
Fターム[3C100BB13]の内容
Fターム[3C100BB13]の下位に属するFターム
加工標準時間 (161)
Fターム[3C100BB13]に分類される特許
161 - 180 / 420
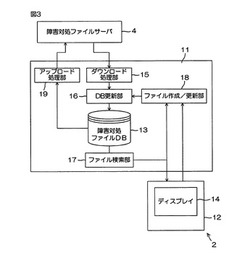
障害対処ファイル管理システム、障害対処ファイル管理方法および障害対処ファイル作成方法
【課題】障害の発生から解消に至るまでの時間を短縮する。
【解決手段】基板処理装置2で障害が発生し、ファイル作成/更新部18により障害対処ファイルが作成されると、その作成された障害対処ファイルが障害対処ファイルサーバ4にアップロードされる。これにより、障害対処ファイルサーバ4には、常に最新の障害対処ファイルが保存され、その障害対処ファイルサーバ4に保存されている最新の障害対処ファイルを、障害対処ファイルサーバ4に接続されているすべての基板処理装置2で共有することができる。そして、障害対処ファイルサーバ4から障害対処ファイルを各基板処理装置2にダウンロードすることにより、基板処理装置2で障害が発生した場合に、基板処理装置2のユーザが障害の対処方法を即座に知得することができ、ユーザがその対処方法に従って障害を解消することができる。
(もっと読む)
機械の監視システム

【課題】機械をネットワークに接続し、機械の状態をコンピュータで監視するシステムにおいて、監視対象の機械の版数の相違による機械の状態を示す情報の変化に柔軟に対応できるようにするため、版数ごとにモニタデータ構成を変更することを可能とすること。
【解決手段】監視対象の機械からモニタデータを取得し、モニタデータ上に記憶されている版数の対応表を保有しているか判断し、保有していない場合は監視対象の機械から対応表を取得する(SA1〜SA3)。モニタデータ取得カウンタを0にリセットし、対応表のi番目の識別情報を取得し、i番目のモニタデータを、識別情報を元に取得し、表示用作業領域に記憶し、モニタデータ取得カウンタを1つ増加する(SA4〜SA7)。すべてのモニタデータを取得したか否か判断し、すべてのモニタデータを取得した場合には、表示表作業領域に記憶しているデータをコンピュータの表示装置の表示画面に表示し、処理を終了する(SA8、SA9)。
(もっと読む)
基板生産改善支援方法
【課題】実装メーカが実装基板の生産に関してどのような能力を向上する必要があるかを把握することができる基板生産改善支援方法を提供する。
【解決手段】実装メーカ装置300とカスタマ装置400とに通信ネットワークを介して接続される基板生産改善支援装置100が、実装メーカ20に対して実装基板の生産の改善を支援する基板生産改善支援方法であって、基板生産改善支援装置100が、実装メーカ20の生産情報を実装メーカ装置300から受信する生産情報受信ステップ(S102)と、発注条件をカスタマ装置400から受信する発注条件受信ステップ(S106)と、生産情報と発注条件とを照合することで、実装メーカ20がカスタマ30から実装基板の受注を得るための改善内容を決定する改善内容決定ステップ(S110)と、改善内容を実装メーカ装置300に出力する改善内容出力ステップ(S112)とを含む。
(もっと読む)
ロス分析システム及びロス分析プログラム
【課題】作業ロスを効果的に削除するための有効な情報を提示できる、ロス分析システム及びロス分析プログラムを提供すること。
【解決手段】複数の作業要素を含む工程を複数並行して行うように構成された組立工程における作業ロスを分析するためのロス分析システム1であって、各工程に含まれる各作業要素の作業時間を特定するための作業時間情報と、当該各作業要素の作業価値を特定するための作業価値特定情報とを、相互に対応付けて格納するための作業時間別作業価値テーブル52と、作業時間別作業価値テーブル52に格納された作業時間情報及び作業価値特定情報に基づいて、各工程に含まれる各作業要素の中から、完全に又は部分的に削除対象とすべき作業要素を特定する削除対象特定部41を備える。
(もっと読む)
タイヤ成型命令割付方法
【課題】タイヤ製造の効率化を図る。
【解決手段】成型機に割り付けられる前の割付前タイヤ成型命令2Aを実行可能な成型機が複数存在し、当該複数の成型機1a〜1dには既に各成型機の能力の限界までタイヤ成型命令が割り付けられており、複数の成型機のうちの1つの成型機から既に割り付けられているタイヤ成型命令の割付を解除することによって当該1つの成型機に割付前タイヤ成型命令を割り付ける際に、割付前タイヤ成型命令を複数の成型機のそれぞれに割り付けたと仮定した場合の各成型機への割付評価点数を付け、割付評価点数は、成型機が既に割り付けられていたタイヤ成型命令を実行する場合と成型機が新たに割り付けられるタイヤ成型命令を実行する場合とで成型機の機材切替や機材調整に要する消費時間や成型機に供給される部材の切替に要する消費時間が増加しないほど大きくし、割付評価点数の大きい成型機に割付前タイヤ成型命令を割り付けた。
