
Fターム[3C100AA36]の内容
Fターム[3C100AA36]に分類される特許
1 - 20 / 143
補充情報出力装置、補充情報出力方法、及びプログラム
【課題】キッティング職場に運搬する回数を少なくできることで生産効率を高め、且つ、キッティング職場における部材の在庫量を少なくできることで、キッティング職場の面積を縮小可能な補充情報出力装置を提供する。
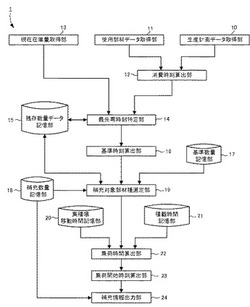
【解決手段】補充対象部材種選定部19は、生産ラインの作業開始時刻・キッティング職場の部材の現在在庫数量・生産ラインで使用される部材の数量等に基づき特定される最先零時刻において、キッティング職場の残存数量が零以下になる部材の種類(以下、最先零部材種)と、最先零部材種以外で最先零時刻から所定時間を遡る時刻における残存数量がそれぞれの基準数量以下になる部材の種類(以下、不足部材種)の少なくとも一部とを、補充対象部材種として選定する。補充情報出力部24は、補充対象部材種の名称及び補充数量を示す補充情報を生成して、該補充情報を出力する。
(もっと読む)
電子メールによる調達情報へのアクセス・システム及び方法

【課題】調達情報システムを提供する。
【解決手段】電子メール・インターフェース102は、通信リンク108を通じて情報要求を受信し、情報要求に関する検索情報を、該通信リンクを通じて転送する。プロセッサ104は、検索情報を決定するために情報要求を処理し、データベース106から検索情報を検索する。プロセッサは、情報要求が受信された時点において出荷のために入手不可能な第1品目についての価格見積もりの要求を情報要求が含んでいる場合、又は、情報要求が不適切又は不確実である場合、検索情報に、情報要求が受信された時点において出荷のために入手可能な第2品目についての価格見積もりを含ませる。
(もっと読む)
フォーキャスト生産管理システム
【課題】部品取引先に対して必要部品情報を公開する情報公開手段を有するとともに、製品の仕様、その納期変更に対応する。
【解決手段】本発明のフォーキャスト生産管理システムSは、製品の受注前に将来に製作する製品とその数の製品情報を製作製品記憶部501に登録する受注前製品情報登録手段16と、製品情報を前記将来の期間より短期の製品情報に展開するとともに展開製品情報記憶部520、G10に登録する展開製品情報登録手段16と、展開した製品情報を修正する予告情報修正手段16と、製品情報の製品を部品レベルに展開した部品個々の必要期限を含む未発注の部品情報を提示する未発注情報提示手段14と、実注文手配済みの部品レベルに展開した部品の部品情報を提示する実注文情報提示手段14と、未発注・実注文情報提示手段14の部品情報を公開する公開手段60、81とを具備する。
(もっと読む)
部品管理装置及び部品管理方法
【課題】生産ラインに対して部品の適切な移動を作業者に指示することで生産性を向上させることが出来る部品管理装置を提供する。
【解決手段】部品管理装置10であって、記憶部130は、複数の生産計画と、生産計画で使用される複数の部品から構成される部品群を識別する系統情報とを含む生産計画情報と、系統情報で識別される部品群に残存する残存部品を示す情報を含むライン過剰部品数情報と、生産計画ごとのプリント基板の生産に使用される使用部品を示す情報を含む部品構成情報とを記憶しており、部品管理装置10は、系統情報が定められている生産計画の実行後のライン過剰部品数情報に含まれる情報で示される系統情報ごとの残存部品と、系統情報が定められていない生産計画である新規計画における部品構成情報に含まれる情報で示される使用部品との共有率を用いて、新規計画での系統情報を決定する系統設定部103を備える。
(もっと読む)
工程進捗管理装置、工程進捗管理方法および工程進捗管理プログラム
【課題】進捗遅れの要因となる部品や工程の把握を容易に実施することができる工程進捗管理装置を得ること。
