
Fターム[3C100AA42]の内容
Fターム[3C100AA42]に分類される特許
1 - 20 / 53
フィールド無線監視表示装置
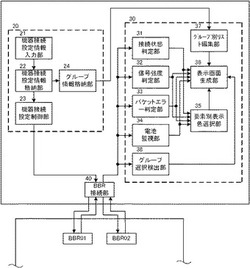
【課題】集中して配置されている各デバイスの状態を、表示画面を部分拡大することなく個別に目視確認できるフィールド無線監視表示装置を実現すること。
【解決手段】プラントエリアにおける無線通信機能を有するフィールド機器の設置場所に、少なくとも各フィールド機器を表す所定のアイコンと各フィールド機器の信号送信経路を所定の線分で表示するように構成されたフィールド無線監視表示装置において、
集中配置されている前記フィールド機器をグループ化し所定のアイコンで表示するとともに、グループの内容は選択的にフィールド機器のリスト、プラントの配線図、フィールド機器の配置画像、フィールド機器のアイコンのいずれかの所定の形式で表示することを特徴とするもの。
(もっと読む)
生産設備および生産システム

【課題】トレーサビリティのための管理システムを有さずに、生産した物品をトレースすることが可能な生産設備及び生産システムを提供する。
【解決手段】入力物品に対して作業を実行して出力物品を生産する生産設備において、少なくとも入力物品のユニークな情報を取得する物品情報入力手段4と、入力物品に対して作業動作を制御および実行して出力物品を生産するとともに、出力物品にユニークな情報を付与する設備制御手段5と、少なくとも出力物品に付与されたユニークな情報を出力する物品情報出力手段6と、少なくとも物品情報入力手段4によって取得した入力物品のユニークな情報と設備制御手段5によって付与された出力物品のユニークな情報とを記録する物品情報記録部7とを備える。
(もっと読む)
長手鋼材の供給方法及び面体フレーム
【課題】 同一断面形状毎に成形された長手鋼材を、効率的に軸組フレームの出荷順に溶接工程に供給することができる長手鋼材の供給方法を提供する。
【解決手段】 長手鋼材の供給方法は、長手鋼材を溶接して面体フレームを製造する溶接工程に前記長手鋼材を供給する長手鋼材の供給方法であって、鋼板を成形して形成した前記長手鋼材を、同一断面形状毎に、前記溶接工程で組み付ける順序で所定のパレットに積載する同一断面形状毎積載工程と、前記パレットに積載された前記長手鋼材を前記溶接工程で溶接する順に前記溶接工程に払い出すピッキング工程と、を備える。
(もっと読む)
工程管理システム、及び工程管理方法
【課題】作業工程に基づく作業エリアの干渉を可視化する工程管理システム、及び工程管理方法を提供することを目的としている。
【解決手段】入力された作業予定情報に基づき、作業予定情報から作業期間に関する情報を含む作業工程情報及び作業を行う作業エリア情報を抽出し、抽出した作業工程情報と作業エリア情報とをリンクさせてリンク情報を生成するリンク部135と、リンク部がリンクさせたリンク情報に基づき、時刻毎の作業エリアの作業状況に関するエリア情報を生成するエリア情報生成部145と、エリア情報生成部が生成した時刻毎のエリア情報に基づき、作業エリアの時刻毎の輻輳状態を検出し、前記検出した時刻毎の輻輳状態を示す情報を端末装置に出力する輻輳状態検出部155と、を備える。
(もっと読む)
場所計画装置および場所計画方法
【課題】複数のタスクに複数の場所と複数の期間とを対応づける場所計画をより容易に作成すること。
【解決手段】複数のタスクに対応する複数の作業スペースと複数の時間とを示すタスク情報を収集するステップと、そのタスク情報に基づいて複数の計画済タスクに複数の場所と複数の期間とを対応づける場所計画を作成するステップと、その複数の計画済タスクに対応する複数の図形66−1〜66−mを表示している画面23を作成するステップをさらに備えている。画面23は、ある計画済タスクに対応する図形31−jは、その計画済タスクに対応する期間33とその計画済タスクに対応する場所32とに対応する描画位置に表示される。ユーザは、複数の図形66−1〜66−mが重複して表示されないように、その場所計画を作成することにより、その場所計画をより容易に作成することができる。
(もっと読む)
生産ラインシミュレーション装置およびプログラム
【課題】生産ラインシミュレーションの結果に基づきCO2排出量を算出する。
【解決手段】演算部は、レイアウトシートとレイヤによって定義された複数の工程からなる生産ラインにおいて、生産管理データ、装備パラメータおよび物流装備パラメータを参照して、製品を生産するときの前記装備と前記物流装備の稼働時間と待機時間を算出する。排出量算出部は、予め設定された単位時間当たりの二酸化炭素排出量と稼働時間および待機時間とを掛け合わせることで、製品を生産する間に装備および物流装備によって排出される二酸化炭素量を算出する。排出量算出部は、装備および物流装備のそれぞれについて算出された二酸化炭素量を、生産ラインを構成する全ての装備および物流装備について加算するとともに、生産ライン以外の工場設備によって排出される二酸化炭素量を足し合わせることで、工場全体から排出される二酸化炭素量を算出する。
