
Fターム[3C100BB13]の内容
Fターム[3C100BB13]の下位に属するFターム
加工標準時間 (161)
Fターム[3C100BB13]に分類される特許
201 - 220 / 420
製造システム
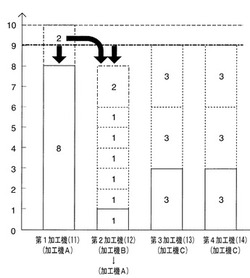
【課題】 加工品質、加工精度を変更することなく、製造時間を短縮することおよび加工機の稼働の効率化を図ることができる製造システムを提供すること。
【解決手段】 製造システム(1)は、工程毎に仕様変更可能な複数の加工機(11〜15)と、被加工品(P)を一品一様な形状に加工中に前記加工機(11〜15)の加工負荷の進捗状況を確認し、前記複数の加工機(11〜15)の加工負荷を比較し、他の加工機(11〜15)の加工負荷と比較して大となる加工機の加工負荷を、他の加工機に振り分けて工程変更をする制御部(7)と、を有することを特徴とする。
(もっと読む)
作業装置システム

【課題】 複数の仕様グループのうち一の仕様グループを構成する全ての作業部が何らかの原因で停止した場合であっても、全体として稼働を継続することができる作業装置システムを提供すること。
【解決手段】 作業装置システム(1)は、仕様変更可能であって仕様別に複数の仕様グループを構成する複数の作業部(11〜15)と、一の仕様グループ内(例えば仕様Bグループ)の前記作業部(例えば12、13)全てにおいてアクシデントが発生した際、所定の条件のもとにアクシデントが発生していない前記複数の作業部(例えば11、14、15)のうちの一部の作業部(例えば14)の仕様(C)を、アクシデントが発生した前記作業部(例えば12、13)と同じ仕様(B)に変更する制御部7と、を有することを特徴とする。
(もっと読む)
設備負荷率算出システム、プログラム、及び方法
【課題】先行技術では、1ロットずつロット単位で製品を割り当てていくため、一定期間内に処理予定の全てのロットの割り当てが終わった時点で設備機種間に負荷率の差が生じるなどの問題点があった。
【解決手段】工程ラインに投入する品名と、品名の投入枚数とを含む投入計画表ファイルを入力すると、設備ごとに設備ループを実行する。設備ループは、品名ループと、機種ループとを含む。品名ループでは、工程ごとに、機種の組み合わせを示す条件グループを求める。機種ループでは、条件グループごとに、機種別の分配率データを取得し、工程ごとに、分配率データに基づいて、各機種に割り当てられる工程別機種別所要枚数データを求める。この工程別機種別所要枚数データに基づいて、設備ごとに機種別負荷率データを求める。
(もっと読む)
処理スケジュール修正装置および処理スケジュール修正方法
【課題】オーダー間での処理優先順序を維持しつつ、処理スケジュールを適切に修正することのできる処理スケジュール修正装置を提供する。
【解決手段】各チャージについて予め設定された処理スケジュールを記憶しておくスケジュール記憶手段22と、複数のオーダーどうしの処理優先順序を記憶しておく処理優先順序記憶手段24と、制約条件を記憶しておく制約条件記憶手段26と、処理スケジュールの変更操作に伴い、各チャージの処理スケジュールを制約条件を満たすように調整するスケジュール調整手段30と、各オーダーWを各チャージに割り当て直すオーダー再割り当て手段34とを設け、オーダー再割り当て手段34を、処理内容が同一であるチャージにおいて、処理順序が高いチャージほど処理優先順序が高いオーダーWで構成されるように、各オーダーWを各チャージに再割り当てするよう構成する。
(もっと読む)
スケジューリング装置、プログラム及びスケジューリング方法
【課題】部品や中間品といったワークの製造スケジュールと装置の保守計画が重複した場合でも、製造リードタイムを短縮することができる技術を提供すること。
【解決手段】スケジューリング装置100の装置スケジュール生成部121は、割付パターン記憶領域115に記憶されている基本割付パターンテーブルより、製品の製造工程が、製造装置情報記憶領域112に記憶されている製造装置の保守期間と干渉する場合には、当該保守期間を予め定められた幅の中で変更して、当該製品の製造工程を複数スケジューリングして、最適スケジュール選択部122が製造リードタイムの短い最適なものを選択する。
