
Fターム[3C063BC03]の内容
研磨体及び研磨工具 (13,968) | 結合材(剤)に関するもの (1,271) | 結合材(剤)の材質 (1,108) | レジノイド (437)
Fターム[3C063BC03]に分類される特許
1 - 20 / 437
電動工具用研削具及び研削砥石の製造方法
鋸刃
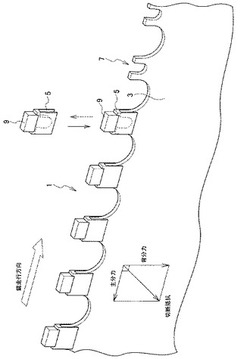
【課題】 高価な高周波加熱装置や超砥粒チップの接合位置を鋸刃基板に合わせるための専用治具等を必要とせず、簡単な工具のみで容易に超砥粒チップを鋸刃基板に着脱可能な超砥粒チップを切れ歯とする鋸刃の提供。
【解決手段】 チップホルダ5に接合された超砥粒チップ9を切れ歯とする鋸刃1にして、前記チップホルダに超砥粒チップ接合座部を設け、該超砥粒チップ接合座部に下方に突出する走行方向固定部を設けると共に、前記チップホルダの帯幅方向の位置を規定する帯幅位置規定部と、前記鋸刃の鋸刃基板3の両側面に当接係合する取付片とを設け、前記鋸刃基板に前記帯幅位置規定部に当接係合する帯幅位置係合部と、前記走行方向固定部に嵌合する嵌合溝とを設け、前記超砥粒チップ接合座部に超砥粒チップを接合した前記チップホルダを前記鋸刃基板に着脱可能に設けたことを特徴とする鋸刃。
(もっと読む)
ダイヤモンドホイール

【課題】高速度研削においても、研削液のキャリィ効果や速やかな切屑排出が得られると共に、研削点つまり接触円弧内への研削液の到達量を多くして十分な冷却効果が得られるダイヤモンドホイールを提供すること。
【解決手段】ダイヤモンドホイール1は、台金2の外周に、ダイヤモンド砥粒とボンド材との焼結からなる砥粒層8が周方向にセグメント状に隙間6をもって配列形成され、これら砥粒層8のセグメントとセグメントの間の上記各隙間6にボンド材の焼結からなるボンド層7A、7B、7C・・・が充填され、研削作用面4が周方向において、砥粒層8とボンド層7A、7B、7C・・・とが交互に配列して連続に形成されている。
(もっと読む)
砥石
【課題】砥石と遊離砥粒とを用いて研削を行うことにより、加工レートと良好な面粗さとを共に得ようとする技術が提案されている。しかし、従来の砥石は砥粒とボンド材とが硬く結合しているため、供給された遊離砥粒を十分に保持することができず、供給される遊離砥粒を加工レートと良好な面粗さの向上に活かすことができなかった。
【解決手段】微粒金属体と、前記微粒金属体の表面に突き刺さって配置される高硬度の微粒石と、微粒石が突き刺さった微粒金属体を分散状態で形状維持するための樹脂とからなる砥石などを提供する。
(もっと読む)
研磨シートの製造方法及び研磨シート
【課題】 この発明は、ベース材と研磨層とが一体質となって弾性かつ柔軟性のある研磨シートを得ることを目的とする。
【解決手段】
硬質粉末20%〜60%に水性エマルジョン20%〜50%及び発泡剤3〜15%を混合してエマルジョンとした混合物を、ベース材の表面又は表裏両面に塗布してシート素材とし、当該シート素材を乾燥した後加熱し、前記発泡剤を発泡させたことを特徴とする研磨シートの製造方法により上記目的を達成した。
(もっと読む)
研磨物品及びその製造方法
【課題】研磨時の磨耗量が十分に少なく、均一な研磨性能が得られる研磨物品、及びその製造方法を提供すること。
【解決手段】 エチレン性不飽和結合及び2つ以上の活性水素官能基を有する多官能化合物、2つ以上のイソシアネート基を有するポリイソシアネート、架橋開始剤、ウレタン化反応阻害剤、発泡剤及び研磨粒子を含む原料成分の混合物から得られる発泡体を備える、研磨物品。
(もっと読む)
レジンワイヤソー処理方法及びレジンワイヤソー処理装置
【課題】使用後のレジンワイヤソーから砥粒やワイヤなどの構成素材を効率良く分離回収することができ、環境負荷も生じ難い、レジンワイヤソー処理技術を提供する。
【解決手段】レジンワイヤソー処理装置10は、使用後のレジンワイヤソー20をその長手方向に走行させる搬送手段である前段ローラ11及び後段ローラ12と、レジンワイヤソー20の走行経路である前段ローラ11と後段ローラ12との中間に回転自在に配置されたプーリ13と、を備えている。矢線A方向に沿って走行してくる使用後のレジンワイヤソー20は、前段ローラ11からプーリ13に掛け渡され、このプーリ13の外周に10周巻き付けられた後、後段ローラ12に掛け渡されている。プーリ13とともに回転するレジンワイヤソー20から剥離された回収物15(レジンR及びダイヤモンド砥粒D)を電気炉にて加熱処理して、レジンRを燃焼除去し、ダイヤモンド砥粒Dを回収する。
