
Fターム[3C100AA34]の内容
Fターム[3C100AA34]に分類される特許
1 - 20 / 185
バッチ処理制御方法およびバッチ処理制御システム
【課題】未到着ロットの当初計画に対する遅れやトラブルがあってもバッチ効率の低下を抑制することのできる、高い生産能力を有したバッチ処理制御方法およびバッチ処理制御システムを提供する。
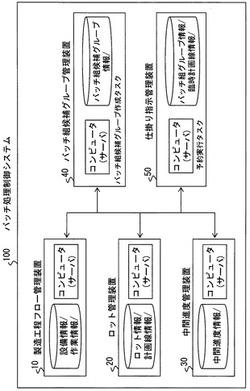
【解決手段】ワークを搭載したキャリアよりなる複数のロットを処理設備でまとめて処理するバッチ処理制御方法およびバッチ処理制御システムであって、バッチ組候補グループ管理装置40において、まとめて処理可能な同じ処理条件のバッチ組候補グループを、処理設備で待ち状態にあるロットと未到着のロットの中から、各ロットに付与されている優先度に従って選択して、所定の時間間隔で繰り返し作成し、仕掛り指示管理装置50が、処理設備が処理可能となった時、最終的に作成されているバッチ組候補グループを基にしたバッチ組グループに、仕掛り指示を行うバッチ処理制御方法およびバッチ処理制御システム100とする。
(もっと読む)
製造システム

【課題】製品の製造時間の増大が抑制された製造システムを提供する。
【解決手段】複数の製造設備(30)及び管理部(10)を有する製造システムであって、第1製造工程の終了から、第2製造工程の実施までの間には、制限時間があり、製造設備(30)は、製造工程を実施する製造部(31)、該製造部(31)のメンテナンス情報を記録する記録部(32)、及び、管理部(10)と通信する通信部(33)を有し、管理部(10)は、第2製造工程を行う製造設備(30)の通信部(33)からメンテナンス情報を受け取ると、第2製造工程を行う製造設備(30)のメンテナンス実施期間を算出し、当初、メンテナンス実施期間にて第2製造工程の実施予定であった製品の製造スケジュールを、第2製造工程を実施する製造設備(30)のメンテナンスの終了後から制限時間内に、第2製造工程が実施されるように変更する。
(もっと読む)
合格率推定装置、合格率推定方法、プログラム
【課題】検査を複数回行う品質管理において、余分に作成される材料等の量を低減できる合格率推定装置を提供すること。
【解決手段】合格率推定装置は、検査対象物をロット毎に第一の検査方法で検査して、検査に合格しなかったロットを前記第一の検査方法とは異なる第二の検査方法で検査した場合に合格する可能性を推定する。今回のロットの計測値を取得する計測値取得手段と、過去のロットの検査項目の過去計測値、及び、再検査合格率を記憶した過去計測値記憶手段DB5、DB4と、規格値に対する今回のロットの計測値の偏差量を計算する偏差値計算部11と、過去計測値の過去偏差量を記憶した過去偏差量記憶手段DB2と、検査項目毎に偏差量に対する過去偏差量の差の大きさを算出する類似度計算部12と、検査項目毎の差が所定値内に入る過去のロットの再検査合格率を読み出し、今回のロットの再検査合格率を推定する再検査合格率推定部14と、を有する。
(もっと読む)
半導体の製造ラインにおける棚管理システムおよび棚管理プログラム
【課題】半導体の製造ラインにおいて、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理を効率的に行える棚管理システムおよび棚管理プログラムを提供する。
【解決手段】ポジション決定手段82がそのロットを格納すべきポジションを決定すると、ポジション予約手段83はそのポジションを「予約中」とする。入庫入力手段62が入庫完了操作を受け付けると、ポジション予約手段83はそのポジション状態を「使用中」とする。
(もっと読む)
生産管理システムおよび生産管理方法
【課題】大量生産される中間製品を入れる容器および中間製品が容器に入れられて大量生産される最終製品を、容器ごとに個別管理できる生産管理システムおよび生産管理方法を提供することを課題とする。
