
Fターム[3C100BB13]の内容
Fターム[3C100BB13]の下位に属するFターム
加工標準時間 (161)
Fターム[3C100BB13]に分類される特許
401 - 420 / 420
製造機械の保守管理システム

【課題】製造機械の複数の保全対象部品に対して保全周期を個別に設定し、保全結果に応じて保全周期を自動的に修正する製造機械の保守管理システムを提供する。
【解決手段】サーバコンピュータ10にインタネット29を介して接続可能な端末コンピュータ20に対して、複数の保全対象部品についての保全日を含む保守管理データを閲覧させると共に、保全結果をサーバコンピュータ10に送信して保守管理データを更新させる。サーバコンピュータ10は、計画されている稼動量、各保全対象部品の不具合積算回数、前回の保全日等の保全管理データを格納し、保全結果に応答して前回の保全日及び不具合積算回数を更新し、過去の積算稼動量及び不具合積算回数を基に保全周期を設定し、前回の前記保全日、保全周期及び予定の稼動量を基に次回の保全日を算出し、保全結果を送信させるために端末コンピュータで入力操作を行わせるチェックシート等を含む閲覧ページを作成する。
(もっと読む)
自動誘導式パレットを用いた生産ラインおよび生産ライン設計支援システム本出願は米国特許法(35U.S.C.)第119条に基づく2002年6月7日出願の米国仮出願No.60/387,347の優先権を主張するものであり、当該仮出願の全開示もまた参照により本出願に包含される。
本発明は、小型でテーブル等の上に設置可能な新しい製造システムに関する。発明者らは、これを小さな工場を意味するものとして、DTF(デスクトップファクトリー)と呼ぶ。この出願においては、「DTF」の目的が述べられ、そして2つの主要項目がこの報告書に記述されている。 1)自動搬送システムとして自動誘導式パレット(「AGP」と呼ぶ)を有する製造システム。このAGPシステムは、製造ラインの従来の2つの搬送システムの利点を併せたものである。即ち、フローショップ型(所謂、「組立ライン」)は、大量生産に適するもので、システム内の各工程間の搬送距離を最短にすることができる利点があり、ジョブショップ型(バッチ処理が多くは必要である)は、各校工程間の搬送(往復)を可能にするという利点がある。この提案するシステムは、生産量が比較的少なく生産物の種類範囲が広いフレキシブル製造システムで使用することができる。
2)製造ライン設計支援システム。 1の実施例は、第1にオペレーターが、各工程の処理時間、稼動率、工場設備コスト等の製造ラインのシステム設計要件を入力し、さらに、上記要件各々の加重(重要度)が入力される。第2に、支援システムが最適製造ラインの候補を幾つか出力する。そして、支援システムは、候補についてシミュレーションをそれぞれ実行する。最後に、シミュレーションにより最適製造ラインが構築される。  (もっと読む)
(もっと読む)
生産ショップにおける在庫管理システム及びその方法

【課題】
メンテナンスやトラブルと言った短い周期での能力変動に合わせて、倉庫の在庫に対するスペースを割り付けることにより、倉庫充満によるブロックや無駄な空きスペースの発生を防ぐと共にプロセス製造装置の稼働率の向上を図った生産ショップにおける在庫管理システム及びその方法を提供することにある。
【解決手段】
本発明は、プロセス製品の生産ショップ101における各製造工程における所定期間内の在庫の遷移を予測する在庫シミュレーション部108と、前記各製造工程における製造装置の能力変動時の各時点における、各製造装置に対応する在庫上限値を算出する在庫上限値算出部110と、該算出された各時点における各製造装置に対応する在庫上限値を、優先度に従って前記複数の倉庫からなる在庫スペースに順次割り付ける在庫スペース割付部112とを備えた生産ショップにおける在庫管理システムである。
(もっと読む)
スケジューリング装置、スケジューリング方法及びプログラム
【課題】 工程の前後に対して工程の追加が必要になる場合において、日程、進捗、リソース管理を正確かつ効率的に実行できるようにする。
【解決手段】 工程設定手段1により定義された工程データと、選択条件設定手段4により定義された工選択条件データとからリソースの割付けを行う工程を選択する工程選択手段6と、当該選択された工程と、割付け可能なリソースの組み合わせにおいて、変更工程設定手段3により定義された工程変更データとに基づいて工程を変更する工程変更手段7と、工程変更手段7により設定された工程に仮のリソースの割付けを行う仮割付手段8と、当該割り付けられた工程を評価する評価手段9と、工程選択手段6により選択された工程と、割付け可能なリソースの全ての組み合わせに対して行った評価手段9の評価値との比較に基づいて、最適な割付けを決定する割付決定手段10とを備えるようにする。