(もっと読む)
製造設備の診断装置及び方法
【課題】マハラノビス距離を利用して、複数の製造プロセスを経由して製造される製品の品質の評価及び製造設備の診断を適切に行うことができるようにする。
【解決手段】製品を製造する複数の製造プロセスにおける状態を示す計測値を複数の計測手段によってそれぞれ所定の時間間隔で連続的に計測し、診断用の一群の計測値を逐次サンプリングする。この一群の計測値に関連した製品が、所望の品質を満たしているか否かを判定し、良製品と判定された製造期間内の複数群(サンプリング数N)の計測値を収集する(ステップS102〜S114)。そして、現在の基準空間に基づいて算出されたマハラノビス距離(MD)が所定の閾値(100)を越えた場合には、現在の基準空間は適正でないと判断し、前記収集した複数群の計測値に基づいてマハラノビス空間(基準空間)を再計算し、基準空間の更新を行うようにしている(ステップS116〜S122)。
(もっと読む)
サービス指向型のオートメーション・デバイスを操作するための方法
本発明は、製造現場に設けられておりかつサービス指向型アーキテクチャを有する自律的なおよび協調的なオートメーション・デバイスの、その挙動を指定する方法、ならびに、サービス指向型のオートメーション・デバイスに関する。製造現場に設けられておりかつサービス指向型アーキテクチャを有する自律的なおよび協調的なオートメーション・デバイスの、その挙動を記述するために、以下のプロセス段階が提案される。すなわち、構成を含む、任意のあるオートメーション・デバイスの最初のセットアップ、サービスの定義、他のデバイスとの接続の設定、および、待ちの最初の状況へのセットアップの転送、サービス操作によるイベントの受信、入出力のためのおよび/または直接に制御によって発生される内部デバイスインタフェース、受信されたイベントの評価、イベントの実行、およびモデルベースのミドルウェア・エンベロープの状態変化、である。システムは、次の状態に達し、他のイベントを受け取ることが可能である。 (もっと読む)
製造装置
【課題】製品の製造に好適な製造装置を提供すること。
【解決手段】第1の加工条件で加工された加工物に対応する第1データと、前記第1の加工条件とは異なる第2の加工条件で加工された加工物に対応する第2データとを比較する制御部2と、前記制御部による比較結果に対応させて前記第2の加工条件および前記第2データを保存する保存部20と、を有することを特徴とする製造装置1。
(もっと読む)
自動搬送車の制御システムとその制御プログラム
【課題】生産計画情報等の各種情報に基づき稼働率が高いボトルネックが手空きにならないように製品を自動搬送し、生産ライン全体での生産量の増加を図る。
【解決手段】自動搬送車を制御する制御コンピュータ(10a)は、製品の生産計画情報を格納する生産計画部(11)と、生産計画情報と生産実績データとを管理する生産管理部(12)と、自動搬送車の現在位置情報等を格納する自動搬送車情報管理部(13)と、各種情報に基づき稼働率が高いボトルネックに製品を優先搬送する搬送計画を試算するシミュレーション部(14)と、試算された搬送計画をもとに複数の自動搬送車へ作業指令を発する作業指示部(15)とを有している。
(もっと読む)
生産自動化支援装置
【課題】多品種少量生産の製品を製造する場合においても、電線、端子、絶縁部材等の素材の品番と製造装置との適正な割り当てを支援して、生産設備における生産自動化の向上を図る生産自動化支援装置を提供する。
【解決手段】過去の所定期間における、電線、端子、ゴム栓の素材の種類ごとの品番に関する情報、及びこの品番ごとの処理の指示が少なくとも記録された生産指示データ240eを取得したときに(ステップS11)、この生産指示データ240eと、製造装置マスタ240dに保持されている、自動電線切断機、自動端子接続機、自動ゴム栓装着機の製造装置に関する情報と、により、素材の品番と製造装置の新しい割り当てを示すための新規生産マスタを作成し(ステップS13)、そして新規生産マスタに基づいて、素材の品番と製造装置との割り当てを示すための素材マスタ240a,240b,240cに保持される素材に関する情報を更新する(ステップS17)。