(もっと読む)
操作履歴管理システムおよび操作履歴管理方法
【課題】操作対象装置300の被操作履歴を容易に復元できる操作履歴管理システム100および操作履歴管理方法を提供すること。
【解決手段】操作対象装置300に対する操作履歴を記憶する操作履歴管理装置200と、操作履歴管理装置200による被操作履歴を記憶する操作対象装置300とを備えた操作履歴管理システム100において、操作履歴管理装置200は、表示された前記操作履歴の中で復元する範囲の指定を受け、この指定を受けた範囲の中の最古の操作履歴と操作履歴管理装置200の第1識別情報とを操作対象装置300へ送る復元範囲制御GUI手段210を備え、操作対象装置300は、最古の操作履歴および第1識別情報と、被操作履歴およびこの被操作履歴の操作を行った操作履歴管理装置200の第2識別情報とに基づいて被操作履歴を復元する被操作履歴復元手段310を備えたことを特徴とするもの。
(もっと読む)
製造不良要因解析支援装置
【課題】製品出荷後に招来したクレームや工場内の検査工程で発生した不良要因の迅速な特定を支援する製造不良要因解析支援装置を提供する。
【解決手段】工程情報収集手段112は、記憶部114に記憶されている製品、部品、設備、作業者などの製造にかかわる情報を収集し、収集した上記製造にかかわる情報を解析支援制御手段200に伝送し、解析支援制御手段200は、上記製造にかかわる情報を製品の製造ロット番号(製造ロットNo.)や識別番号などに紐付けて製造履歴情報蓄積手段300に格納し製造履歴情報として管理する。解析支援制御手段200は、格納された製造履歴情報を読み込み、製品単位、製造順に並べた製品の製造ロット番号または個体識別番号とその製造に係わる情報項目とのマトリックス表上に、対応した情報項目の内容を同一内容毎に括って製造履歴情報表示手段400上に表示する。
(もっと読む)
生産管理システム
【課題】電子デバイスの製造に関して、滞留ロットの集中を抑制して、リードタイム短縮や設備稼働ロスの抑制による生産性向上を可能にする。
【解決手段】電子デバイスの製造工程を管理する生産管理システムにおいて、ロット毎に進行計画の補正係数αを算出する進行計画補正係数演算部と、補正係数αに基づいて各ロットの進行計画を補正する進行計画立案部とを備える。この補正係数αは、ある時刻Tにおける生産ラインに存在する各ロットの製造工程の工程kへの到着予定時刻T(k)と、製造工程を構成する設備xの稼動情報と、設備停止完了時刻Tc(x)とに基づいて算出される。
(もっと読む)
製造ラインの工程管理方法および工程管理システム
【課題】各ワークの進捗速度を容易に把握することができると共に、ワーク同士での進捗速度の比較を容易に行うことができる製造ラインの工程管理方法および工程管理システムを提供する。
【解決手段】1以上のワークを複数の処理装置2に臨ませて処理を行う製造ラインの工程管理方法であって、各処理装置2の処理履歴から求めた各処理装置2の平均実処理時間を取得する実処理時間取得ステップと、ワークごとに、ワークの製造工程において、現時点以降に当該ワークを臨ませる各処理装置2の平均実処理時間を順に累積した累積値を算出する累積値算出ステップと、ワークごとに、目標となる目標製造時間から、平均実処理時間の累積値を徐算して、必要な加工倍率を算出する加工倍率算出ステップと、を備え、算出した各加工倍率に基づいて、ワーク製造における工程管理を行う。
(もっと読む)
生産計画作成システム及び生産計画作成方法
【課題】複数のオーダの製品を製品単位に混流して生産ラインに流す生産計画を作成する。
【解決手段】データ入力部101によりデータ記憶部102に記憶したオーダ情報,生産ライン情報,工程情報を基に、割り付け可能作業リスト作成部103により割り付け可能な複数の作業をリストアップし、割り付け作業選択部104ではリストアップした作業の評価値を余裕時間と段取り時間を考慮して求め最も評価値の小さい作業を選択し、タイムテーブル作成部105では選択した作業を開始時刻及び終了時刻と共にタイムテーブルに割り付けていく。タイムテーブルに割り付けた作業を除く作業についても、順次、同様にしてタイムテーブルに割り付けていって生産計画を作成する。