【解決手段】缶容器を生産する容器準備工程P1と、中間製品を缶容器に入れて最終製品を生産する最終製品生産工程P3と、を含み、容器準備工程P1では、個体識別情報を缶容器に付与するとともに、個体識別情報を示す識別情報記号を缶容器に印字し、さらに、缶容器の生産に関する容器生産情報に個体識別情報をリンクした容器個別管理情報を作成する。そして、最終製品生産工程P3では、缶容器を検査して作成する最終製品検査情報に個体識別情報をリンクした最終製品個別管理情報を作成して、容器個別管理情報と最終製品個別管理情報を一元管理する生産管理システムとする。
(もっと読む)
半導体の製造ラインにおける棚管理システムおよび棚管理プログラム
【課題】半導体の製造ラインにおいて、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理を効率的に行える棚管理システムおよび棚管理プログラムを提供する。
【解決手段】信号受信手段81がロット番号を含む加工検査終了信号X2を受信すると、ポジション決定手段82がそのロットを格納すべきポジションを決定する。ポジション予約手段83はそのポジションを「予約中」とする。棚表示手段51および棚表示手段61は、共用棚40と、各ポジションと、ロット番号とを関連付けて表示する。信号受信手段81がロット番号を含む加工検査開始信号X1を受信すると、ポジション解放手段84がポジションを「空き」とする。
(もっと読む)
生産計画作成方法
【課題】経験則による生産計画割り付け候補の出力を行うことで、効率的に生産計画を作成する。
【解決手段】生産計画作成時、生産ラインに割り付ける生産ロットを選択する際に一定のルールと経験則に基づき複数の割り付け候補を作成し出力する。割り付け候補はそれぞれ経験則に基づいた評価結果と計画シミュレーションで予測される評価結果を集計して評価し、選択される可能性が高い順に割り付け候補の出力の並べ換えを行う。選択された割り付け候補は、重みの再評価結果として経験則データベースに学習して次回の割り付け候補作成時に使用する。
(もっと読む)
生産制御システム、ホストコンピュータ、生産制御方法、及び生産制御用プログラム
【課題】工程フローの一定区間で各ロットに「進め」又は「止まれ」と制御し、同区間内でも各ロットに「進め」又は「止まれ」と制御することにより、区間の作業時間が一定になるようコントロールする。
【解決手段】半導体装置の製造工程において、投入から入庫までを一定間隔でいくつかの区間に分割した際のそれぞれの区間内の仕掛量を制御する区間内仕掛制御ゲートを監視する。該それぞれの区間内に設けられた管理工程に対応する管理工程仕掛制御ゲートを監視する。該区間内仕掛制御ゲート及び該管理工程仕掛制御ゲートを用いて、投入から入庫までの工程全体の仕掛を平準化する。
(もっと読む)
生産物流スケジュール作成システム及び生産物流スケジュール作成方法
【課題】膨大な計算量や多くの時間を要することなく、容易、且つ、迅速に全工程に亘る作業スケジュールを作成又は修正すること。
【解決手段】品目処理量計算装置7が、製品が通過する工程及び各工程において製品がまとめられるロットの種別に基づいて製品を複数の品目に分類し、計画作成期間内の各期間における品目毎の処理量を算出し、各管理システムが、計画作成期間内の各期間における品目毎の処理量に基づいて、計画作成期間における各工程の作業スケジュールを作成する。これにより、膨大な計算量や多くの時間を要することなく、容易、且つ、迅速に全工程に亘る作業スケジュールを作成又は修正することができる。
(もっと読む)
生産管理システムおよび生産管理方法
【課題】マニュアル搬送/オフライン装置がある生産ラインで、装置状態をオンライン管理し、装置管理や省人化に向けたナビゲーション機能を低投資で行うことにより、オフライン装置がある生産ラインであっても、生産管理システムによる疑似的なオンライン管理を実現する。
【解決手段】ロットの処理フロー進捗管理機能を有したホスト装置3と、オフライン装置6に付加されている装置稼働状況を点灯で知らせるシグナルタワー信号を読み取って、オフライン装置6の装置状態情報(異常(アラーム)や稼働・非稼働状態情報;装置が空いているかどうかの情報)をホスト装置3に送信する管理パーソナルコンピュータ2とを有しており、ホスト装置3は、オフライン装置6の装置状態情報(異常(アラーム)や稼働・非稼働状態情報;装置が空いているかどうかの情報)に基づいて、各管理パーソナルコンピュータ2にオフライン装置6のロットの作業指示を行う。
(もっと読む)
