
Fターム[3C100AA22]の内容
Fターム[3C100AA22]の下位に属するFターム
Fターム[3C100AA22]に分類される特許
1 - 20 / 220
スケジューリング方法およびスケジューリングシステム
処理装置群コントローラ、生産処理システム、処理装置群制御方法、及びプログラム
【課題】被処理体を処理する複数の処理装置に付随する設備のレディ状態/アイドル状態の切り替えを適切に行い、設備におけるエネルギー消費量を削減する。
【解決手段】処理装置群コントローラ1は、被処理体を処理するそれぞれ設備が付随した複数の処理装置のメンテナンス時期の情報を含む稼働予定と、前記複数の処理装置への被処理体の搬入及び搬出のタイミングの情報を含む搬送計画とを記憶する記憶部12と、前記搬送計画と、各処理装置の前記稼働予定とを比較し、各処理装置について、メンテナンス前の最後の処理を特定し、特定した処理の終了タイミングを検出する検出部102と、各処理装置に対して、前記終了タイミングで、付随している設備とともにアイドル状態に切り替わるように指示する指示部103と、を備える。
(もっと読む)
生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラム

【課題】設備を複数の処理装置で共用して、エネルギーを削減することが可能な生産処理システム、生産処理の制御装置、生産処理の制御方法、及び、生産処理の制御プログラムを提供する。
【解決手段】生産処理システムは、生産管理用ホストコンピュータ1と、群コントローラ2と、共用コントローラ3と、複数の処理装置41を含む処理装置群4と、各処理装置41に共用される1または複数の設備51を含む共用設備群5と、搬送システム6とを備えている。処理装置41からの使用情報のみに基づいて処理装置41及び設備51を制御するのではなく、予め取得した使用計画を利用する。そのため、効率よく共用設備群5内の設備51を共用でき、結果として、消費エネルギーを低減できる。
(もっと読む)
搬送システムおよびその制御方法
【課題】各生産装置の稼働率が低下することを抑制することができると共にリードタイムの増加を抑制することができる搬送システムおよびその制御方法を提供する。
【解決手段】複数の生産装置それぞれに対する保管庫に収容されている合計カセット数を示す保管庫データを作成し、保管庫データに基づいて合計カセット数が閾値以上である場合には当該カセットを処理する生産装置を特定装置とする特定装置データを作成する。そして、特定装置データに基づいて搬送元移載箇所または搬送先移載箇所が特定装置である搬送指示の優先度を高いものに変更し、搬送元エリアに搬送指示が割付けられていない搬送台車がなく、選択した搬送指示の優先度が搬送指示変更部で高いものに変更され、かつ搬送元エリアに搬送指示が割付けられているがカセットを搭載せずに搬送元エリアを搬送している搬送台車がある場合、当該搬送台車に改めて選択した搬送指示を割付ける特別割付けを行う。
(もっと読む)
製造システム
【課題】製品の製造時間の増大が抑制された製造システムを提供する。
【解決手段】複数の製造設備(30)及び管理部(10)を有する製造システムであって、第1製造工程の終了から、第2製造工程の実施までの間には、制限時間があり、製造設備(30)は、製造工程を実施する製造部(31)、該製造部(31)のメンテナンス情報を記録する記録部(32)、及び、管理部(10)と通信する通信部(33)を有し、管理部(10)は、第2製造工程を行う製造設備(30)の通信部(33)からメンテナンス情報を受け取ると、第2製造工程を行う製造設備(30)のメンテナンス実施期間を算出し、当初、メンテナンス実施期間にて第2製造工程の実施予定であった製品の製造スケジュールを、第2製造工程を実施する製造設備(30)のメンテナンスの終了後から制限時間内に、第2製造工程が実施されるように変更する。
(もっと読む)
出荷管理システム
【課題】同一品種の複数の受注間で製品の融通を可能とし、必要に応じて出荷前に受注数量と一致させるための分割処理を施すことにより、受注数量を超える余分な出荷を防止することを可能とする出荷管理システムを提供する。