(もっと読む)
作業者管理システム,作業者管理装置及び作業者管理方法
作業内容に応じて複数の作業エリアに分けられた工場100と,各作業エリア112等とそこで行われる作業内容を関連づけた作業特定情報を記憶する作業特定情報データベース220と,各作業エリアに設けられた作業者検出センサ130とを設け,作業者検出手段からの出力に基づいて作業者がどの作業エリアにいるかを特定し,作業特定情報データベースの作業特定情報に基づいて,特定された作業者の作業エリアからその作業者の現在行っている作業を特定する。こうして特定された現在作業に基づいてその作業者に対し,現在作業を続行させるか,又は新たな作業を行わせるかを判断し,判断結果に応じてその作業者に対して作業実行の指示を出す。これにより,作業者が現在行っている作業の特定,新作業の配分,作業の再配分などを容易とし,各作業者を適材適所に配置させて各作業者の作業効率を高めることができる。 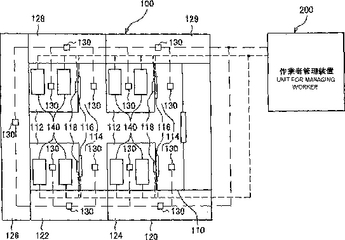 (もっと読む)
(もっと読む)
エンジン・システム製造において使用するためのエンジン制御モジュールおよびエンジン制御方法
エンジン制御モジュール(10)が、ある特定のエンジン・システム(20)に関連付けられ(510、610、710)、そのエンジン・システムを製造するための製造指示に関する情報を格納する(520、720)ため、およびその特定のエンジン・システム(620)についての構築状態情報を格納する(630、750)ために使用される。また、エンジン制御モジュールは、エンジン・コントロール(10)が、エンジン・システム(20)動作の1つまたは複数の態様を制御できるようにするように動作可能なエンジン・システム動作指示も格納する(550、650、770)。  (もっと読む)
(もっと読む)
設備管理装置および設備管理プログラム
【課題】 より効率的な設備管理を実現する。
【解決手段】 マップ画面24のマップ領域34に、エリアの平面図84が表示される。そして、この平面図84上に、複数台のトラップに対応する複数のアイコン86,86,…が表示される。これらのアイコン86,86,…には、文字,色彩および囲み線が付されており、これらの文字,色彩および囲み線によって、対応するトラップの用途,稼働状況および不良率(故障発生率)が表現される。従って、当該文字,色彩および囲み線という各アイコン86,86,…の態様から、各トラップの用途,稼働状況および不良率という属性を、直観的かつ同時に把握することができる。これは、複数台のトラップが設置されている蒸気プラントを管理するのに、極めて有効である。
(もっと読む)
航空・宇宙用機械要素商品の品質管理方法および航空・宇宙用軸受
【課題】 各要素品の材料購入から航空・宇宙機械要素商品の完成後の検査内容まで、詳細な履歴情報を、航空・宇宙用機械要素商品と1対1の関係で容易に管理することのできる航空・宇宙用機械要素商品の品質管理方法を提供する。
【解決手段】 各工程Sl〜S2の情報を、その工程のロット番号と共に、ICタグ4に記録する。要素品2を航空・宇宙用機械要素商品1に組立てた後は、各要素品2に対するICタグ4の記録情報を、管理コンピュータシステム11に、製造番号または製造ロット番号に対応して記録しておく。航空・宇宙用機械要素商品1には別のICタグ10を取付け、製造番号またはロット番号を記録する。また、このICタグ10には、鍛造、熱処理、研削、表面処理の各工程の加工条件情報を記録する。
(もっと読む)
制御装置及びコンピュータプログラム
【課題】 1つ以上の工業用ロボットを含む複数の制御対象機器を統括的に制御するシステムを構築可能とする制御装置を提供する。
【解決手段】 設備制御装置にマルチタスクOSを搭載すると共に、そのOS上で動作するシステムタスク群を予め搭載しておき、当該タスク群を構成する実行管理タスクが、ユーザプログラムであるロボット管理タスク群,PLC処理タスクを実行管理して動作させることで、コンベア,ロボット,加工機などを統括的に制御する。そして、実行管理タスクは、ユーザプログラムを周期的に実行させるように管理して、PLC処理タスクにおける一連の処理が連続的に実行される時間を検出し、ロボット管理タスク群の実行時間に対するPLC処理タスクの実行時間比率が、実行周期内において一定の割合以下となるように制御する。
(もっと読む)
作業指示方法
