
Fターム[3C063BB02]の内容
Fターム[3C063BB02]に分類される特許
121 - 140 / 796
研削工具およびその製造方法
【課題】ラッピング面のために所望の表面テクスチャを有する研削工具を構築するための装置および関連の方法を提供する。
【解決手段】研削工具は、外表面およびその外表面と交差するキャビティを規定するプラテンを有する。接着剤がキャビティに配置される。研磨材をその近端においてプラテンに対してキャビティにおいて接着剤によって接着することにより、研磨材はその遠端において外表面を越えて延在しラッピング面を規定する。
(もっと読む)
ホーニング砥石

【課題】自動車用エンジンのシリンダ内面などの円形孔の内面に対する油溜まり溝の形成工程及びプラトー面の創出工程を短縮化することができるホーニング砥石を提供する。
【解決手段】ホーニング砥石10は、シリンダ孔14の内面14aに油溜まり溝を形成するための主砥粒15と、主砥粒15より粒径の小さな二次砥粒16と、が混在するレジンボンド砥粒層17を備え、レジンボンド砥粒層17を構成するレジンボンド18のヤング率を18GPa〜30GPaとしている。また、主砥粒15の粒径に対する二次砥粒16の粒径の大小比率が1/8〜3/4であり、主砥粒15の粒径が#200(平均粒径76μm)〜#600(平均粒径30μm)であり、二次砥粒16の含有率が2.5%〜50%(体積比)であり、二次砥粒16の含有率(体積比)が、主砥粒15の含有率(体積比)の1.0倍〜2.5倍である。
(もっと読む)
固定砥粒ソーワイヤの製造方法および固定砥粒ソーワイヤ
【課題】尖端が外方を向くように砥粒を付着させる。
【解決手段】表面に微細な凹部を有する乾燥状態の鋼線3を,電流が通電されているソレノイドコイルの内部空間を走行させながら通過させることによって,表面から垂直な方向を向く漏洩磁束を有するように鋼線3を磁化する。磁化された鋼線3を,ニッケルプレコーティングダイヤモンド砥粒が流動自在に堆積された砥粒流動槽を通過させて上記鋼線3の表面に上記砥粒を磁力によって付着する。砥粒が付着した鋼線3をニッケル水溶液が溜められた浴槽を通過させて電解ニッケルめっきする。固定砥粒ソーワイヤ4が製造される。
(もっと読む)
研削砥石及び研削砥石のドレッシング方法
【課題】
精密研削用の研削砥石において、溝を切削する場合に比べ、製造手間やコストが抑えられ、また、研削砥石の回転方向に対する左右でバランスよく研削することができ、精度の高い研削が可能な研削砥石及び研削砥石のドレッシング方法を提供することにある。
【解決手段】
略台形で板状の砥石シートを、所定間隔をおいて台金に貼付して砥石層を形成し、また、砥石シートの回転方向に対する進入側の角部の粒度が、砥石シートの面部分より粗いことを特徴とする。
(もっと読む)
ブラシ毛用カバー
【課題】本発明は、少なくとも1本の棒状体の周囲を覆うブラシ毛用カバーに関するものである。
【解決手段】発明のブラシ毛用カバーは、少なくとも一本の棒状体の周囲をシート部材によって覆っている。前記シート部材は、前記不織布、ゴム系部材および/または合成樹脂製部材、天然繊維、合成繊維、天然毛の少なくとも一種類を織って作製されたシート部材、あるいは天然または合成革からなるシート部材からなる。前記棒状体は、金属部材、合成樹脂部材、その他ブラシ部材からなり、研磨中に折れても、前記不織布製シート等の内に止まり、作業者に危険を与えない。また、前記不織布等からなるブラシ毛用カバーによって覆われたブラシは、内部の棒状体と、これを囲むカバーとによって、ブラシとしての硬さを被研磨部材の硬さに合わせることができる。
(もっと読む)
研削加工ツール
【課題】管理の負担軽減およびコストの低減が図られる研削加工ツールとする。
【解決手段】複数の砥石419が配設されるとともに研削液供給用のノズル422が形成される基台部40を、砥石419が配設された第1の部位41と、第1の部位41から分離可能でノズル422が形成された第2の部位42とからなる構成とし、消耗する砥石419が配設された第1の部位41のみが消耗品として扱われ、ノズル422が形成されている第2の部位42は交換せずに使用できるものとする。
(もっと読む)
研削機用砥石および研削方法
【課題】被研削物を良好に研削することができる研削機用砥石および研削方法を提供する。