(もっと読む)
優先度算出装置、プログラム、優先度算出システム及び優先度算出方法
【課題】需要に引き当てられていない仕掛品についても優先度を算出できるようにすること。
【解決手段】優先度算出装置110の優先度算出部124は、製造工程毎に、当該製造工程での処理待ちのロット、および、当該ロットが使用される製品種別及び当該ロットに含まれる部品の数量、を処理待情報記憶領域115に記憶されている情報より特定し、特定したロットを当該製造工程に投入した際の、当該製造工程での処理以降に係属しているロットに含まれる部品の製品種別毎の割合が、需要情報記憶領域113に記憶されている情報で特定される製品種別毎の需要割合により近づくロットを優先的に当該製造工程に投入するように、ロット毎に優先度を割り振る処理を行う。
(もっと読む)
切断加工スケジューリング方法及び自動切断加工スケジューリング機能を組み込んだ立体型切断ネットワークシステム
【課題】 自動的に電子受注伝票を納期順、鋼種別、製品別に仕分けして最適な切断機に自動的に振り分けする切断加工スケジューリング方法を得る。
【解決手段】 事務所側に事務所端末7、事務所端末8及び親機9(サーバ)を配置してLANで立体倉庫付き切断システム1の管理パソコン5と回線を結び、親機9が自動的に加工予約データを入力して(S1)、納期順に並べ替えて(S2)、グループ化し(S3)、このグループ内で同一納入先、同一素材毎に分類すると共に製品長順に分類した切断加工スケジュールを得る(S4)。そして、バンドソー3a、3bに振り分けた後に(S5)、倉庫の素材を引当て(S6)、バンドソー3a、3bの加工所要時間を計算して(S7)、各バンドソーの稼働割り当て状況を一目で判断できるガンチャート表示すると共に(S8)、切断加工プログラムを管理パソコン5に転送する(S9)。
(もっと読む)
コンピュータを含んで形成されるカレンダリングシステム
【課題】工場制御システムにおいて詳細なスケジューリングや実行制御を提供する。
【解決手段】コンピュータを含んで形成されるカレンダリングシステムであって、各々が、製造プロセスにおける複数の製造ドメインエンティティのうちの1つに対応し、前記複数の製造ドメインエンティティのアポイントメントのスケジューリング又はアポイントメントの実行を行うための複数の自立したソフトウエアエージェント(265)と、前記各ドメインエンティティのアポイントメントをスケジューリングする際に前記ソフトウエアエージェント(265)のうちの1つによって各々が保守され、かつ、1つ以上のコンピュータ装置の記憶装置内に記憶された複数のカレンダーを有するカレンダリングシステムである。
(もっと読む)
管理システム及び管理方法
【課題】互いに異なる処理を行う複数の製造装置を有する半導体製造システムにおいて、異常発生から異常検出までの時間を短くする。
【解決手段】判断基準記憶部(データベース204)は、複数の製造装置206それぞれごとに、異常を有すると判断するための判断基準情報を記憶している。処理条件取得部(品質管理システム203)は、処理対象装置がいずれかの製造装置206において処理されたときに、当該処理における処理条件を取得する。異常判断部(品質管理システム203)は、判断基準情報を判断基準記憶部から読み出し、読みだした判断基準情報と処理条件に基づいて製造装置206に異常があるか否かを判断する。停止情報生成部(品質管理システム203)は、製造装置206に異常があると異常判断部が判断した時に、製造装置206の動作を停止させるための情報である装置停止情報を生成する。
(もっと読む)
混流生産システムにおける自動機取り付け順序決定方法及び設備運用指示機
【課題】 本発明の課題は、混流生産システムにおいて、試験対象の製品の試験順序、該当試験機への割り当て方による試験開始の遅延を無くし、また、個々の試験時間の空き時間を長くして、設定した試験順序でトラブル等が発生しても以後の試験を効率良く実行できるように設定することである。
【解決手段】 混流生産システムにおいて、製品の入試、試験状況等を監視する設備運用指示機を備え、製品情報と段替時間と製品の試験順序を取得して、該製品の試験開始時刻と、試験終了時刻と、入試時刻から試験開始までの試験遅延時間と、前の製品から次の製品試験までの試験機空き時間を算出し、設定した試験順序における試験遅延時間と空き時間より試験機への最良取り付け順序を決定する。
(もっと読む)
設備稼働監視方法及び設備稼働監視システム