生産管理システムおよび生産管理方法、制御プログラム、可読記憶媒体
【課題】マニュアル搬送/オフライン装置がある生産ラインで、作業管理および省人化に向けたナビゲーションを行って作業の効率化および作業ミスの防止を実現する。
【解決手段】オフライン装置を含む複数の処理装置のそれぞれに固有のIDが付された各管理パーソナルコンピュータ2と、各管理パーソナルコンピュータ2とそれぞれ情報交換を可能とするホスト装置3と、複数の生産ワーク(複数の生産ロット)に各々固有のIDおよび処理情報(フロー)を付したデータカード(RF−ID)をデータカード付与装置(図示せず)から作業者に付与し、そのデータカードから作業者毎の生産情報を読み取り可能とするカードリーダ4とを有している。
(もっと読む)
製造ロット作成方法および製造ロット作成装置
【課題】製鋼工程における製造ロットを容易に抽出できる製造ロット作成方法および製造ロット作成装置を提供する。
【解決手段】鉄鋼業における製鋼工程の製造ロットを作成する方法であって、ノードをスラブとし、鋼の成分と鋳造サイズに基づいて前記ノード間のリンクを設定してネットワークを構築し、多分解能コミュニティ抽出法に基づいてコミュニティを抽出し、当該コミュニティを製造ロット候補とし、前記製造ロット候補に含まれる複数のスラブを製造ロットに割り付ける。
(もっと読む)
情報処理装置とその処理方法及びプログラム
【課題】生産計画をたてる工程の処理単位に従って、生産計画をたてる際に、ロット工程の前の工程がまとめ工程かを判定することで、納期順に生産計画をたてることができる仕組みを提供すること。
【解決手段】生産工程の各工程に対して、ロット単位で処理するロット工程か、ロットをまとめたまとめ単位で処理する工程かを対応付けて記憶し、受注に関する受注データをロットデータに分割し、所定のまとめ条件に従ってまとめ、生産計画をたてる工程がロット工程かまとめ工程を判定S704し、ロット単位の工程と判定された場合に、当該工程の前の工程がまとめ工程か否かを判定S709し、まとめ工程と判定された場合には、まとめ単位で生産終了するロットから生産計画をたてることなく、納期順に生産計画を立て、まとめ工程でないと判定される場合には、前記工程で生産終了するロット順に生産計画をたてる。
(もっと読む)
二酸化炭素排出量算出装置および二酸化炭素排出量算出方法
【課題】製品の生産時に消費されるエネルギーに関わる二酸化炭素排出量を、設備施設にあわせてさらに精度よく算出することができる二酸化炭素排出量算出装置を提供する。
【解決手段】二酸化炭素排出量算出装置100は、ユーティリティ管理装置200、資材管理装置400、ファシリティ管理装置500、製造実行管理装置300からの各装置に記録管理された各実績から二酸化炭素排出量を計算する排出量算出手段と、該排出量算出手段で算出した二酸化炭素排出量を製品一単位量に配賦する排出量配賦手段とを備え、配賦した二酸化炭素排出量データをロット固有データとして管理し、ユーティリティ管理装置200から滞留部を持つユーティリティ設備に流入する用役の流量および流出する用役の流量のデータを取得し、滞留により用役の生産と使用に時間差が生じる場合を考慮して二酸化炭素排出量原単位を計算する排出量原単位計算手段123を有する。
(もっと読む)
ロットサイズの算出方法および装置
【課題】機種毎の生産量と切替能力に基づき、各機種の最適なロットサイズを算出することを目的とする。
【解決手段】自工程(P1)よりも後の後工程(P2)のPQチャートに基づいてロット境界を決定した初期解を生成(S1)し、この初期解の在庫期間と負荷時間を計算(S2)し、初期解の各ロット境界を小ロット側に移動した探索解候補を生成(S3)し、各探索解候補の平均在庫日数(S4)と負荷時間(S5)に基づいて在庫日数変化率の良い探索解候補を選択(S6)し、選択した探索解候補の負荷時間が上限を超過していない探索解候補のロット境界をPQチャート上で小ロット側へ移動させ、選択した探索解候補の負荷時間が上限を超過している探索解候補のロット境界をPQチャート上で大ロット側へ移動させ(S7)(S8)、探索解候補のロット境界の収束判定をして、自工程(P1)の各機種のロットサイズと決定する(S9)。
(もっと読む)
生産管理システム