【解決手段】研削機用砥石は、外側から研削液を供給することで被研削物を研削するとともに、回転可能な研削機用砥石であって、表面を有する台金と、台金の表面上に配置された環状の砥石120とを備える。砥石120は複数のスリット122を有し、研削機用砥石を回転させたときに、砥石120の外周の接線X1と複数のスリット122の中心線X2とが交わる回転前方側の角度のそれぞれが鈍角である。
(もっと読む)
切削工具の製造方法
【課題】円形基台の側面外周部に装着され外周縁から突出して形成された電鋳砥粒層からなる環状の切れ刃を、円形基台の回転軸線に対して垂直に形成することができる切削工具の製造方法を提供する。
【解決手段】円形基台の一側面外周部の電鋳砥粒層形成部における少なくとも該環状の切れ刃が形成される切れ刃領域を装着穴の軸線に垂直な面に対して環状の切れ刃の表面および裏面の応力の差によって生ずる撓みを相殺する傾斜面に形成する傾斜面形成工程と、円形基台の電鋳砥粒層形成部に砥粒をメッキで固定した電鋳砥粒層520を形成する電鋳砥粒層形成工程と、電鋳砥粒層が形成された円形基台の切れ刃領域をエッチングして除去し、円形基台の外周縁より電鋳砥粒層からなる環状の切れ刃を突出せしめるエッチング工程とを含む。
(もっと読む)
薄刃ブレード
【課題】加工品位を向上することができるとともに、ブレード自体の寿命を長くすることができる薄刃ブレードを提供する。
【解決手段】金属材料をベースとして、超砥粒を分散させてなるメタル基材11と、メタル基材の外周縁部に形成された切刃13と、を有し、メタル基材が軸周りに回転されるとともに、切刃で被切断材を切断加工する薄刃ブレード10であって、メタル基材に、軸方向に貫通する貫通孔27および軸方向に沿って形成された凹部の少なくともいずれかが放射状または格子状に形成されるとともに、貫通孔または凹部には、メタル基材よりも軟質材料で形成された軟質部材25が配されている。
(もっと読む)
薄刃ブレード
【課題】ブレード自体の強度を確保しつつ、自生発刃作用を有した薄刃ブレードを提供する。
【解決手段】WC−Coをベースとして、加工に寄与するダイヤモンド砥粒21を分散させてなるメタル基材11と、メタル基材の外周縁部に形成された切刃13と、を有し、メタル基材が軸周りに回転されるとともに、切刃で被切断材を切断加工する薄刃ブレード10であって、メタル基材に、少なくとも一部が炭化されたダイヤモンドフィラー25が混入されている。
(もっと読む)
平面ホーニング加工用超砥粒ホイール
【課題】研削液を周方向及び径方向に対し円滑に流通させることにより、砥石部の目詰りや砥粒の研削熱による磨耗や脱粒を抑制して、ワークの良好な加工精度を実現することが可能な平面ホーニング加工用超砥粒ホイールを提供する。
【解決手段】取付孔4を備えた円盤状の基盤2上に、その内周縁2aから外周縁2bに至る筋条の砥石部3が固着されて成る平面ホーニング加工用超砥粒ホイール1において、上記砥石部3を、複数の短冊状の砥石片5同士を、上記基盤2の回転方向に対し鈍角から成る略等しい連接角度θで一列に連接することにより、上記回転方向に凸を成して曲がる弓形形状に形成した。
(もっと読む)
薄刃ブレード
【課題】ブレード自体の強度を確保しつつ、自生発刃作用を有した薄刃ブレードを提供する。
【解決手段】超砥粒21が分散されてなる円形薄板状のメタル基材11と、メタル基材の外周縁部に形成された切刃13と、を有し、メタル基材が軸周りに回転されるとともに、切刃で被切断材を切断加工する薄刃ブレード10であって、メタル基材は、径方向内側に形成された内周部15と、内周部の径方向外側に形成され、切刃が形成された外周部17と、を備え、外周部を構成する外周側ボンド材18が、内周部を構成する内周側ボンド材16よりも低い密度で形成されている。
(もっと読む)
ドリルビット
【課題】
ダイヤモンド砥粒の取付部のボディ形状を改良することにより、ダイヤモンド砥粒が剥離し難いドリルビットを提供する。
【解決手段】
円柱状のボディ2の先端にダイヤモンド砥粒5を溶着するドリルビットであって、ボディ2の先端部の一部分が、先端面に対して軸方向後方に後退する後退面2bとなるように形成し、後退面2bにおいてダイヤモンド砥粒5を先端面よりも多く積層して多層にした。ボディ2には、先端部から軸方向後方に延びるキー溝が形成され、キー溝の先端側開口面の一部又は全部が後退面2bに含まれるような位置関係にした。
(もっと読む)
切断用ブレード
【課題】寸法精度を確保でき、耐摩耗性が高められて、安定した切断加工が可能な切断用ブレードを提供する。