(もっと読む)
研磨材
【課題】研磨材の表面に設けた凹凸が繰返周期性を有するが故に発生する被研磨面の筋状の微凹凸が、生じない研磨材を提供する。
【解決手段】本体部1の一面に有する網状凹凸部2が凸条部3と、この凸条部で周囲を囲繞される凹陥部4からなる。凸条部の平面視形状である凸条パターン3Pを、凹陥部に対応する多数の開口領域Aを画成し、二つの分岐点Bの間を延びて開口領域を画成する多数の境界線分Lから形成され、一つの分岐点から延びる境界線分の数の平均値Nが、3.0≦N<4.0であり、且つ、開口領域が一定の繰返周期で並べられている方向が存在しない領域を含んでなるパターンとする。開口領域の形状は、五角形、六角形及び七角形のうち2種以上を含んでいるのが好ましい。本体部を支持体を積層した2層構成でもよい。
(もっと読む)
研磨材
【課題】研磨材の表面に設けた溝が繰返周期性を有するが故に発生する被研磨面の筋状の微凹凸が、生じない研磨材を提供する。
【解決手段】研磨面1に溝2を有し、溝以外の部分が研磨部3を構成する研磨材10として、溝を研磨面の法線nの方向から見たときの溝の平面視パターン2Pが、研磨部に対応する多数の研磨領域Aを画成し、二つの分岐点Bの間を延びて研磨領域を画成する多数の境界線分Lから形成され、一つの分岐点から延びる境界線分の数の平均値Nが、3.0≦N<4.0であり、且つ、研磨領域が一定の繰返周期で並べられている方向が存在しない領域を含んでなるパターンとする。研磨領域の形状は、五角形及び六角形を含んでいるのが好ましい。研磨面を研磨層で構成し、研磨層に本体部を積層した2層構成でもよい。
(もっと読む)
窒素添加サーメットなどの硬質材料の研削加工に適したレジンボンド砥石
【課題】窒素添加サーメットや超硬合金を高い研削比で加工できる砥石を提供する。
【解決手段】砥粒粉の主成分がダイヤモンドとDLCの2種からなり、ダイヤモンドを含む比率が25%〜45%(DLC比率では55%〜75%)である混合砥粒を用いて、研削時に生じる研削熱が過度にならない研削条件を設定することで、優先的に消失するDLCを最適化し、鋭い切れ刃のダイヤモンド砥粒を効率よく露出することになるようにした、ダイヤモンドレジンボンド砥石とする。
(もっと読む)
歯面加工装置及び歯車製造方法
【課題】高硬歯車の面粗さの改善などを目的として加工圧を調節することができる歯面加工装置及び歯車製造方法を提供する。
【解決手段】歯面処置装置10は、はす歯状砥石2と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を移動できる位置調節手段3と、はす歯状砥石2の回転軸Cと被加工歯車Wの回転軸Xとの相対位置を調節して、被加工歯車Wの1つの歯を形成する歯面のうち一方の被加工歯面11のみ、はす歯状砥石2の砥石歯面21に当接させてはす歯状砥石2及び被加工歯車Wを噛み合わせるように位置調節手段3を作動させる相対位置制御部71と、砥石回転手段4を作動させる砥石回転手段制御部72と、回転トルクを所定範囲に調節するように回転トルク制御手段5を作動させるトルク制御手段制御部73と、をもつ制御手段7とを有する。
(もっと読む)
超砥粒ホイールおよびその製造方法
【課題】切り屑の排出をスムーズに行うことが可能な超砥粒ホイールおよびその製造方法を提供することを目的とする。
【解決手段】超砥粒ホイール10は、超砥粒2cを結合材2dにより結合した超砥粒層のみからなる円環板状の超砥粒ホイールであって、超砥粒層は、ワークに接触する作用部2と、作用部2より内側に位置する内周部3とを備え、作用部2は、半径方向に一定の幅を有し、かつ、板厚方向に一定の厚みを有し、内周部3は、作用部2よりも薄い一定の厚みを有する。
(もっと読む)
クリーニング材
【課題】 クリーニング後の面に、深い傷を残すことなく綺麗な表面が得られ、しかも作業中もストレスなく、簡単に洗浄・汚れ落とし作業が行えるクリーニング材を提供する。