【課題】 ロット投入前の作業者が必要なタイミングで及び最新の被加工物情報で選定できる選定作業及び作業指示方法を提供することを目的とするものである。
【解決手段】 各製造ロット毎の作業条件を記憶する部分と一つの製造ロットを構成する被加工物の中から一部の被加工物を先行確認用被加工物及び検査用被加工物として選択する為に、特定の選択条件にあう先行確認被加工物及び確認検査項目条件に合う各々の被加工物を選択する為の選択条件設定入力画面を記憶する工程と、全ての選択合致条件にあう被加工物を選択して指示する工程とを有することを特徴とする作業指示方法を提供する。
(もっと読む)
レイアウト支援システム、レイアウト支援方法およびプログラム
【課題】 現状のレイアウト情報から、移設の対象となる設備の移設先を自動で探索し、移設したときのレイアウトの定量的な評価値を算出することで、レイアウトの決定を支援するレイアウト支援システムを提供する。
【解決手段】 現状のレイアウト情報は情報記憶部110に記憶されている。レイアウト生成手段120は、現状のレイアウト情報から、移設の対象となる設備の移設先を自動で探索し、移設したときのレイアウト情報を生成する。移設したときのレイアウト情報の物流コストは、物流コスト演算手段131で演算される。レイアウト情報抽出手段140は、移設したときの物流コストが現状の物流コストよりも低いレイアウト情報を抽出し、抽出したレイアウト情報に対応する設備移設内容は表示手段150で表示される。
(もっと読む)
対応優先順位決定装置、及びその方法
【課題】幾つかの設備にそれぞれの異常が同時発生したときには、異常発生の各設備の状況に応じて該各設備への対応優先順位を決定する。
【解決手段】幾つかの生産設備の異常が検出されると、各データベース3、4、5に基づいて該各生産設備への対応優先順位を決定して表示するので、該各生産設備への対応を適確かつ迅速に行うことができる。また、各生産設備の稼動情報を収集して稼動情報データベース3に記録し、この稼動情報を更新しているので、各生産設備の状況を反映しつつ、各生産設備への対応優先順位を適確に決定することができる。
(もっと読む)
タイヤ製造設備管理システム及びタイヤ製造設備管理方法
【課題】造対象タイヤの種類毎、製造設備毎の、製造設備が製造対象タイヤを製造するのに適した製造条件を製造設備に自動で設定し製造対象タイヤを製造することができるタイヤ製造設備管理システム及びその方法を提供する。
【解決手段】
製造設備管理システムはDBサーバ10、製造設備管理DB20、DB管理PC30、第1製造ライン100から構成され、DBサーバ10は外部記憶装置に製造設備管理DB20を格納している。第1製造ライン100は、アプリケーションサーバ101及び成形設備群102から構成され、アプリケーションサーバ101は、成形設備群102と接続している。成形設備群102はN台(N≧2)の成形設備から構成され、第1成形設備110は成形機ターミナルPC111及び成形機第1PLC112、成形機第2PLC113から構成されており、第N成形設備120は成形機ターミナルPC121及び成形機第1PLC122、成形機第2PLC123から構成されている。
(もっと読む)
生産履歴管理システム
【解決手段】本実施例における生産履歴管理システムは、データ取得手段及び検索手段を備え、データ取得手段は各生産設備毎に累積良品数及び累積排出数を時系列的に集計する。指定生産設備としてラベラと、指定時刻範囲として「15:20」〜「15:25」が指定されると、検索手段7は当該指定時刻範囲に処理された累積良品数(640)(895)と累積排出数(30)(35)を合計した累積処理数(670)(930)が、上流側生産設備となるキャッパの累積良品数(652)(970)に含まれることを検出して、当該キャッパの累積良品数及び累積排出数の欄の背景色を異ならせる。
【効果】累積良品数と累積排出数を時系列的にデータファイル化しているので、正確に生産履歴の管理を行うことが可能となる。
(もっと読む)
シミュレーション方法およびシミュレーションシステム
【課題】複数台の専用コンピュータを別途導入することなく、ロボットが緊急停止する事象が発生した際のロボットの復旧動作を短時間でシミュレーションする。
【解決手段】少なくともロボット12を含む生産設備の制御に用いられる複数の制御装置22〜27と、複数の制御装置22〜27と通信可能な主操作盤21とを有し、ロボット12が緊急停止する事象が発生した際にロボット12の復旧動作をシミュレーションシステムであって、主操作盤21が、稼動休止状態となった制御装置を複数の制御装置のうちから検出し、検出された稼動休止状態の制御装置に対して、復旧動作のシミュレーションの分散処理を指示し、指示された各制御装置が、復旧動作のシミュレーションを分散処理する。