(もっと読む)
工程シミュレーションシステム
【課題】カセット単位での搬送と枚葉搬送との両方を含む生産ラインにおけるシミュレーションモデルの作成が容易であり、かつ、生産ラインの生産能力および搬送能力を正確に評価することが可能な工程シミュレーションシステムを提供する。
【解決手段】カセット制御プログラムを実行して搬入カセットおよび払出カセットの動きをシミュレーションするカセットシミュレータ2と、ワーク制御プログラムを実行して搬入カセットから取り出したワークの動きをシミュレーションするワークシミュレータ4とを備えており、前記ワークシミュレータ4が、シミュレーション中のワークを識別する情報と当該ワークを格納していた搬入カセットを識別する情報とを示すワーク識別番号を含むワーク制御データを格納するワーク制御データ格納部4fを備えている。
(もっと読む)
生産プロセス管理システム
【課題】生産プロセスにおける生産物の不良原因や歩留まり低下の原因をユーザが早期に究明できる生産プロセス管理システムを提供すること。
【解決手段】生産物に関する生産物情報、生産物を構成する部品に関する部品情報、および生産装置に関する生産装置情報を、工程情報として入力するための入力部20A,20B,…,20Nを備える。工程情報を記憶する工程情報記憶部31を備える。情報を表示し得る出力部を備える。予め定められた条件が成立したとき、工程情報記憶部31に記憶された工程情報のうちその条件に関する部分を、予め定められた手順に従って、出力部に表示させる制御部40−1,…,40−iを備える。
(もっと読む)
セル生産システムにおける生産指示方法
【課題】ロボットと作業者の混合によるセル生産システムにおける生産指示方法において、生産増減に応じて生産セル内のロボットの稼動率を低下させることなく、生産セルに設定付与する作業者の数をより少なくできるようにする。
【解決手段】この生産指示方法は、ロボットと作業者とが作業場所である1つの生産セル内で、部品を物品に組付ける組付作業を工程順に分担して組付完成品を生産するセル生産システムに対する生産指示方法であり、ロボットは、作業者と同等に組付作業を実行できる汎用の組付けロボットであり、ロボット数Nrと、1物品当たりの最小の総組付時間Tと、生産セルに要求される単位時間当たりの生産数である時産数Pdと、が与えられたとき、作業者の数が最少となる条件のもとで当該生産セルの時産数Pcが要求時産数Pdを満たすようにロボットの分担作業時間Trおよび当該生産セルに設定付与される作業者の数Nwを決定する。
(もっと読む)
ボトルネック装置抽出方法およびボトルネック装置抽出支援装置
【課題】
多工程持ち生産により装置の生産能力が変化する問題,および,多品種混合生産により装置の生産能力が変化する問題により,生産能力低下が発生した装置がどれか特定する課題について,生産変動の工程間相互影響も考慮して,生産性を阻害する根本原因となる装置を特定する方法およびシステムを提供する。
【解決手段】
各装置生産能力を意図的に変化させて生産システム全体への影響をシミュレーションする手段と,該シミュレーションにより現出した生産変動の工程間相互影響を計測する手段と,該計測結果より生産性を阻害する根本原因となる装置を特定する手段を有することである。
(もっと読む)
生産管理システム
【解決手段】 画像表示手段は、入力部を介して所定の時刻が入力されると、操業履歴管理手段に記録された作業者の位置履歴および設備7a〜7fの設備履歴より、表示部には配置図記憶手段に記憶された工場および設備の配置図を表示させるとともに、該配置図上に上記入力された時刻における作業者の位置と設備の状態とを表示させるようになっている。
【効果】 所定の時間における作業者の位置と設備の状態との因果関係を直感的に認識することが可能となる。
(もっと読む)
統合されたパッケージングシステムのアーキテクチャ