【解決手段】製品の工程進捗に関する情報を管理する工程進捗管理装置であって、製造手配情報8と工程進捗情報9を保持し、部品識別情報と当該部品の階層と対応付けた情報である階層型製品構成情報7を生成する階層型構成生成部1と、指定された部品を検索対象部品とし、工程進捗情報9および階層型製品構成情報7に基づいて、検索対象部品以下の階層の部品に対応する部品のうち未完了部品に対応する部品識別情報および階層を抽出し、抽出した部品識別情報に対応する情報を製造手配情報8および工程進捗情報9から工程管理情報として抽出する情報抽出部2と、情報抽出部2による抽出結果に基づいて未完了部品の部品識別情報ごとに階層と工程管理情報とを含む部品進捗リスト12を生成するリスト生成部3と、を備える。
(もっと読む)
生産管理装置および生産管理プログラム
【課題】利用者がサプライヤで実施される工程を含めた全体の工程の状況を把握することを可能にすること。
【解決手段】生産管理装置10は、通信部11と、納品される部品に対して実施される工程と、それぞれの工程の所要時間とを対応づけて記憶する記憶部13と、発注された部品の発注日と記憶部13に記憶されている所要時間とに基づいて、発注された部品に対して工程のそれぞれの実施が完了する予定日を算出するとともに、通信部11による通信を介して部品に対して工程のそれぞれを実施するサプライヤから工程の実施状況に関する情報を取得する制御部12とを備える。
(もっと読む)
製造管理装置、製造管理処理方法、プログラム
【課題】過剰なコストの発生を抑制し、自社内の製造設備の稼働率の低下を防ぐことができる製造管理装置を提供する。
【解決手段】製造対象品の構成部品それぞれを製造する製造設備ごとの所定期間内での稼働時間を算出する。また、稼働時間の算出対象となった製造設備のうち、所定期間における最大稼働可能時間を超える稼働時間を算出した振分元の製造設備の製造する構成部品を、最大稼働可能時間を超えない稼働時間と算出された振分先の製造設備の製造する構成部品として振り分ける。そして、振り分け後に算出された稼働時間が、未だ最大稼働可能時間を超える製造設備の製造する構成部品を、外部製造業者に発注する構成部品と決定する。
(もっと読む)
生産計画システム及び生産計画方法
【課題】サプライヤからの納期遅れや品質不適合のトラブルが継続的に発生している状況においても、全体のコストを最小化するような生産計画を立案することのできる生産計画システム及び生産計画方法を提供する。
【解決手段】複数の作業工程を含む生産工程において使用される部品が、標準日程における納期に対して前倒しで調達される際にかかるコストと、前記部品が、前記標準日程における納期に対して遅延して調達される際にかかるコストと、に基づいて、コンピュータが、前記生産工程の全体コストの期待値が最小となるように、部品の納入日を最適化する。
(もっと読む)
異種混在割基板発注数特定装置
【課題】
異種混在割基板の当月及び次月発注数量による適正発注量の算出方法について、適切な算出を実現するためのものである。
【解決手段】
異種混在割基板マスタ(発注品目―在庫管理する子品目の紐付き情報)を作成しておき、所要量計算後の各子品目の所要量に基づき、当月分の必要数を算出し、構成内の子品目の中で最大数量を発注用の親品目の発注数量とする。より詳細には製品の製造における子品目の所定期間の必要量を、製品の製造計画から算出し、算出された前記子品目の必要数および異種混在割基盤マスタに基づき、子品目のうち製品で用いられる数が最大の子品目の必要数を、発注品目の所定期間における必要数として算出する。また、発注費用の削減を図るために、次月の必要数の確定度に基づき、追加可能発注数を算出し、適正な発注数を自動算出できるようにする。
(もっと読む)
部品配膳・組み立てシステム
【課題】組立工場における部品の入荷作業、組立作業、および生産品種切替時の作業の誤り防止するとともに、配膳エリアの削減、作業効率向上を図る。
【解決手段】生産計画システムが作成した生産計画に基づいて製品の組立に使用する部品の組立前の入荷を指示する部品入荷指示システムと、前記部品入荷指示システムの入荷指示に応じて入荷された部品を移動可能な部品配膳台車の予め定められた部品配膳エリアへの配膳を指示し、予め与えられた製品組立指示情報を基に前記部品配膳台車の部品配膳エリアから所定の部品を取り出して部品組立作業を行うように指示する部品組立作業指示システムを備え、前記部品配膳台車には、一台の部品配膳台車で複数の品種の製品を組み立てることができ、且つ、使用する全ての部品配膳台車に収納する部品の全てが所定の作業時間内に製品の組み立てに使用されるように部品を振分けて収納する。