【解決手段】 ゴム弾性JIS6253で、30〜70の範囲硬さであって、30〜500ミクロン範囲の粒子径である弾性粒子2と、0.2〜25ミクロン範囲の研磨粒子3aと、を接着剤5に均一分散させたスラリーを作成し、該スラリーを耐水性のある平滑基材4上に一度にコーティングして、弾性粒子の周囲表面上に研磨粒子が存在するクリーニング層1を形成させる。
(もっと読む)
研磨用構造体及びその製造方法
【課題】研磨用構造体には、被研磨物に対する良好な研磨性能を得るため、被研磨物に対する良好な密着性が要求されており、被研磨物に対する良好な密着性を発現し得る研磨用構造体を提供する。
【解決手段】伸張性基材11と、砥粒及びその結合剤を含む立体要素12と、前記伸張性基材11及び前記立体要素12を接合する樹脂層13と、を備える、研磨用構造体。
(もっと読む)
砥石工具及びその製造方法
【課題】高精度で、且つ、効率良く研削することができる砥石工具及びその製造方法を提供する。
【解決手段】グリース23を塗布した分割型31の円弧面31bに先端を接触させることによって先端高さが揃えられた砥粒22を、硬化した熱硬化性樹脂21を介して、台金11の表面11aに固定するようにした。
(もっと読む)
裏当てなしの研磨物品
【課題】改善された表面特性を提供する費用効果の高い工学的設計のされた研磨物品の提供。
【解決手段】研磨物品は突出部の配列を有する研磨層を含む。研磨層は約500ミル以下の厚さを有する。研磨物品は裏当て層なしである。
(もっと読む)
ワイヤ工具及びワイヤ工具製造方法
【課題】切れ味が良く、加工面の面粗さが良好であり、捩れに起因する断線も少ないワイヤ工具を提供する。
【解決手段】ワイヤ工具10は、砥粒12及び無機物質13をレジンボンド14で芯線11の外周面に固着したものであり、無機物質13の材質はシリカ(酸化ケイ素)であり、その形状は、アスペクト比が約300の鱗片形状をなしている。全ての無機物質13はレジンボンド14中に内包されている。砥粒12はダイヤモンド砥粒であり、芯線11はピアノ線である。ワイヤ工具10においては、砥粒12を固着しているレジンボンド14の表面14aと砥粒12の表面12aとの境界Xが、当該砥粒12の先端部12t(芯線11の軸心11cから最も離れた部分)が芯線11の軸心11c寄りの位置に形成され、全ての砥粒12がレジンボンド14の表面14aから広く露出し、鋭く屹立した状態となっている。
(もっと読む)
樹脂製保護層を有するワイヤソー、ワイヤソーを用いた切断方法
【課題】 ワイヤ径を必要以上に大きくすることなく、高い耐久性を有するワイヤソー等を提供する。
【解決手段】 ワイヤソー7は、主に芯線11、樹脂製保護層13、フィラー15、砥粒保持層17、砥粒19等から構成される。芯線11は、高純度石英ファイバである。高純度石英ファイバは、例えば気相合成したガラスファイバであり、不純物を含まず、高い抗張力を有する。芯線11としては、5000MPa以上の抗張力を有するものが望ましい。このような芯線11としては、例えば、従来光ファイバとして使用されるガラスファイバを用いることができる。芯線11の外周には、フィラー15を含有した樹脂製保護層13が設けられる。樹脂製保護層13は、芯線11を保護するためのものである。樹脂製保護層13は、後述する砥粒19と芯線11との接触を防止し、砥粒19との接触による芯線11の破断を防止することができる。
(もっと読む)
切断ブレード
【課題】製品の加工品位を十分に確保でき、かつ、工具寿命の延長が期待できる切断ブレードを提供する。
【解決手段】円形薄板状をなす基材2と、前記基材2の外周縁部に形成された切れ刃3と、前記基材2内に分散された砥粒4と、を備える切断ブレード1であって、前記基材2は、レジンボンドからなり、前記基材2の厚さ方向の外側には、該基材2より硬度が高い高硬度層6が形成されていることを特徴とする。
(もっと読む)
切断ブレード
【課題】製品の加工品位を十分に確保しつつ、生産性を向上でき、かつ、工具寿命の延長が期待できる切断ブレードを提供する。
【解決手段】円形薄板状をなす基材2と、前記基材2の外周縁部に形成された切れ刃3と、前記基材2内に分散された砥粒4と、を備える切断ブレード1であって、前記基材2は、レジンボンドからなり、前記基材2の厚さ方向の外側には、該基材2より硬度が高い高硬度層6が形成され、前記高硬度層6の厚さ方向の外側には、該高硬度層6より静摩擦係数が小さい滑り層8が形成されていることを特徴とする。
(もっと読む)
1 - 20 / 437
[ Back to top ]