
Fターム[3C100CC11]の内容
総合的工場管理 (15,598) | データの移動、通信網の管理 (1,431) | 伝送ネットワークの形態 (336)
Fターム[3C100CC11]の下位に属するFターム
Fターム[3C100CC11]に分類される特許
1 - 20 / 189
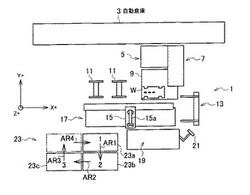
曲げ加工システム及びその方法
【課題】新しい曲げ製品に対し行われる試し曲げ加工等により変化する残加工枚数を修正しながらスケジュール運転を行う。
【解決手段】材料を収納した自動倉庫からブランク材を取り出し、曲げ加工機19により加工を行う曲げ加工システム1である。そして、所定量の加工を自動運転で実行するためのスケジュールデータに基づき、スケジュール運転を制御するスケジュール運転制御手段と、スケジュールデータに基づくスケジュール運転の実行中に、試し曲げ等の特定の曲げ加工処理を実行する試験加工モードに移行する移行制御手段とを備える。そしてスケジュール運転制御手段は試し曲げ等の特定の曲げ加工の結果に応じて変化する後続のスケジュールを管理する。
(もっと読む)
作業管理システム及び作業管理方法

【課題】部品の拾い上げ作業の効率化及び正確化を実現する作業管理システム及び作業管理方法を提供する。
【解決手段】対象となる部品18の位置を示す画像を表示装置116に表示させる表示制御手段152と、リストリーダ28により読み取られた部品箱タグ16tが対象となる部品18に対応するものであるか否かを判定する物品正誤判定手段158と、その物品正誤判定手段158の判定が肯定される場合には正しい拾い上げが行われた旨を画像に反映させる一方、判定が否定される場合には間違った拾い上げが行われた旨の報知を出力させる拾い上げ作業評価手段160とを、備えたものであることから、拾い上げ対象となる部品18の位置を表示装置116に視覚的に表示させられることに加え、作業者が部品18を手に取ろうとした際にその部品18が正しい拾い上げ対象部品18であるか否かを直感的に把握させることができる。
(もっと読む)
生産管理システム
【課題】中間製品の属性情報と位置情報を収集して生産計画を適正化する。
【解決手段】中間製品の保管位置においてその製品が有する管理情報を読み取り無線LANを通じて送信する読取通信手段と、無線LANを利用した測位方式により読取通信手段の位置を検出する位置検出手段と、検出した位置から保管位置を取得するとともに、その保管位置と取得した管理情報とを紐付けして記憶する保管情報記憶手段と、生産工程における生産の進捗状況を取得する生産状況取得手段と、進捗状況に基づいて、生産工程に次に投入する中間製品を管理情報に基づいて保管情報記憶手段から抽出し、次の生産工程に移動する中間製品と、移動先と、投入すべき時刻から逆算した移動開始時刻とを決定する移動計画手段と、を具備するようにした生産管理システム。
(もっと読む)
生産管理データ生成方法、プログラムおよび生産管理データ編集装置
【課題】既存のシステムの変更を行うことなく新たに生産管理装置を導入することを目的とする。
【解決手段】複数の機器における情報の送受信を仲介する生産管理装置2における情報を生成する生産管理データ編集装置1において、生産管理データ編集装置1が、機器間で送受信される、TCP/IPに従ったメッセージパケットを、宛先に関係なく取得し、取得したメッセージパケットをメッセージに復元した後、宛先・種別定義データベース106を基に、メッセージを種別分けし、メッセージ構成定義データベース109に基づいて、データ毎にメッセージを分割し、メッセージ構成定義データベース109に基づいて、分割したメッセージを生産管理装置2における情報のフォーマットに再構成することを特徴とする。
(もっと読む)
動的保守計画装置