(もっと読む)
連鎖アラームシステム
【課題】製品の製造工程に問題が生じたときにその原因別に経営者に警告を与える。
【解決手段】第一実際値取得部は仕掛品残高、部品発注残高及び部品在庫残高の実績値を取得する。他方、第一計画情報保持部は生産計画に係るデータを保持し、第一適正残高算出部は、そのデータをもとに仕掛品残高、部品発注残高及び部品在庫残高の計画値を算出する。第一警報発信部は、これらの数値の実績値を計画値と比較して乖離を発見したときには、条件に従い、部品納入に遅延がある旨の警報である部品キャパオーバー警報や、部品在庫残高が計画を上回った旨の警報である組立ライン停止警報や、仕掛品残高が計画を上回った旨のその他ライン障害警報を発信する。
(もっと読む)
工具の在庫管理システム
【課題】工具の使用回数のみならず、工具の使用本数をも考慮して、工具の在庫管理をする。
【解決手段】発注リードタイム後の日における工具の使用可能回数が、今日における安全在庫回数を下回ると第1の在庫予想部510から使用回数不足指令S1が出て、第1の発注処理部530から発注指令S3が出力され、また、発注リードタイム後の日における工具の使用可能本数が、今日における安全在庫本数を下回ると第2の在庫予想部520から使用本数不足指令S2が出て、第2の発注処理部540から発注指令S3が出力さる。このため、発注リードタイム後の日における工具の使用可能回数または使用可能本数が、安全在庫回数または安全在庫本数を越えることとなり、工具の使用回数及び使用本数が不足することなく加工をすることができる。
(もっと読む)
管理装置及び管理方法
【課題】在庫の量を適切に保持することを可能とすること。
【解決手段】各製品の生産拠点から販売拠点までの輸送に要する時間を表す輸送手番と、各製品の製造に要する時間を表す製造手番と、販売拠点において将来の所定期間に販売する予定となっている製品数を表す販売計画と、を記憶する記憶部を備えた管理装置が、記憶部に記憶されている販売計画のうち、現時点から輸送手番及び製造手番分の日数後における販売計画を読み出し、読み出した販売計画に基づいて、現時点で生産すべき製品数を表す生産計画を生成する。
(もっと読む)
材料必要量予測装置、材料必要量予測方法、及び材料必要量予測プログラム
【課題】 製品ごとに1以上のサイズで切り出される1以上の種類の材料の必要量を予測する材料必要量予測装置を提供する。
【解決手段】生産実績と製品及び材料寸法データとから、製品の単位数ごとに必要とされる材料の数量であって前記使用割合によって按分された数量である換算係数を算出し、算出した換算係数、及び、販売実績データ、に基づいて、過去販売された製品数だけ製品を製造するのに必要な材料の数量を算出し、前記材料の種類ごとの数量に基づいて、未来の材料の予測必要量を算出する材料必要量予測装置。
(もっと読む)
フォーキャスト管理システム、その制御方法及びそのプログラム
【課題】部品リードタイムを短縮することを可能とする。
【解決手段】本発明に関わるフォーキャスト管理システムSは、完成製品の要求納期を基準に、注文予定情報から、完成製品を構成する部品に展開して該部品の個々の必要期限を明らかにし、部品の必要期限を、部品を購入する部品取引先に表示装置60、81で提示する未注文部品提示手段13、14と、完成製品を構成する既注文手配された部品の必要期限を表示装置60、81で提示する既注文部品提示手段13、14と、記憶部518に記憶される過去の部品入荷情報を基に、納期遵守率を、既定の納期を守った発注である通常発注、または既定の納期より短納期の発注である短納期発注、または前記通常発注と前記短納期発注との和の累計別に、表示装置60、81で表示する納期遵守率表示手段15とを備える。
(もっと読む)
出荷計画数算出方法の適正化による部材過不足の抑制方法
【課題】
部材のフォーキャスト情報と受注情報の紐付け時に、利用者の入力ミスによる紐付けにより部材の過剰発注、発注漏れが発生することを解消することを課題とする。
【解決手段】
