
Fターム[3C063BB23]の内容
Fターム[3C063BB23]の下位に属するFターム
砥粒が一層(極薄層)のもの (50)
繊維集合体内に分散固定されたもの (13)
発泡体中に分散固定されたもの (7)
砥粒の方向付けをしたもの (17)
Fターム[3C063BB23]に分類される特許
1 - 20 / 76
砥石工具及びその製造方法

【課題】高精度で、且つ、効率良く研削することができる砥石工具及びその製造方法を提供する。
【解決手段】グリース23を塗布した分割型31の円弧面31bに先端を接触させることによって先端高さが揃えられた砥粒22を、硬化した熱硬化性樹脂21を介して、台金11の表面11aに固定するようにした。
(もっと読む)
凹部入り砥石の製造方法

【課題】砥石周方向に対して傾斜する傾斜溝又は穴状凹部を焼成前の砥石チップの砥粒層に機械加工又はプレス加工によって低コストで容易に凹設する。
【解決手段】超砥粒と結合剤とを混合した砥粒層の内側に、下地粒子と結合剤とを混合した下地層を重ねて一体的に円弧状にプレス成型して焼成前砥石チップを形成し、該焼成前砥石チップの前記砥粒層に、凹部を設け、該凹部が設けられた焼成前砥石チップを焼成し、該焼成された砥石チップを複数個、前記コアに貼付する。
(もっと読む)
砥石工具及びその製造方法
【課題】偏摩耗を抑制すると共に、高精度で、且つ、効率良く研削することができる砥石工具及びその製造方法を提供する。
【解決手段】台金11の表面11aに点在させたディンプル11b内に、各先端高さが揃えられた砥粒22を、硬化した熱硬化性樹脂21により固定した状態で、表面11a上にめっき層23を形成して、砥粒22を固着させる。
(もっと読む)
硬脆性材料のスライス方法
【課題】ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮可能な硬脆性材料のスライス方法を提供する。
【解決手段】スライス初期では、第1の固定砥粒による硬脆性材料の切断が進行し、これに伴い、電着固定砥粒ワイヤの走行モータの負荷電流が徐々に低下し、電着固定砥粒ワイヤに撓みが生じてくる。しかしながら、第1の固定砥粒の粒度が第2の固定砥粒の粒度に達した時、鋭角な角部を有した未使用の第2の固定砥粒が、硬脆性材料の切断溝の底部に当接し、それ以降、切断溝の底部の主な研削は第2の固定砥粒が引き継ぐ。これにより、走行モータの負荷電流の低下が徐々に回復し、撓みが徐々に減少する。その結果、一定の押し付け速度のままで硬脆性材料をスライス可能となる。よって、ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮できる。
(もっと読む)
ロータリドレッサ
【課題】円周上のダイヤモンド砥粒の個数を揃えることにより、ドレス抵抗を低減させるとともに、偏摩耗を抑制して、ドレッサの形状精度を長期に亘って維持できるロータリドレッサを提供することを目的とする。
【解決手段】軸方向位置の径が異なる円弧部あるいは傾斜部からなる外周面を有するロール11と、ロールの外周面に埋め込まれた多数のダイヤモンド砥粒12とを備え、ロールの外周面のいかなる軸方向位置においてもダイヤモンド砥粒の個数を一定にした。
(もっと読む)
マトリックスからのダイヤ砥粒の突出高さを調節でき、内外径を強固に維持できる表面植込み型ダイヤモンド・ビット
【課題】表面植込み型ビットのダイヤモンドを保持するマトリックス面と、掘削する岩とのクリアランスを大きく取り、穿孔の冷却と切り屑の除去を目的とした冷却水の循環をスペースを確保する。
【解決手段】刃先となるダイヤ砥粒10を保持するマトリックス20を高さ方向に二階建て構造とし、二階層はダイヤ粒子より十分大きい台座で構成させ、マトリックスより突出させた二階層の台座を構築する。製造は含浸法で、グラファイト製のメス型を加工して構成する。二階層部はダイヤの埋め込み孔をグラファイト型にドリル、エンドミルやボールエンドミルで加工成形する。ダイヤを乗せる一段目の台座の中心に、更にダイヤサイズに応じた深さに加工する。
(もっと読む)
研削粒子位置決め装置
【課題】収容装置を交換することなく研削粒子を、互いに異なる少なくとも2種類の配列を自動的に行うことができる、研削粒子位置決め装置を得る。