【課題】製造装置の保守で停滞することによって完成が遅延するロットを最小化する保守開始日の算出とロットの優先度の算出を行い、製造装置の保守が原因で発生する製造ラインの生産量の減少を最小化することができる動的保守計画装置を提供する。
【解決手段】動的保守計画装置において、製造ラインの特定の製造装置を指定した保守日時に停止させるシミュレーション結果に基づいて、とり得る保守日時の中から、生産量が最大となる保守日時を決定し、決定した保守日時の保守に対して、完成が遅延すると予測されるロットを特定する保守計画装置110と、完成が遅延すると予測されたロットの優先度を、保守中の製造装置での停滞を防止するように算出する優先度算出装置130とを備えた。
(もっと読む)
作業指示システムおよび作業指示方法
【課題】複数の作業者が1つの製品の製造を担当する生産ラインにおいて、各作業者に適切な作業指示を与え、作業者の同期が取れるようにする。
【解決手段】管理PC10は、各作業者の作業の進捗状況を各作業者の端末装置の操作から認識する認識手段と、他の作業者の作業の進捗状況から特定の作業者が次の作業を開始できるか否かを判断する判断手段と、特定の作業者が次の作業を開始できないと判断した場合、特定の作業者が次の作業を開始できるまでの待ち時間を計算する計算手段と、計算した待ち時間を特定の作業者の端末装置に表示する表示手段とを有する。
(もっと読む)
業務管理サーバ、業務管理プログラムおよび業務管理システム
【課題】 開示する業務管理サーバでは、業務委託元から業務委託先に通知される業務依頼書に基づき作業を行う場合に、当該作業進捗の管理を行う手間を軽減することができる。
【解決手段】 開示する業務管理サーバの一形態では、第1のクライアント装置と第2のクライアント装置とが接続する業務管理サーバであって、前記第1のクライアント装置から業務依頼を受け付け、該業務依頼毎に該業務依頼を識別する識別情報を付与する業務依頼受付手段と、前記第2のクライアント装置から、前記業務依頼を構成する各工程が実施済みであるか否かに関する情報と該各工程の実施を証明する文書情報とを関連付けた工程管理情報を受け付ける進捗状況受付手段と、前記業務依頼に関する情報と前記識別情報と前記工程管理情報とを関連付けて保持する進捗状況保持手段と、を有することを特徴とする。
(もっと読む)
機械の監視システム
【課題】機械をネットワークに接続し、機械の状態をコンピュータで監視するシステムにおいて、監視対象の機械の版数の相違による機械の状態を示す情報の変化に柔軟に対応できるようにするため、版数ごとにモニタデータ構成を変更することを可能とすること。
【解決手段】監視対象の機械からモニタデータを取得し、モニタデータ上に記憶されている版数の対応表を保有しているか判断し、保有していない場合は監視対象の機械から対応表を取得する(SA1〜SA3)。モニタデータ取得カウンタを0にリセットし、対応表のi番目の識別情報を取得し、i番目のモニタデータを、識別情報を元に取得し、表示用作業領域に記憶し、モニタデータ取得カウンタを1つ増加する(SA4〜SA7)。すべてのモニタデータを取得したか否か判断し、すべてのモニタデータを取得した場合には、表示表作業領域に記憶しているデータをコンピュータの表示装置の表示画面に表示し、処理を終了する(SA8、SA9)。
(もっと読む)
操作履歴管理システムおよび操作履歴管理方法
【課題】操作対象装置300の被操作履歴を容易に復元できる操作履歴管理システム100および操作履歴管理方法を提供すること。
【解決手段】操作対象装置300に対する操作履歴を記憶する操作履歴管理装置200と、操作履歴管理装置200による被操作履歴を記憶する操作対象装置300とを備えた操作履歴管理システム100において、操作履歴管理装置200は、表示された前記操作履歴の中で復元する範囲の指定を受け、この指定を受けた範囲の中の最古の操作履歴と操作履歴管理装置200の第1識別情報とを操作対象装置300へ送る復元範囲制御GUI手段210を備え、操作対象装置300は、最古の操作履歴および第1識別情報と、被操作履歴およびこの被操作履歴の操作を行った操作履歴管理装置200の第2識別情報とに基づいて被操作履歴を復元する被操作履歴復元手段310を備えたことを特徴とするもの。