フォーキャスト情報と受注情報の顧客名、モデル形名、納入予定日、および数量を比較し、双方一致している案件を自動紐付けする。紐付け対象を判定する過程で、一部不一致である場合は、担当別受注実績情報を参照し、条件に一致する受注情報を紐付け対象として双方を自動紐付けする。また、モデル形名マスタ、受注情報の本体形名を比較し、本体形名を含むモデル形名が存在する場合、該当モデル形名のフォーキャスト情報と受注情報を紐付け候補とし、紐付け候補選択画面へ表示する。
(もっと読む)
生産管理システム
【課題】EDIシステムを用いた生産管理システムを提供する。
【解決手段】発注者100は、かんばんデータ12を生成してEDIサーバコンピュータ101に送信する。受注者200は、かんばんデータ12をEDIサーバコンピュータ101から受信してデータライタ14に供給する。データライタ14はリサイクルされたRFID24にかんばんデータ12を書き込んでかんばん16を発行し、納入すべき部品18に添付する。発注者100は、納入された部品18に添付されたかんばん16をデータリーダ20で読み取る。納入され消費された部品18のかんばん16はデータ消去装置22でデータが消去され受注者200に供給される。
(もっと読む)
部品発注量決定装置および部品発注量決定プログラム
【課題】
製品毎の品切れ率が許容する品切れ率を超えることのない部品毎の発注量を算出する。
【解決手段】
部品発注量決定装置は、製品毎の許容する品切れ率等の入力を受け付ける入力部と、製品毎の許容する品切れ率を記録しておく製品毎情報記憶部と、製品毎の構成部品と員数を記憶しておく部品構成情報記憶部と、製品毎に需要量の分布を記憶しておく製品毎需要量記憶部と、部品毎の発注量を記憶しておく部品毎発注情報記憶部と、計算期間分、製品毎の需要量の分布から仮想的に需要量を算出し、算出した需要量に員数を乗じて構成部品の必要量を算出し、部品毎の発注量分布から発注量を算出し、算出した発注量と必要量の差から製品毎の品切れ率を算出し、製品毎の品切れ率が許容する品切れ率を超えている場合には部品毎の許容品切れ率を変更することで製品毎の品切れ率が許容する品切れ率を超えることのない部品毎の品切れ率を算出し、発注量を決定する部品毎発注情報算出部と、部品毎の発注量を表示する表示部と、を有する。
(もっと読む)
管理工程マトリックステーブルを用いたコア管理工程全展開型統合生産管理の方法とシステム
【課題】操業計画の一元的立案による顧客要求納期への対応力向上と棚卸資産の最小化を行うことが可能な技術を提供する。
【解決手段】管理工程マトリックステーブル中の管理工程の情報がコア管理工程の設定基準に該当するかどうかを判定してコア管理工程を設定するステップ1と、生産必要量を算出するステップ2と、コア管理工程での負荷山積展開シミュレーションを行なうステップ4と、資材所要量を算出するステップ5と、ステップ5まで実施した結果が生産計画の内容とその工程の設備能力や制約条件に合わない場合に是正措置を実施してステップ2からステップ5を繰り返すステップ6を有し、更に、設定したコア管理工程を基点として、コア管理工程の上流及び下流に位置する管理工程の情報を管理工程マトリックステーブルから読み出し、コア管理工程に対して実施したステップ1からステップ6までをコア管理工程を含む全工程に対して実施するものである。
(もっと読む)
基板生産改善支援方法
【課題】実装メーカが実装基板の生産に関してどのような能力を向上する必要があるかを把握することができる基板生産改善支援方法を提供する。
【解決手段】実装メーカ装置300とカスタマ装置400とに通信ネットワークを介して接続される基板生産改善支援装置100が、実装メーカ20に対して実装基板の生産の改善を支援する基板生産改善支援方法であって、基板生産改善支援装置100が、実装メーカ20の生産情報を実装メーカ装置300から受信する生産情報受信ステップ(S102)と、発注条件をカスタマ装置400から受信する発注条件受信ステップ(S106)と、生産情報と発注条件とを照合することで、実装メーカ20がカスタマ30から実装基板の受注を得るための改善内容を決定する改善内容決定ステップ(S110)と、改善内容を実装メーカ装置300に出力する改善内容出力ステップ(S112)とを含む。
(もっと読む)
1 - 20 / 143
[ Back to top ]