【解決手段】研削粒子2a〜cを収容装置4に位置決めする装置1であって、収容装置4には、第1研削粒子2aを収容する第1収容開口5a及び第2研削粒子2bを収容する第2収容開口5bを設け、また保持力を発生する保持力発生装置7により研削粒子2a,2bに固定する装置において、第1収容開口5aに第1研削粒子2aを固定する保持力を、第2収容開口5bに第2研削粒子2bを固定する保持力とは独立して調整可能にする。好適には、保持力発生装置は、収容開口5a,5b,5cに保持力を発生する負圧装置7を有する構成とする。
(もっと読む)
研削工具およびその製造方法
【課題】ラッピング面のために所望の表面テクスチャを有する研削工具を構築するための装置および関連の方法を提供する。
【解決手段】研削工具は、外表面およびその外表面と交差するキャビティを規定するプラテンを有する。接着剤がキャビティに配置される。研磨材をその近端においてプラテンに対してキャビティにおいて接着剤によって接着することにより、研磨材はその遠端において外表面を越えて延在しラッピング面を規定する。
(もっと読む)
薄刃ブレード
【課題】加工品位を向上することができるとともに、ブレード自体の寿命を長くすることができる薄刃ブレードを提供する。
【解決手段】金属材料をベースとして、超砥粒を分散させてなるメタル基材11と、メタル基材の外周縁部に形成された切刃13と、を有し、メタル基材が軸周りに回転されるとともに、切刃で被切断材を切断加工する薄刃ブレード10であって、メタル基材に、軸方向に貫通する貫通孔27および軸方向に沿って形成された凹部の少なくともいずれかが放射状または格子状に形成されるとともに、貫通孔または凹部には、メタル基材よりも軟質材料で形成された軟質部材25が配されている。
(もっと読む)
ホ−ニングリ−マとこれを用いた加工装置
【課題】 砥粒が格子状若しくはランダムに植えつけられ砥粒間に十分な間隔が確保されていないと、ホ−ニングリ−マ−で研削した時に出る研削屑がリ−マ−の進行方向に対し外周方向真横に送り出されるので、ミクロ的に見ると研削したダイヤモンドと隣のダイヤモンドとの間に研削屑が蓄積されることが応々にして起こる。
この結果、上記研削屑が邪魔しダイヤモンド砥粒の研削性能を低下させてしまうことは勿論、蓄積した研削屑が研削時、シリンダ−内面等に傷を付けてしまうと言う課題があった。
【解決手段】 円筒形状のリ−マ基材の外周に外径が0.2mm〜1.0mm程度のダイヤモンド若しくはボラゾン砥粒を列間及び段間の隙間寸法が0.1〜2.0mmとなるよう接着シ−ト等を介して列が螺旋状となるように植え付け、それを仮止めした後ロ−付等により該ダイヤモンド若しくはボラゾン砥粒をリ−マ−基材の外周に固定したホ−ニングリ−マとこれを用いた加工装置である。
(もっと読む)
固定砥粒ワイヤーソー及びその製造方法
【課題】高い砥粒の保持力を維持しつつ、切屑の排出性も高く、しかも高張力での長時間の切断が可能な固定砥粒ワイヤーソーを提供する。
【解決手段】導電性を有する単線のワイヤー2の外周面に、有機接着剤により螺旋状の接着剤層5を形成し、この接着剤層5に砥粒4を付着させることにより該砥粒4をワイヤー2の外周面に一次固着すると共に、その上からさらに電着による金属メッキ層6で二次固着することにより、上記ワイヤー2の外周面に砥粒層3を螺旋状に形成する。
(もっと読む)
平面研削盤用ブロックドレッサ
【課題】寿命が長く、安価で、ドレッシングのための特別な段取を必要とせず、かつドレッシング時の抵抗の少ない平面研削盤用のブロックドレッサを提供する。
【解決手段】
平面研削盤2の研削テーブル4上に固定され、ドレッシング平面10aに設けられた砥粒層12を砥石車16の円周上の研削面16aに当接させるとともに、砥石車に対して該砥石車16の回転軸14に直角な方向に相対移動させて、砥石車16の研削面16aをドレッシングするブロックドレッサ10において、砥粒層12は、ドレッシング平面10a上に砥石車の回転軸14に対して傾斜して延在する帯状に少なくとも1条ベース部材10cに形成され、前記帯状の砥粒層12の前記回転軸線方向の幅12wは、砥石車16の幅16wより小さく形成されること。
(もっと読む)
回転研削工具およびその製造方法
【課題】静音特性に優れ研削時の騒音を抑制することができる、安価な回転研削工具の提供。
【解決手段】金属円盤2の表面の少なくとも一部に、20個/cm2以上の面密度となるようにモース硬度9を超える硬質粒子8を蝋付け接合してなる研削面9を有し、前記金属円盤を支えるホルダーは、その中心部に回転駆動装置の回転軸に取付ける取付部を有し、前記金属円盤と前記ホルダーとを結合してなる静音特性に優れた回転研削工具。
(もっと読む)
細長い物体に結合された研磨粒子を包含する研磨物品及び該研磨物品を形成する方法