(もっと読む)
バッチプロセスにおける基準バッチ登録による品質管理方法および装置
【課題】基準となる最良のバッチの挙動を捉えて基準バッチとし、それを用いて製品製造の品質を管理するバッチプロセスにおける基準バッチ登録による品質管理方法および装置を提供する。
【解決手段】ある工程における最良のバッチの挙動(トレンド)をとらえ、それを基準バッチ(ゴールデンバッチ)として登録する。そして登録した基準バッチ51のデータを表示する。またこの基準バッチ51に対して下に信頼区間幅52および上に信頼区間幅53を設定し、これらも表示する。これに、運用のバッチの実データ54を重ねて表示する。運用のバッチの実データ54と基準バッチ51のデータとの差異が信頼区間幅、この例では上に設定した信頼区間幅53を超えた時点(アラーム検出点55)で、アラームを検出し、基準から外れていることを所定の部署に通知する(図示せず)ようにしている。
(もっと読む)
混流生産システムにおける自動機取り付け順序決定方法及び設備運用指示機
【課題】 本発明の課題は、混流生産システムにおいて、試験対象の製品の試験順序、該当試験機への割り当て方による試験開始の遅延を無くし、また、個々の試験時間の空き時間を長くして、設定した試験順序でトラブル等が発生しても以後の試験を効率良く実行できるように設定することである。
【解決手段】 混流生産システムにおいて、製品の入試、試験状況等を監視する設備運用指示機を備え、製品情報と段替時間と製品の試験順序を取得して、該製品の試験開始時刻と、試験終了時刻と、入試時刻から試験開始までの試験遅延時間と、前の製品から次の製品試験までの試験機空き時間を算出し、設定した試験順序における試験遅延時間と空き時間より試験機への最良取り付け順序を決定する。
(もっと読む)
人工知能化した加工支援監視方法と人工知能化した加工支援監視システム
【課題】 同種工作機械及び同種加工内容に係る加工材・加工工程・仕上げ精度等の加工条件をユーザー側からホスト側に問い掛けると、ホスト側で収集した世界レベルの最適加工条件をユーザー側へ返送し、ユーザー側の同種工作機械が直ちに最適加工条件で加工するものである。更に、時経列に加工状態を監視集計して最適加工条件を更新するものである。
【解決手段】 複数の同種工作機械10A・・10X及び同種機械情報に係る加工情報K及び異常予知情報Sを時経列にインターネット回線IN等によりホスト側MSに収集して各種加工情報及び各種異常予知情報を随時更新される加工条件推奨情報K′として累積・更新し、この更新された加工条件推奨情報を次の加工条件推奨サービスとして発展的にインターネット上で世界最高レベルに世界標準化させ、インターネット等で結んだ無数の同種工作機械間に加工条件推奨情報としてホスト側から複数の同種工作機械側へ発信する人工知能化した加工支援監視方法である。
(もっと読む)
製造情報管理方法及び製造情報管理システム
【課題】 製造部門のノウハウに基いて柔軟に製造方法を決定でき、かつ、採用した製造BOMデータを管理可能にする。
【解決手段】 表示画面上に表示された設計BOMに対して入力手段から入力される指令に応じて、一の部品を複数のサブ部品に分割し又は複数の部品を一の組立部品に結合して編集してデータベースに格納する一方、複数のサブ部品又は結合された組立部品に係る部品の接合関連を表すリンクノードを生成して表示画面に表示して、リンクノードのデータをデータベースに格納する。表示されたリンクノードに係るサブ部品又組立部品の接合関係を入力手段から入力し、リンクノードの属性データとして紐付けしてデータベースに格納する構成とする。
(もっと読む)
工程管理装置及び工程管理方法
【課題】実際に工程の現場に赴く必要がなく、また、撮影された画像と目視用基準情報との同期を容易に行うことができる工程管理装置を提供する。