食品を含むシールされたパッケージを製造する充填マシンおよびコンベアを介して接続され、各々が制御システムを含む下流側分配機器を含むパッケージングラインと、前記パッケージングラインのコンフィギュレーション、通信および制御を管理するためのラインコントローラと、関係する機器の作動に関する視覚情報のための共通するオーバーヘッドメッセージディスプレイと、前記ラインコントローラを関係する機器に接続するための通信ネットワークとを含むパッケージングシステムであって、前記ラインコントローラは、「プラグアンドプレイ」により製造フロアにおける有効なラインの設置、スタートおよびチューニングを低減し、かつ安全にするためのラインコンフィギュレータと、製造中のラインの性能および製品の流れを最適にするためのラインコマンダーと、「使用が容易な」ラインリソースおよび材料を改善することにより、製造のフレキシビリティに適合するためのレシピマネージャーと、前記コンベアに沿った製品のトランスポートを最適にするためのコンベアオプティマイザーとを備える。 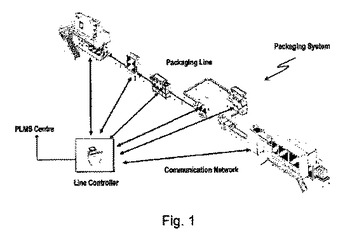 (もっと読む)
(もっと読む)
作業スケジューリング装置、そのシステムおよびそのプログラム
【課題】作業スケジューリング装置に対する作業者の待ち時間を減らし、かつラインの停止を最小限に抑える。
【解決手段】作業スケジューリング装置1は、時間軸上に配列したワークの加工数に基づいて作業を配置し、各作業者に作業を割付けるスケジュール部2と、スケジュール部2により割付けられた作業一覧を作業者用端末6〜9へ送信すると共に、送信した作業に対する作業状態の変更要求を作業者用端末6〜9から受信し、スケジュール部2と通信する通信部3とを備える。そして、スケジュール部2がスケジューリング中に、通信部3が作業者用端末6〜9から作業一覧の提示要求を受信した場合には、通信部3は、スケジュール部2がそのスケジューリングを開始する前に有効であった作業一覧を作業者用端末6〜9に送信する。
(もっと読む)
制御装置、制御方法、及び制御プログラム
【課題】地震による二次災害の可能性を適切に低下させることのできる制御装置、制御方法、及び制御プログラムの提供を目的とする。
【解決手段】地震速報に関する情報を受信する地震速報受信手段と、ネットワークを介して接続される複数の設備について稼動状態を示す情報を取得する稼動状態取得手段と、前記受信した地震速報に関する情報と前記稼動状態を示す情報とに基づいて、前記複数の設備を制御する順序を決定する順序決定手段と、決定された順序に従って前記設備に関する制御命令を送信する制御命令送信手段とを有することにより上記課題を解決する。
(もっと読む)
成形機の生産管理システムと成形機の生産管理プログラム
【課題】成形軸の状態を常に監視して状況に応じてその構成部材を円滑に交換等し、成形品の歩留まりを向上する。
【解決手段】成形軸201〜208を有するレンズ成形機101〜10nと、このレンズ成形機101〜10nごとに設けられ成形軸201〜208を制御する制御装置111〜11nと、この制御装置111〜11nから受信したデータに基づきデータ管理する管理サーバ12とを備え、この管理サーバ12は、成形軸201〜208にて成形された累計の成形個数データ、又は/及び成形に要する成形時間データに基づき、成形軸201〜208の構成部材としての上型37及び下型38等の交換時期を予測演算し、該演算結果を表示部12aに表示する。
(もっと読む)
作業機械の動作制御装置
【課題】 異なる複数の作業機械のプログラム制御動作を1つのパーソナルコンピュータによって簡易迅速に一括管理できるようにすること。
【解決手段】 各作業機械のシーケンス制御装置に機種コードをキーとする動作情報に対応する動作シーケンスを選択してシーケンス制御動作する制御プログラムを設け、パーソナルコンピュータに各作業機械が作業対象とする機種コードをキーとする各動作情報を設定可能なデータ設定プログラムを設け、各作業機械の制御プログラムが設定された機種コードをキーとする動作情報に基づいて予め格納してある動作シーケンスを選択してシーケンス制御動作を行うようにしてある。
(もっと読む)
201 - 220 / 420
[ Back to top ]