【解決手段】円板状をなし、超砥粒を分散配置した樹脂相を備える基材が、軸回りに回転されるとともに、該基材の外周縁部の刃先で被切断材を切断加工する切断用ブレードであって、前記樹脂相は、エポキシ樹脂−多分岐ポリイミド樹脂硬化物からなることを特徴とする。
(もっと読む)
電着砥石及びその製造方法
【課題】被加工物や加工条件に応じて砥粒密度を任意に制御可能であり、十分な強度と研削能力を有すると共に、切粉等による目詰まりによる寿命低下が抑えられ、コストの面でも優れた電着砥石及びその製造方法を提供する。
【解決手段】砥石台金2と、砥石台金2の砥粒層形成面3に形成された砥粒層6とを有する電着砥石であって、砥粒層6は、砥粒層形成面3に単層状に配置された第一の砥粒4aが、第一の砥粒4aの平均粒径の5〜75%の厚さの第一のめっき層5aによって砥粒層形成面3に固着されてなる第一の砥粒層6aと、第一のめっき層5aから露出する第一の砥粒4aの形成する間隙に単層状に配置された、第一の砥粒4aよりも平均粒径の小さい第二の砥粒4bが、第一の砥粒4aを完全に覆う厚さの第二のめっき層5bによって第一の砥粒層6aに固着されてなる第二の砥粒層6bとを有する電着砥石。
(もっと読む)
切断用ブレード
【課題】寸法精度を確保でき、耐摩耗性が高められて、安定した切断加工が可能な切断用ブレードを提供する。
【解決手段】円板状をなし、超砥粒を分散配置した樹脂相を備える基材が、軸回りに回転されるとともに、該基材の外周縁部の刃先で被切断材を切断加工する切断用ブレードであって、前記樹脂相は、エポキシ樹脂−シリカハイブリッド硬化物からなることを特徴とする。
(もっと読む)
ドリルビット及びドリルビットの製造方法
【課題】 穿孔寿命を改善し、穿孔穴の穴あけ精度を向上させたドリルビット及びその製造方法を実現する。
【解決手段】
円柱状又は円筒状の金属ボディを有するドリルビットの製造方法において、金属ボディの先端を液状のろう材に浸漬して引き出し(31)、塗布されたろう材にダイヤモンド砥粒を付着させ(33)、ダイヤモンド砥粒が付着されたろう材の外周側面と先端面を型に押し付けて整形した後に焼結することにより穿孔刃を製造する(35、36、38)。整形工程においては、穿孔刃を、湾曲凹面状の型にろう材の外周側面を押し付けながら金属ボディを回転させて外周側面を整形し、平面状の型にろう材の先端面を押し付けて先端面を概ね平坦に整形する。
(もっと読む)
砥石の製造方法及び砥粒位置決め治具
【課題】砥粒のすくい面を揃えることができる砥石の製造技術の提供を課題とする。
【解決手段】台19の上面37に、砥粒22が台19の長手方向に向かって並べられる砥石の製造方法は、台19と、複数の砥粒22とを準備する工程と、複数の砥粒22のすくい面42が長手方向に従うようにして、砥粒22を台19の一面に並べる工程と、すくい面42が同一面上に並べられた状態で、めっき層45により砥粒22を台19に接着する工程と、砥粒22に逃げ面46を形成する工程とからなる。
【効果】すくい面42が同一面上に並べられた状態で、めっき層45により砥粒22を台19に接着する。砥粒22は、すくい面42が同一面上に並べられた状態でめっき層45により台に接着される。すくい面42が同一面上に並べられた状態で接着することで、すくい面42が揃えられる。
(もっと読む)
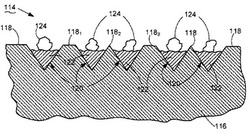
研磨布用ドレッサー
【課題】従来は達成し得なかった小粒径の砥粒を有するドレッサーを提供することを目的とする。
【解決手段】支持材の上に形成された0.05μm以上40μm未満の厚みを有する層状のDLC(ダイヤモンドライクカーボン)皮膜と、0.1μm以上40μm以下の粒径を有する粒状のDLCとから構成され、層状のDLC皮膜の中に前記粒状のDLCの一部が埋まっている研磨布用ドレッサー。
(もっと読む)
研磨シートの製造方法及び研磨シート
【課題】この発明は、研磨表面の凹凸を皆無にして、平滑性を保つとともに、研磨層とベースシートとの定着力を向上させ、かつ研磨の切れを良好にすることを課題としている。
【解決手段】
この発明は、ベースシート上へ、接着剤の水性エマルジョン液を塗布して表面処理し、該ベースシートを予備乾燥した後、本乾燥し、ついで前記ベースシート上へ研磨材と水及びエタノールとを混合してなるエマルジョン液を所定の塗布密度で塗布した後、乾燥することを特徴とした研磨シートの製造方法により上記課題を解決した。
(もっと読む)
121 - 140 / 796
[ Back to top ]