【課題】 設備の稼働監視を行うあたり、設備の改造を行って設備運転状態に合わせた信号を取り出す必要が有り、改造に伴う費用及び改造中の設備の停止、設備までの信号線の敷設などの大掛かりの作業と費用を要していた。
また、設備の稼働監視のみの場合、設備の運転停止等の実績を把握できるが、その時に生産を行った品目は把握できないため、コンピュータへの品目の入力や他システムとの連携を行い品目を特定する必要が有った。
【解決手段】 設備に供給されている電源電流をCT(電流トランス)で測定し、その電流値の変化で設備の運転・停止、どの動作が行われているかをコンピュータで判断する。
また、測定した電流値と流れた時間を予め設定してある電流値と時間との比較をコンピュータで行う事で生産品目を特定することを可能とした。
(もっと読む)
複数のロボット機構部を備えたロボットシステム
【課題】複数のロボット機構部に対して共用の教示操作盤を有するロボットシステムにおいて、コストの増大を抑制しながら、所望のロボット機構を操作対象として設定する操作をオペレータが容易に行うことができるようにする。
【解決手段】ロボット機構部10a,10bは、それぞれを他と識別するための識別情報を視覚的に認識可能に表示した識別情報表示部11a,11bを有している。ロボットシステムは、オペレータが操作予定のロボット機構部10a,10bの識別情報表示部11a,11bの画像を撮像するためのカメラ40と、撮像された画像から識別情報を認識する識別情報認識手段21と、登録識別情報記憶手段22に記憶された登録識別情報と、認識された識別情報とを比較する比較手段23を備えている。ロボット制御装置20は、比較手段23の比較結果によって、複数のロボット機構部11a,11bの中の選択された一台を認識する。
(もっと読む)
工場の稼働システムおよび稼働方法
【課題】圧縮空気を消費する複数の生産設備を有する工場に対して、不測の圧力低下を未然に防止し、省エネルギで安定稼働することができる工場の稼働システムを提供する。
【解決手段】工場の稼働システム100は、(a)各生産設備の消費流量の時系列データと各生産設備のタクトタイムとを記憶しているデータベース113と、(b)各生産設備の消費流量の時系列データと各生産設備のタクトタイムとを使用して総消費流量の時系列変化をシミュレートした結果から、総消費流量が閾値以下になる区間の中で最大となる最大稼働有効区間と、最大稼働有効区間において各生産設備の最初と最後のタクト開始時間とを特定する設備稼働スケジュール決定部114と、(c)生産設備105〜107のいずれかを、最初のタクト開始時間で稼働開始させ、最後のタクト開始時間で稼働停止させることを最大稼働有効区間の周期で繰り返し行う設備稼働制御部115とを備える。
(もっと読む)
搬送システム及びその制御方法
【課題】搬送能力を向上させ、ロットのリードタイム短縮及び装置の稼動率向上を実現する。
【解決手段】搬送システムは、半導体ウェハを格納するFOUP4を搬送させる搬送レール1と、FOUP4を移載し搬送レール1を走行するOHT台車2と、FOUP4を一時的に保管する懸垂式一時保管棚3とを備える。前の工程を行う装置8で処理終了のFOUP4を、次の処理を行う装置8のロードポート8cが空いているとき、OHT台車2は回収したFOUP4を次の処理を行う8装置に搬送する。OHT台車2のFOUP4のロードポート8cへの移載を行う際、懸垂式一時保管棚3の棚ユニットが退避して処理を円滑に行う。また、装置8のロードポート8cが空いていないときには、OHT台車2は懸垂式一時保管棚3にFOUP4を移載しておき、ロードポート8cが空くのを待って、棚ユニットによりFOUP4をロードポート8cに移載する。
(もっと読む)
メンテナンス業務支援システム
【課題】逐次変化する食品製造プラントの稼動時間に対応して、必要なデータ収集や解析を迅速に行い、食品製造プラント毎に適切なメンテナンス推奨時期の提案を行うこと可能とするメンテナンス業務支援システムを提供する。
【解決手段】食品製造プラントで製造する製品に関する製品特性データと、プラント使用者にて策定したメンテナンス計画及びメンテナンス実績データをオンラインで収集すると共に、上記製品特性データに基づき、上記食品製造プラントの構成設備の稼動可能期間を算定し、上記稼動可能期間の算定値と上記メンテナンス計画及びメンテナンス実績データを比較することにより、上記食品製造プラントの構成設備のメンテナンス推奨時期を算定するメンテナンス推奨時期提示手段を備えた構成とする。
(もっと読む)
161 - 180 / 420
[ Back to top ]