【解決手段】長尺フィルムを巻き取ったロールを収納する製品倉庫を管理するストッカ管理システムと連動して、長尺フィルムを出荷する出荷管理システムであって、
フィルムの受注情報を示す受注情報データベースと、工程情報を示す工程パターンデータと、生産実績データベースと、良品率データベースと、出荷情報データベースと、受注数量に対して生産された製品数量が足りない場合に、複数の受注間でしかも同一品種のロール間で製品数量を融通して受注数量を満たすプログラムを有する演算手段と、ロールを分割する場合に用いる分割装置と、を備えたことを特徴とする出荷管理システム。
(もっと読む)
作業優先順序設定方法及び作業優先順序設定装置
【課題】手直し補修のために製造ラインから降ろされた補修対象品の、遅れ時間の影響の度合いを考慮して、補修作業の優先順序を設定する。
【解決手段】ライン復帰見込み時刻E(k)と、当初の生産進捗計画時刻D(k)との差である、在庫車両のライン復帰時の遅れ見込時間F(k)が大きい順に、補修待ちの補修対象車両に対する、補修作業優先順序を設定する(S7)。この際、補修着手見込み時刻(i)と各補修対象車両の補修作業リードタイム(ii)とから、補修対象車両に対する補修作業優先順序の設定又は更新時における、各補修待ちの補修対象車両のライン復帰見込み時刻E(k)を、適切に把握する。そして、単に下車時間の順序にとらわれず、大幅な遅れ時間の発生が見込まれる補修対象車両の作業優先順序を高めるように、作業優先順序を設定する(S702〜S712)。
(もっと読む)
作業進捗管理システム
【課題】並行して加工する他の工程の状況を加味して、各工程で加工される部品の優先度を付けるようにした作業進捗管理システムを得る。
【解決手段】作業単位・作業経路分析部11により、製品を構成する部品について、作業単位ごとに、工程を含む作業経路を分析し、日程計画作成部12により、作業経路ごと及びこの作業経路内の工程ごとに部品の着手日及び完了日を計画し、次いで、進捗管理部14により、各部品の着手日及び完了日に基づいて、作業単位ごと及び作業経路ごとの進捗状況を把握して、進捗管理板として表示する一方、作業優先度見直し部13により、作業単位ごと及び作業経路ごとの進捗状況から、同じ作業単位の他の作業経路と同期するように作業経路内の工程の部品の優先度を変更し、この変更された優先度に基づいて、作業経路ごと及びこの作業経路内の工程ごとに部品の着手日及び完了日を再計画する。
(もっと読む)
ロボットシステム
【課題】一連の作業を複数の作業ロボットに作業分割して実行するロボットシステムで、一部の作業ロボットの一部の作業区分に遅延が発生しても、他の作業ロボットに待ち時間が発生することなく生産性を向上させる。
【解決手段】アームロボット6a〜6dに設けられたロボットコントローラ4a〜4dには、n個の作業区分を割り振る。アームロボット6eに設けられたロボットコントローラ4eには、n個よりも少ないm個の作業区分を割り振る。いずれかのアームロボット6での作業区分の作業で遅延が生じたときは、遅延が生じたアームロボットよりも下流のアームロボットに設けられたロボットコントローラに、未実施となっている作業区分を割り振りし直す再割り振り処理を実行する。再割り振り処理を実行する際には、各ロボットコントローラに割り振られる作業区分の数の上限はn個である。
(もっと読む)
工程管理システム、及び工程管理方法
【課題】作業工程に基づく作業エリアの干渉を可視化する工程管理システム、及び工程管理方法を提供することを目的としている。
【解決手段】入力された作業予定情報に基づき、作業予定情報から作業期間に関する情報を含む作業工程情報及び作業を行う作業エリア情報を抽出し、抽出した作業工程情報と作業エリア情報とをリンクさせてリンク情報を生成するリンク部135と、リンク部がリンクさせたリンク情報に基づき、時刻毎の作業エリアの作業状況に関するエリア情報を生成するエリア情報生成部145と、エリア情報生成部が生成した時刻毎のエリア情報に基づき、作業エリアの時刻毎の輻輳状態を検出し、前記検出した時刻毎の輻輳状態を示す情報を端末装置に出力する輻輳状態検出部155と、を備える。
(もっと読む)