(もっと読む)
生産ラインシミュレーション装置およびプログラム
【課題】生産ラインシミュレーション装置において、生産管理データの入力を容易に行うためのプロセスエディタ機能を提供する。
【解決手段】複数の工程からなる生産ラインにおいて、製品の生産時間および生産能力を演算する生産ラインシミュレーション装置を提供する。プロセスエディタ部40は、工程毎に、工程に投入する素材に関する投入素材データ、工程から排出される素材に関する排出素材データ、および工程での所要時間を少なくとも含む生産管理データを作成する。プロセスエディタ部40は、生産管理データの少なくとも一部が表示されたプロセスセルオブジェクトを工程毎に作成する。プロセスエディタ部40は、各工程への投入素材数を含む投入ロット領域と、各工程からの排出素材数を含む排出ロット領域とをプロセスセルに表示し、複数のプロセスセル同士で排出ロット領域と投入ロット領域とを関連づけることで、工程間の流れを表現する。
(もっと読む)
生産システム
【課題】 セル生産方式を適用してロボットなどの自動機を有効に活用することができる生産システムを提供する。
【解決手段】 作業者X,Yとロボット5が必要により入れ替わって作業する3つのセル1,2,3をトライアングル状に配置し、これらセルとレール4で1ユニットとし、この1ユニットを単位として生産ラインを構成する。ロボット5は、3つのセル1,2,3の上方に架設された環状のレール4により、各セル1,2,3に移動して作業を行うことができる。
(もっと読む)
製造ライン管理支援装置、方法及びプログラム
【課題】製造ラインに含まれる複数の機器の配置構成を示す画像上において各機器の履歴データを確認できるようにし、より使い勝手の優れた製造ライン管理支援装置、方法及びプログラムを提供する。
【解決手段】指定の行われた特定の種別データに該当する各機器についての履歴データを記憶部から抽出し、製造ラインに含まれる複数の機器の配置構成を示す画像上において各機器の履歴データを重ねて表示する。また、機器の種別毎に、日付順に履歴データを表示したカレンダー画像の表示も可能とする。
(もっと読む)
多機種混流生産方法
【課題】ラインの全長を短くしながら、生産効率を向上できる多機種混流生産方法を提供すること。
【解決手段】多機種混流生産方法では、メインライン2を、設備による作業を優先して行う設備優先エリアと、作業者による作業を優先して行う作業者優先エリアとに分ける。複数の異なる機種のうち組立工数偏差の大きい機種を組み立てる場合には、メインライン2の作業者優先エリアからあふれた偏差作業を、メインライン2の下流側に接続されたテールライン4で集約して行う。
(もっと読む)
作業領域配置支援装置、方法、プログラム及び記録媒体
【課題】プラント建設計画の立案、更新時の作業領域の配置作業において、新たに追加作業領域を割り当てるときに、その作業領域が使用される全期間にわたって他の作業領域との干渉が発生しないようにする。
【解決手段】作業領域配置支援装置に、配置済みの各作業領域の位置、形状及び使用期間のデータを記憶する記憶手段と、前記記憶手段に記憶されたデータを参照して、時間軸上の任意時点における作業領域の配置状況を表す上面図を表示手段に表示させる表示制御手段と、追加して配置したい追加作業領域の位置、形状及び使用期間の入力を受け付け、前記記憶手段に記憶されたデータを参照して、受け付けた前記追加作業領域が他の配置済みの作業領域と干渉しないと判定した場合に、当該追加作業領域を前記記憶手段に追加して記憶させる作業領域配置処理手段とを備える。
(もっと読む)
処理設備
【課題】処理設備の外部との間において被処理物や処理物の受け渡しを行う工程室を物流通路に沿って配置すると共に、当該工程室に作業者が出入りする作業者用通路をこの工程室における前記物流通路とは反対側の側面側に隣接して設けることのできる処理設備を提供する。
【解決手段】工場の外部から梱包容器Dが搬入されると共にスタッカークレーン12との間において搬送容器Cの受け渡しを行う入れ替え室30を工程室21の並びに配置すると共に、入れ替え室30の床面11に受け渡し口22を形成し、搬送車5により下の階から受け渡し口22を介して入れ替え室30に梱包容器Dを搬入して、入れ替え室30に作業者が出入りする作業者用通路62を当該入れ替え室30に隣接して設ける。
(もっと読む)
移動式バッファ及び移動式バッファ配置制御方法
【課題】配置や個数の変更が可能である移動式バッファを提供する。
【解決手段】資材101を一時的に保管するバッファ装置1と、バッファ装置1に設けられ、バッファ装置を移動させる移動装置2と、移動装置2に対して、所定の個所まで移動させる制御をする移動制御装置3とを備え、自走して倉庫及び製造ラインの各工程20a〜20cのいずれかに配置される。
(もっと読む)
生産ライン
【課題】生産設備間の作業工程における工程編成率を向上させることのできる生産ラインを提供すること。
