧して基台部10上に固定するように構成されている磁石固定治具。
(もっと読む)
ダイヤモンドブレード及びその製造方法
【課題】チッピングの発生を抑制しつつ細い溝幅でも高精度に加工することができる長寿命のダイヤモンドブレード及びその製造方法を提供する。
【解決手段】環状又は円盤状の金属製の基材と、前記基材の少なくとも外周部に成長させたダイヤモンド粒子群と、を含むダイヤモンドブレード。好ましくは、モリブデン、タンタル、又はモリブデンもしくはタンタルを含む合金で構成された環状又は円盤状の基材にアニールを施して歪みを除去した後、前記アニールを施した基材の少なくとも外周部をダイヤモンド粉末でスクラッチし、前記ダイヤモンド粉末でスクラッチした基材の外周部にダイヤモンド粒子を成長させる。
(もっと読む)
円盤状ガラス基板及び円盤状ガラス基板の製造方法及び磁気記録媒体用ガラス基板
【課題】コアドリルによる加工効率を高めると共に、ガラス素基板の裏面側に発生するチッピングを小さくする。
【解決手段】コアドリル10は、回転軸12と、支持板14と、円筒部16と、研削部18とを有する。また、研削部18の先端部19は、縦断面形状が同一の半径による円弧状に形成されている。そのため、ガラス素基板20の表面に最初に接触する刃先の接触幅がガラス素基板20の表面に対して小さくなっており、コアドリル10を降下するのに連れてガラス素基板20の表面に接触するコアドリル10の刃先の接触幅が徐々に幅広に変化する。ガラス素基板20が載置されるステージ40の上面には、コアドリル10の先端部19が挿入される環状溝42が形成されている。環状溝42は、コアドリル10の先端部19と接触しないように半径方向の溝幅X1がコアドリル10の先端部19のドリル幅Xよりも大きく形成されている(X1>X)。
(もっと読む)
研磨シートの製造方法及び研磨シート
【課題】この発明は、面ファスナーの裏面へ、研磨層を直接設け、研磨層と面ファスナーとを一体化して研磨層付き面ファスナーを得ることを目的としたものである。
【解決手段】
この発明は、面ファスナーの裏面を表面処理して平面性を向上させた後、前記表面処理した裏面に、微粉研磨材と接着剤と水とを混合して得たエマルジョン液を塗布することを特徴とした研磨シートの製造方法により目的を達成した。
(もっと読む)
回転研削工具およびその製造方法
【課題】静音特性に優れ研削時の騒音を抑制することができる、安価な回転研削工具の提供。
【解決手段】金属円盤2の表面の少なくとも一部に、20個/cm2以上の面密度となるようにモース硬度9を超える硬質粒子8を蝋付け接合してなる研削面9を有し、前記金属円盤を支えるホルダーは、その中心部に回転駆動装置の回転軸に取付ける取付部を有し、前記金属円盤と前記ホルダーとを結合してなる静音特性に優れた回転研削工具。
(もっと読む)
電着ワイヤー工具およびその製造方法
【課題】ワイヤーの外周面に電着で固定された複数の超砥粒を有する電着ワイヤー工具のワイヤー自身が幅広い加工液に適切に濡れるようにしたワイヤー工具およびその製造方法の提供。
【解決手段】ワイヤー4の外周面に電着で固定された複数のダイヤモンド砥粒5を有する電着ワイヤー工具1であって、ワイヤー4の表面に面粗度Ra0.05〜1μmの微細な突起構造を有し、ワイヤーの表面に平均粒径0.1〜2μmの金属粒子を有する。
(もっと読む)
ソーワイヤー及びその製造方法
【課題】細線でありながらも高強度化と剛性を高めると共に、疲労破断の抑制並びに耐食性向上による長寿命化を図り得るソーワイヤーとその製造方法を提供する。
【解決手段】金属細線でなる芯材の表面に、被覆材を介して粒子状の切断砥粒を固着した粒子固定型のソーワイヤーであって、前記芯材は、質量%で、C:0.05〜0.15、Si:≦2.0、Mn:≦3.0、Ni:6.0〜9.5、Cr:16.0〜19.0、及びN:0.005〜0.25%を含むと共に、2C+Nを0.17〜0.40%に調整され、残部Fe及び不可避不純物でなるオーステナイト系ステンレス鋼線で構成され、引張強さ(σ):2500〜3500MPaで、かつその引張試験における応力−歪線図の弾性比例域の歪量(E1)と、その破断までの全歪量(E0)との比率α=(E1/E0)×100が45%以上の特性を有するソーワイヤーである。
(もっと読む)
研磨ツール
【課題】 改良されたスーパーアブレイシブツールを製作する。
【解決手段】 柔軟でない壁面と柔軟な壁面との間に規定される圧縮モールド空間を提供する研磨用ツーリング用研磨層を製造するための圧縮モールディング装置で、本発明は研削ホイール等のみならずラップの様な他の形状用に有用な、1つの成形サイクル中に新しい形状の環状又は中空の円柱の形の研磨層を作るのに特に好適であり、そこでは流体圧力で膨張させられた柔軟な壁が、形成されるモールド配合物の表面に対し高度に均一な圧力分布を提供する。環状の形状では、該柔軟な壁は、環状の形状内に配置されたモールディング配合物に対し圧力を半径方向に向けるため使われ、そこでは形成される環状モールド形状の軸方向長さは従来技術の手段により前に得られたよりも多数倍大きくてもよい。