生産効率化装置、生産効率化方法、コンピュータプログラム
【課題】被処理体に対する処理効率を向上させることができる生産効率化装置を提供する。
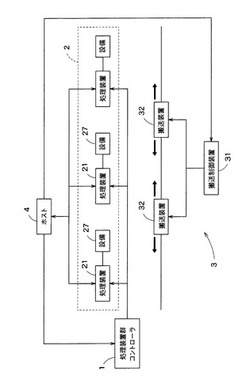
【解決手段】被処理体を処理する複数の処理装置2との間で情報を通信する第1通信手段と、前記複数の処理装置2間で被処理体を搬送する搬送装置32を有する搬送システム3との間で、該搬送装置32の制御に関わる制御情報を通信する第2通信手段と、前記第1通信手段にて通信した情報に基づいて、該情報の通信先の処理装置2が処理済の被処理体に対する搬出および未処理の処理体の搬入を要する搬送時機を予測する手段と、該手段が予測した搬送時機に前記情報の通信先の処理装置2へ前記搬送装置32が到着するように前記搬送システムへの制御情報を生成する生成手段とを生産効率化装置1に備える。
(もっと読む)
電子部品実装装置のライン制御装置
【課題】生産設備のいずれか1つの生産ラインで生産できない電子回路基板であっても、複数の生産ラインを組み合わせて生産することができる場合に、生産ライン投入への前後関係を厳密にチェックしながら生産を行うことができる。
【解決手段】電子部品実装装置のライン制御装置において、各生産ライン中で最も始めの電子部品実装装置の入側に設けられた、搬入する電子回路基板をそれぞれ識別するための識別子を読み取る手段と、読み取られた識別子情報に基づいて、前記電子回路基板の各生産ラインへの投入順序を含む生産履歴情報を保存する手段と、前記識別子により識別された今回の電子回路基板の当該生産ラインへの投入順序が、生産条件で設定された当該生産ラインへの投入順序と一致しているかどうかをチェックする手段と、を備える。
(もっと読む)
生産枚数情報生成方法および生産枚数情報生成装置
【課題】2つの搬送レーンを有する実装ラインにおける、段取り替えによる生産効率の低下を抑制するための生産枚数情報生成方法を提供すること。
【解決手段】複数の第一実装ユニットそれぞれの、部品実装の対象の基板が第一基板から第二基板に切り替わる場合の段取り時間のうちの最大の段取り時間である第一最大時間を取得する最大段取り時間取得ステップ(S100)と、第一最大時間に対応する第一実装ユニットに対向する第二実装ユニットにおける第一単位生産時間を取得する単位生産時間取得ステップ(S110)と、第一最大時間を第一単位生産時間で除した値を用いて、第一搬送レーンに投入すべき第一基板の枚数である第一生産枚数と、第二搬送レーンに投入すべき第一基板の枚数である第二生産枚数との差分を示す生産枚数情報を生成する生成ステップ(S120)と、生産枚数情報を出力する出力ステップ(S130)とを含む生産枚数情報生成方法。
(もっと読む)
部品実装方法、および、部品実装システム
【課題】実装ラインの稼働効率の低下を抑制しうる効率の良い段取り替えタイミングの報知。
【解決手段】実装ラインにおいて、第一基板201から第二基板202へ切り替わる際に、部品実装装置101の内のいずれか一つである着目装置131を第二基板202が実装できるように段取り替えする時間を取得する段取り時間取得ステップと、着目装置131よりも上流にある部品実装装置101が第二基板202の処理を開始してから着目装置131に到達するまでの時間を取得する到達時間取得ステップと、段取り時間を超える到達時間に対応する部品実装装置101を特定装置132として特定する特定ステップと、特定装置132に第二基板202が搬送される際に、着目装置131の段取り替えの開始情報を報知する報知ステップとを含む。
(もっと読む)
溶鋼鍋の出鋼引当て方法及び溶鋼鍋の出鋼引当て装置
【課題】溶鋼処理に引当てる溶鋼鍋と必要な溶鋼鍋数を把握可能にすること。
【解決手段】演算部13が、出鋼チャージ毎の出鋼終了時刻の情報と、鋳造終了時刻の情報と、当該出鋼チャージについて二次精錬設備においてガス攪拌処理が必要であるか否かの情報と、各溶鋼鍋のガス攪拌処理回数の情報とを含む出鋼計画データに基づいて、前記各出鋼チャージに引当て可能な最終鋳造終了時刻が最も近い溶鋼鍋を引当て、各溶鋼鍋の占有時間の推移を表示出力し、前記各溶鋼鍋の占有時間を変更する入力を受け付けるとともに、当該占有時間変更に起因して出鋼チャージの溶鋼鍋への引当て先を変更する入力を受け付け、当該引当て先変更可否を判断する。