【解決手段】生産ライン1は、ワークに対する作業に用いられる生産設備10と、ワークに対する作業を行う作業者20の作業領域21と、生産設備10と作業領域21との間でワークを搬送する自走式搬送台車30と、を備える。自走式搬送台車30が上流側から下流側へ走行する走行路31中に、下流側から上流側へ走行する走行路を設定することにより、生産設備および作業領域を含むラインが構成される。
(もっと読む)
生産管理システム
【課題】生産の進捗状況を効率的にリアルタイムに管理可能として生産効率を飛躍的に高めること。
【解決手段】生産進捗状況一覧表示器9により生産ライン内での生産進捗データを一覧形式で表示し、作業進捗データ入力表示器11により、生産ラインの生産進捗データをタッチ操作で入力可能とし、PLC13により、作業進捗データ入力表示器11の入力操作を生産進捗状況一覧表示器上に反映表示させると共に、生産進捗管理コンピュータ15に生産進捗データを送信し、生産進捗管理コンピュータ15により、各生産ラインに設置のPLC13から送信される生産進捗データに基づいて各生産ラインでの生産進捗状況を一括管理する。
(もっと読む)
生産ラインレイアウト作成支援方法および生産ラインレイアウト作成方法
【課題】付帯設備の配置を含めた生産ラインの干渉部分を、設備等の設置、施工に先立って顕在化させる。
【解決手段】生産施設内の各装置等の配置や配列を一元化して三次元で表示し、さらに可動領域ならびに作業スペースを生産施設の空間構造とともに可視化して三次元画像として出力し、干渉部分を顕在化させる。顕在化した干渉部分を修正し、再度図案化することにより、生産ラインレイアウトを作成することができる。
(もっと読む)
レイアウト設計支援装置及び方法
【課題】各設備相互間の距離及び物流量、並びに、作業者の作業負荷に基づいて、工場のレイアウト設計を支援することができる装置を提供する。
【解決手段】レイアウト設計支援装置1は、レイアウト条件を取得するレイアウト条件取得手段100と、前記レイアウト条件から、ランダムにレイアウトパターンを生成するレイアウトパターン生成手段101と、指定された指標に基づきレイアウトパターンからレイアウト候補として抽出するレイアウト候補抽出手段102と、レイアウト候補毎に作業手順を生成する作業手順生成手段103と、物流量及び作業者の作業負荷を参照し、レイアウト候補の中から推奨レイアウトとして抽出する推奨レイアウト抽出手段104と、推奨レイアウトを出力する推奨レイアウト出力手段105を備えている。
(もっと読む)
ヒータ生産システム
【課題】一人の作業員だけでも容易且つ効率よく加工/検査を行うことができ、しかも作業性が良く、生産品質の向上が期待でき、さらにスペースの効率化も図ることができるシース型ヒータの生産システムを提供せんとする。
【解決手段】移送レール1に沿った複数の作業領域R1,R2,R3,R4,…を工程順に配置するとともに、各作業領域ごとに作業レール2を設け、ワークシースWを吊り下げながら移送レール1又は作業レール2を走行する複数のハンガー3,…,4,…を設けたものであり、ワークシースWをハンガー3に吊り下げて順次、各作業領域に移送し、同じくハンガー4に吊り下げたまま各作業領域の図示しない加工装置で作業性よく加工を施すことを可能とした。
(もっと読む)
生産設備及び生産システム
【課題】ロボット動作領域に作業者が入ることなく、復旧、設定変更、製造等の人的作業を行うことができる生産設備を提供すること。
【解決手段】生産設備1は、ケーシング11と、ケーシング11内に収容されてブーツバンドの加締めを行う専用装置としての加締め装置12と、内部搬送装置13とを備える。加締め装置12とケーシング11により、生産設備1の前面側の人的作業領域Fと、生産設備1の背面側の搬送ロボット2の動作領域Bとを隔てる。生産設備1の前面側に存在する作業者は、搬送ロボット2の動作領域Bに入ることなく加締め装置12の操作を行うので、作業を行う際に搬送ロボット2を停止することが不要となる。したがって、生産効率を向上でき、しかも、安全柵や隔壁を生産設備1とは別に設ける必要がないので生産エリアの小型化を図ることができる。
(もっと読む)
ワークの生産ライン及び生産方法
【課題】ワークに対して複数台の機械装置で複数の工程を順次遂行するワークの生産ラインにおいて、生産ラインのラインタクトを短縮化し、工程の待ち時間の発生を回避する。
【解決手段】ワークに対して複数台の機械装置11,21,31,41,51で第1〜第5工程を順次遂行するワークの生産ラインにおいて、第1〜第5工程が、サイクルタイムが最も短い第4、第5工程と、この最短の第4、第5工程のサイクルタイムのほぼ整数倍のサイクルタイムを有するその他の第1〜第3工程とでなり、その他の第1〜第3工程のそれぞれにおいて、該第1〜第3工程を遂行する機械装置11,21,31の台数が、最短の第4、第5工程を遂行する機械装置41,51の台数の前記整数倍とする。
(もっと読む)
1 - 20 / 53
[ Back to top ]