(もっと読む)
研磨工具及びその製造方法
【課題】ガラス質で結合された研磨工具を提供すること。
【解決手段】MCA(微晶質α−アルミナ)砥粒およびビトリアス結合剤を含有する研磨工具であり、焼成後のビトリアス結合剤は、SiO2 最大約45モル%、Al2 O3 最大約15モル%、B2 O3 約24〜35モル%、およびアルカリ金属酸化物約15〜30モル%を含有し、アルカリ金属酸化物は結合剤基準で少くとも5モル%の酸化リチウムを含み、そしてアルカリ金属酸化物に対するB2 O3 モル比が0.8:1〜1.7:1であるように構成する。
(もっと読む)
ワイヤー工具
【課題】本発明は、従来のワイヤー工具の課題を解決し、細線でありながらも高強度化と高弾性化した芯線によって、疲労破断を抑制する捻回特性にも優れる芯線と、熱安定性に優れるCBNの使用によって、硬質かつ難加工性のネオジム合金の金属ブロックに好適するワイヤー工具の提供を目的とする。
【解決手段】 ワイヤーソーの為のワイヤー工具であって、
該ワイヤー工具は、合金製長尺細線を芯線とする外表面に、金属被覆層を介して平均粒子径が15〜60μmの微細砥粒を固着して構成され、
前記芯線は、ヤング率150〜200GPaで引張強さ2500〜3500MPaを有するとともに、
その引張試験の応力−歪線図において、その基準線a、弾性領域の比例線を延長した延長線b、及び引張破断点を通る垂線cで描かれる直角三角形M0に占める、前記応力−歪線図で囲まれた実面積M1の面積率が80〜98%の特性を有する高弾性型の前記合金製長尺細線で構成したことを特徴とするワイヤー工具。
(もっと読む)
薄刃ブレード
【課題】脆性材料に対しても高品位な加工を施すことができる薄刃ブレードを提供する。
【解決手段】Cu−Sn、CoまたはNiをベースとするメタル基材11に、超砥粒21を分散させてなり、メタル基材を軸周りに回転させることにより被切断材を切断加工する薄刃ブレード10であって、メタル基材に、短辺/長辺で表されるアスペクト比が0.9以上の形状を有するガラスフィラー25が混入されている。
(もっと読む)
研削工具の製造方法
【課題】ツルーイングすることなく、砥粒先端を揃えた研削工具を効率良く製作することができる研削工具の製造方法を提供することにある。
【解決手段】ワークを研削加工する研削工具を製造する研削工具の製造方法であって、研削工具の砥粒14を型21の上に配置し、型21に対向すると共に当該型21に対し隙間d1を有して研削工具の台金11を配置し、砥粒14が配置された型21と研削工具の台金11とを無電解めっき液31が貯留されためっき液槽32内に配置し、型21と研削工具の台金11の間の隙間に無電解めっき液31を流し、研削工具の台金11の表面にめっき層13を成長させて、めっき層13により砥粒14を研削工具の台金11に固定した研削工具を製造する。
(もっと読む)
ウエハ研磨装置
【課題】ホイールチップの高さ調節を通じてホイールチップの交換周期を最大化し、ホイールチップの交換回数を最小化するウエハ研磨装置を提供する。
【解決手段】メインモータにより回転するスピンドルシャフト130と、前記スピンドルシャフト130と軸方向に結合されて回転自在なホイールシャンク140と、前記スピンドルシャフト130とギアにより結合されて回転するムービングシャフト160と、前記ムービングシャフト160と結合され、前記ホイールシャンク140に支持されることによってウエハを研磨するように構成配置されるホイールチップ110とを有する。
(もっと読む)
粒子の静電気付着の方法、研磨材グレイン及び物品
粒子の静電気付着を介して物品を作製する方法、研磨グレイン及び物品、並びに塗装表面を修復する方法をここで説明する。研磨グレインは、75マイクロメートル未満の中央一次粒径を有する複数個の研磨材粒子と、分離性の疎水性ナノ粒子とを含む。 (もっと読む)
加工用砥粒、加工具、加工液およびそれらを用いた加工方法
【課題】硬質な被加工材であっても、効率的に加工できる加工用砥粒を提供する。
【解決手段】本発明の加工用砥粒は、ダイヤモンドからなる主粒子と、サイアロン粒子かなる副粒子とを少なくとも混合した混合砥粒からなることを特徴とする。これにより、高価なダイヤモンド粒子の使用量を抑制しつつも、従来よりも遙かに優れた加工性が得られる。
(もっと読む)
センターレス研削法
【課題】はるかに硬いグレードで気孔がより少ない研削工具よりも機械的強度が大きくて研削効率が優れているセンターレス研削工具を提供する。
【解決手段】多孔質の無機結合材によって焼結された複合材を砥粒とし、有機結合材と混合、熱硬化させて砥粒の気孔中に進入させて、全体として多孔な結合構造とした研削工具。
(もっと読む)
161 - 180 / 796
[ Back to top ]