研磨物品が、細長い物体と、金属を包含し、細長い物体の表面の上を覆う結合層と、ポリマー材料を包含し、結合層の上を覆うコーティング層とを包含する。研磨物品はさらに、結合層及びコーティング層内に含有された研磨砥粒を包含し、結合層が、研磨砥粒の平均グリットサイズの少なくとも約40%の平均厚(tbl)を有する。 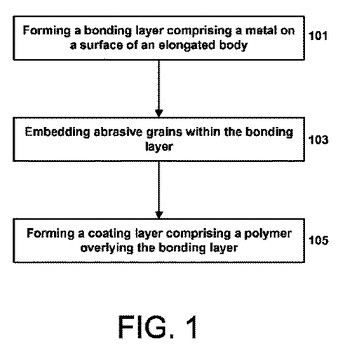 (もっと読む)
(もっと読む)
細長い物体に結合させた研磨粒子を含む研磨物品
細長い物体と、細長い物体の表面上を覆う結合層と、約0.02ct/mと約0.30ct/mの間の範囲内の平均砥粒集中度で結合層内に含まれる砥粒とを含む研磨物品。  (もっと読む)
(もっと読む)
電鋳ブレード
【課題】砥粒の粒径を大きくすることにより反りや剛性不足の問題を解消し、焼成前のセラミックスやガラエポ基板など、切断速度が速く、切り屑を多く排出する材料を切断加工する場合においても、十分な切断性能を確保でき、しかも、刃痩せが生じない電鋳ブレードを提供する。
【解決手段】砥粒がめっき層によって固定された砥石部を備えた電鋳ブレードにおいて、ブレードの厚み寸法とほぼ同じ粒径の砥粒を、砥粒間距離が0.5〜3mmの範囲でブレード外径方向に二次元的規則性を有して配置することにより、チップポケットを大きくして切り屑を容易に排出できる構造とし、また砥粒の粒径を大きくすることでの耐摩耗性改善により高速切断下でのブレードの刃痩せ抑制を可能にした。
(もっと読む)
ドレッサ
【課題】切れ味が優れ、寿命が長く、仕上げ精度も良好なドレッサを提供する。
【解決手段】単結晶構造で四角柱形状のダイヤモンド砥粒15と、多結晶構造で四角柱形状のダイヤモンド砥粒16とを含む砥粒層12を備えたドレッサ10において、砥粒層12内のトラバース方向Tの始端側12sに設定した仮想基準面F1に軸心16tと平行な端面部16aを揃えた状態で多結晶構造のダイヤモンド砥粒16を配列し、始端側12sよりも終端側12e寄りの位置に設定した仮想基準面F2に軸心15tと平行な端面部15aを揃えた状態で単結晶構造のダイヤモンド砥粒15を配列している。砥粒層表面12aに、ダイヤモンド砥粒15,16の軸心15t,16tとの交差面15f,16fが露出している。交差面15f,16fはいずれも正方形であり、交差面15fの辺15sの長さより交差面16fの辺16sの長さの方が大である。
(もっと読む)
研削工具
【課題】振動並びに騒音を一様に低減することが出来、かつ軽量化も図ることが出来、しかも鉄材を研削したとき火花の発生を抑えることが出来る画期的な研削工具を提供する。
【解決手段】表面に砥粒が固着された円盤状の台金1の裏面に、台金とは異なる材料からなりかつ比重が台金の比重の1/2以下とされた低弾性振動減衰材2が接着または焼付けによって取り付けられている。台金は直径と厚みとの比率が100以上とされている。また、台金の表面には、所定領域に砥粒を固着された複数の砥粒群3が互いに0.2〜10mmの間隔をあけて配置されている。
(もっと読む)
ダイヤモンドドレッサの製造方法
【課題】短時間でダイヤモンド粒を均一に突出させることができるダイヤモンドドレッサの製造方法を提供する。
【解決手段】母型21の内周壁21aに接着剤22を塗布し、母型の内周壁にダイヤモンド粒13を円周方向および軸方向に間隔を有して配置するとともに、これらダイヤモンド粒の各間にダイヤモンド粒よりも粒径の小さなビーズ23を配置し、母型の内周壁と芯金24との空間部に金属粉末25を充填するとともに、溶浸材26をセットし、しかる後、金属粉末および溶浸材を加熱して溶浸材を金属粉末の間隙内に溶融浸透させて溶浸材と金属粉末とからなる焼結金属を含むダイヤモンド焼結体11を製作し、次いで、ダイヤモンド焼結体を母型より取り出し、その後、ダイヤモンド焼結体の外周にショットブラスト処理を施すことにより、ビーズを削り取ってダイヤモンド焼結体の外周上にダイヤモンド粒を所定量突出させた。
(もっと読む)
ホーニング加工用工具
【課題】電着砥石における砥粒の取り代量を大きくすることにより、工具長を短くすることができるホーニング加工用工具を提供する。
【解決手段】工具本体12の外周部に設けられる電着砥石13の工具先端側に、粗仕上げ用の前進加工部21を備え、この前進加工部21の超砥粒32を、工具先端側に向かうに従ってその高さが漸次低くなるように傾斜した台金31の表面において、工具軸方向に所定の間隔で、且つ、その突き出し量が同じになるように電着する。
(もっと読む)
1 - 20 / 76
[ Back to top ]