【課題】中間製品が容器に入れられた最終製品を、容器ごとに個別管理できる生産管理システムを提供することを課題とする。
【解決手段】缶容器2の個体を識別する個体識別情報が、可視光に対して透明な不可視インクで所定の印字面に印字された缶容器2に、生産単位ごとに統一された製品情報2cが付与される飲料を入れ、可視光に対して不透明な可視インクで製品情報2cを印字面に印字して缶入飲料を生産する生産管理システム1とする。そして、飲料が入った缶容器2を個別検査する缶容器検査装置と、個体識別情報を読み取る個体管理部と、缶容器検査装置が缶容器2を検査して作成する検査情報に個体管理部が当該缶容器2から読み取った個体識別情報をリンクした個別管理情報を作成して保存する検査画像収集システム3と、を備えることを特徴とする。
(もっと読む)
管理システムおよび管理方法
【課題】複数の処理を受けるワークの履歴情報を効率良く管理できる管理システムなどを提供すること。
【解決手段】複数の処理を受けるワークの履歴情報を、ワークの処理単位であるロット毎に管理する管理装置20と、管理装置20に情報を送信する情報処理装置30とを有する管理システム10において、管理装置20は、ワークの履歴情報をロットのIDに対応付けて記憶するデータベース22と、データベース22を管理する管理部24とを有し、情報処理装置30は、ロットの分割を示す分割情報を管理装置20に送信し、管理装置20が、分割情報を情報処理装置30から受信すると、管理部24は、分割前のロットのIDを、分割後の1つのロットのIDとするようにデータベース22を更新する管理システム10を提供する。
(もっと読む)
抜取検査の設計方法
【課題】スキップロットサンプリングに関する仮定が成立しない場合であっても、抜取検査を容易且つ高精度に設計する。
【解決手段】検査工程をスキップする頻度を示すスキップ頻度と、スキップ頻度に基づいて決まる非検査ロットの直前に連続するi(iは2以上の整数)個のロットのうち、少なくともq(qは2以上且つi以下の整数)個のロットが不合格であった場合に次の非検査ロットを検査ロットに変更するというスキップ条件と、を受け付け、スキップ条件を用いて検査工程を実行したと仮定したときの第1合格率を計算し、スキップ頻度及びスキップ条件を用いて検査工程を実行したと仮定したときのロットの総数に対する検査ロットの数の割合である検査率を計算し、製造ラインが停滞しない場合には、スキップ頻度をサンプリングプランとして決定し、製造ラインが停滞する場合には、スキップ頻度を変更し、サンプリングプランとして決定する。
(もっと読む)
ロット搬送制御装置及びロット搬送制御方法
【課題】ポートである中継棚を特定ロット用と通常ロット用に分けて設定することで、製造装置にロスなく確実にロットを供給する。
【解決手段】工程内の特定の製造装置のみで処理を行う特定ロットと、工程内のいずれの製造装置においても処理を行うことができる通常ロットとが混在する生産ラインのロット搬送制御装置であって、搬送装置の仕様情報と製造装置の仕様情報とロットの種類及び位置の情報とを更新しながら管理記憶している基本情報記憶部11と、基本情報記憶部11に記憶されている情報に基づいて、複数のポート70を、通常ロットの専用ポートと特定ロットの専用ポートのいずれかに設定するポート設定決定部12と、バッファ55からの通常ロット及び特定ロットを、ポート設定決定部12によって設定された対応する各専用ポートに搬送先として割り付けるロット搬送先決定部12と、を備えている。
(もっと読む)
生産管理システムおよび生産管理方法
【課題】生産ロットの完成納期を容易に把握でき、その結果を元に流動管理を行うことができ、生産ラインの限界能力の把握や、その結果を活用した能力改善を可能とする生産管理システムを得る。
【解決手段】生産ラインにおける所要の生産ロットの完成納期をシミュレートする生産管理システム10において、生産ラインLから設備情報、生産ロット情報、製造フロー情報を取得する情報取得部100と、これらの情報を多変量解析の数値データーとして取り扱い、求めたい情報を重回帰分析にて数値解析的に算出し、生産ラインの数式モデルを導出するパソコン110とを備えた。
(もっと読む)
1 - 20 / 185
[ Back to top ]