(もっと読む)
基板生産方法および電子部品実装装置
【課題】部品切れ等によって優先レーンでの生産が継続できなくなった場合は、他の生産可能なレーンに生産を切替え、その後、優先レーンでの生産が可能となった場合に、優先レーンに生産復帰する基板生産方法および装置を提供する。
【解決手段】複数の基板搬送レーン17、18のうち先に基板16が投入された基板搬送レーンを優先レーンに設定し、優先レーン上の基板に電子部品を実装し、優先レーン上の基板の生産が継続できなくなった場合には、他の生産可能な基板搬送レーン上の基板に電子部品を実装するように生産するレーンを切替え、その後、優先レーン上の基板の生産が継続できるようになった段階で、優先レーン上の基板に電子部品を実装するように生産復帰させるようにした。
(もっと読む)
部品装着システム、部品装着設定装置、部品装着設定プログラム、及び部品装着方法
【課題】部品装着システム等に係わり、高頻度に生産計画が見直される場合においても、段取作業量が少なく、結果として基板生産量を多くすることができる技術を提供する。
【解決手段】本部品装着システムの部品装着設定処理を行う設定装置3は、部品使用可能性指標(b)を算出する手段(301)、各部品装着装置1の部品供給手段13の領域の生産計画変更対応用エリア(A2)の広さを可変に設定する手段(302)、b値が大きい部品をA2に配置する手段(303)、基板の生産時間が許容値を超えるか否かを比較判定する手段(307)等を有し、b値のデータ(D34)、A2のデータ(D35)等を管理し、上記構成により、上記生産時間の悪化が許容範囲内においてA2へ部品を配置するように生産条件を更新し当該情報を出力する。
(もっと読む)
計画作成表示システム
【課題】計画を実行するために必要な準備作業を行うか否かの判断を支援すること。
【解決手段】紐付け変更予想製品リスト作成装置71が、過去の操業データに基づいて、対象工程が完了した後の製品の中でオーダの紐付け変更が発生する確率が所定の確率以上である製品のリストを作成し、紐付け変更回復方法表示装置72が、紐付け変更予想製品リスト作成装置71によって作成された製品のリストを計画出力装置9に表示し、リストの中から任意に選択された製品に紐付けられているオーダの紐付けが切れた場合にそのオーダの生産計画を挿入可能な時間候補を表示する。
(もっと読む)
生産システム
【課題】生産システムにおいて、安価な機器構成によって生産のサイクルタイム短縮や生産性向上を図る。
【解決手段】本システム1は、作業者MとロボットRとがそれぞれ一連の工程を分担して製品用のワークに対する処理を行うことにより製品を順次生産するシステムであり、作業者Mが分担した各工程に要する時間を計測する工程計測部2と、工程計測部2によって計測された時間に応じて作業者MとロボットRの間の工程分担の割合を変化させる工程制御部3と、を備えている。作業者Mの作業は、工程制御部3によって、作業の完成よりも投入を優先するように促されることにより、作業者Mの分担している作業をロボットRに分担させて、生産性の向上が図られる。
(もっと読む)
作業管理システムおよび作業管理方法
【課題】非定常作業と定常作業を区別して作業管理を行うことが可能な作業管理システムを得ること。
【解決手段】作業者が非定常作業を行っている旨のアラーム情報を取得するアラーム情報取得部1と、作業実績情報を取得する作業実績取得部2と、前記アラーム情報と前記作業実績情報を関連付けた作業管理情報を記録するための作業管理DB3と、設備の稼動実績情報を取得する設備稼働実績取得部4と、製品の作業指示内容の情報を記憶するための工程マスタDB7と、前記作業管理情報、前記稼働実績情報および前記作業指示内容の情報に基づいて、定常作業可能な作業者数に応じた各作業者への作業の割り振りを計算する作業割振計算部8と、前記アラーム情報取得部1、前記作業実績取得部2、および前記設備稼働実績取得部4の情報取得タイミングを制御するデータ取得制御部9と、を備える。
(もっと読む)
1 - 20 / 220
[ Back to top ]