(もっと読む)
計画作成支援システム
【課題】 金型などの工業製品の製造計画作成において、製品設計、製造計画、実績データを一元管理することができる計画作成支援システムを提供する。
【解決手段】 設計を支援するCADプログラム部101と、製造に関するデータが格納されるマスタデータ格納部106と、CADプログラム部101およびマスタデータ格納部106のデータに基づいて作業工数の計算を行うCAMプログラム部102と、CAMプログラム部102のデータに基づいて製造計画を作成するスケジューラプログラム部103と、スケジューラプログラム部103のデータが格納される計画データ格納部107と、作業実績が格納される実績データ格納部108と、各データを関連付けるデータ連携部105とを有するCAD/CAMスケジューラシステムにより、製品設計、製造計画、実績データの一元管理が可能となる。
(もっと読む)
フレキシブルプロセスオプティマイザ
【課題】
【解決手段】 製造プロセスの効率を改善するための様々なパラメータを記録し分析するためのフレキシブルプロセスオプティマイザ。このフレキシブルプロセスオプティマイザは、製造機械に装填されている様々なトランスから信号を得て調整する。質的及び量的なデータ分析にもかかわらず、改良が認識される必要がある製造プロセスの特定の態様が認識される。質的な評価は、センサデータによって取り出される製造サイクルの存在、欠如あるいはある特徴の期間を見ている。データの量的な評価は、あるデータの属性のコンピュータ化を含む。有用なデータの転移とデータ分析ツールを提供することによって、改良された効率を提供するために製造プロセスのパラメータに必要な調整がなされる。変更の結果は、フレキシブルプロセスオプティマイザを用いて、即座に認証できる。
(もっと読む)
ポリ乳酸生産システムおよび生産方法ならびにポリ乳酸生産支援システムおよび生産支援方法
【課題】在庫管理費用の抑制と生産の効率化を図ることができるポリ乳酸生産システムおよび生産方法ならびにポリ乳酸生産支援システムおよび生産支援方法を提供する。
【解決手段】複数の乳酸発酵工場で、一連の乳酸発酵工程、乳酸エステル合成工程および前記ラクチド合成工程のうち少なくとも乳酸発酵工程を実施する。ポリ乳酸生産工場で、各乳酸発酵工場により製造されたポリ乳酸原料を搬入して、一連の乳酸エステル合成工程、ラクチド合成工程およびポリ化合成工程のうち各乳酸発酵工場において実施される工程より後の工程をすべて実施する。
(もっと読む)
板金加工システム、加工スケジュール管理方法およびプログラム
生産管理装置からみて、希望する製作指示どおり円滑に板金加工設備を運用することが可能で、また、板金加工設備の稼動率、生産効率を向上させる。 板金加工システム101は、製作指示によりネスティングして得られるシート加工データに基づく加工スケジュールを生成して、当該加工スケジュールを材料シート1枚ごとに管理する生産管理装置110と、前記生産管理装置110と通信ネットワーク120を介して相互接続され、当該生産管理装置110から受信した前記加工スケジュールを実行する板金加工設備130とを備える。 (もっと読む)
煙草加工産業における機械用の表示操作ユニット
【課題】
効率的機械操作を可能とする表示操作ユニットと煙草加工産業における機械用の表示操作方法とを提供すること。
【解決手段】
この発明は多数の映像面表示体から成る図解的利用者インターフェイスを表示する映像面装置(10)とコンピュータプログラムによって図解的利用者インターフェイスを発生させるように設けられているコンピュータ(11)とを備え、実質的に全映像面表示体が少なくとも次の領域;機械及び製品又はそのいずれか一方を表示した表示操作要素により多数の異なった操作者により選択できる操作領域表示体を表示する操作者により操作できる操作領域(20)と、機械又は製品に関連した停止と警報メッセージを表示するメッセージ領域(21)とを有する煙草加工産業における機械用の表示操作ユニットに関する。この映像面表示体は機械及び製品又はそのいずれか一方の関連表示体及び製造モード又はそのいずれか一方に関する操作要素を包含する少なくとも一つの別の領域を有し、その別の領域の表示体が操作領域(20)のそれぞれに設定された操作領域表示体と無関係である。 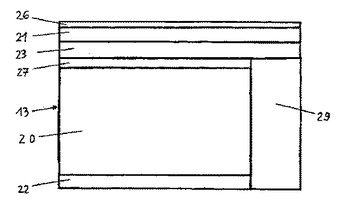 (もっと読む)
(もっと読む)
401 - 420 / 420
[ Back to top ]