【解決手段】所定の工程が実施されている現場に設置され少なくとも撮影方向の遠隔操作が可能なネットワークカメラ2と、工程の計画情報を記憶している記憶手段3と、記憶手段3から取得される工程の計画情報に基づいて任意の時点における工程の実施予定状況を任意の視点からみた想定画像を生成する画像生成手段4と、画像生成手段4を制御しネットワークカメラ2の遠隔操作状況に基づいてネットワークカメラ2からの視点に対応した想定画像を生成させる制御手段1と、制御手段1により制御されてネットワークカメラ2により撮影された撮影画像と任意の時点における想定画像とを表示する表示手段5とを備えた。
(もっと読む)
検査工程管理システム
【課題】既存の検査環境等において容易に適用できるようにして、低コストで導入可能とするとともに、人為的なミスでの検査工程の未完了などにより不良品が流出する事態を防止できる。
【解決手段】所定の検査対象に対する複数の検査工程に対応して配置される端末装置11〜1mと、各検査工程の検査結果情報が記憶される情報記憶手段を有したサーバ装置20と、を備え、端末装置11〜1mが、サーバ装置20の情報記憶手段から端末装置11〜1mに対応する検査工程より前の検査工程の検査結果情報を取得する情報取得手段と、情報取得手段で取得した検査結果情報に基づいて所定の通知を行なう通知手段と、を備える。
(もっと読む)
生産管理装置、生産システム、生産管理方法、生産管理プログラム、および記録媒体
【課題】所定の生産工程における納期遅延の発生を防止可能な生産管理装置を提供する。
【解決手段】本発明の生産管理装置は、所定の生産工程を実施するテスタ31A〜31Dに対する、複数ロットの製品のロット単位での割り付けを管理する生産管理装置40であって、上記製品には、当該製品の納期を示す納期情報がロット単位で予め設定されており、上記製品のロットごとの納期情報を取得するトラベラー情報受信部41と、上記取得した納期情報に基づき、上記テスタ31A〜31Dに割り付ける製品のロットを決定するロット割付部47と、を備えている。
(もっと読む)
数値制御装置で使用する認証装置のデータ更新方法
【課題】電子データだけの脆弱性を電子データと物理キーとを両方用いて偽造防止能力を向上可能な、数値制御装置で使用する認証装置のデータ更新方法を提供すること。
【解決手段】再生装置4はキー装置2から読取ったキー装置2の情報を寿命更新要求データReqとして作成する。再生装置4は寿命更新要求データReqをインターネット5を利用して、キー装置管理権限者が管理するキー装置寿命データ管理サーバ6に送信する。キー装置寿命データ管理サーバ6は、インターネット5を通して受信した寿命更新要求データReqを解読し、正当な更新要求であれば寿命更新データAnsを作成し、インターネット5を利用して寿命更新データAnsを再生装置4に送信する。再生装置4は受信した寿命更新データAnsを解読し、正当な寿命更新データであれば解読した寿命更新データAnsに基づいてキー装置2の寿命データを更新する。
(もっと読む)
生産管理装置、及びプログラム
【課題】製品の生産に関し、部品調達のリードタイムを短縮させる。
【解決手段】文書を登録する文書登録部12と、製品の設計に係る複数の文書のうち少なくとも一部が文書登録部12に登録された時点で、当該登録された文書に基づいて製品の製造に必要な部品の使用予測率を算出する使用予測率算出部16と、を含む生産管理装置10。
(もっと読む)
工作機械の補給部品管理方法及び装置
【課題】生産台数が違う多数の機種があり、これらの機種間で部品の共用があり、それらの部品の改訂が頻繁に行われている場合でも、既存の機械の修理や保守のための補給部品の発注や在庫管理を行うことができる部品管理システムを得る。
【解決手段】工作機械を制御している制御用コンピュータと保守管理者のサーバとがインターネットを介して接続されている。サーバは、すべての既納機械が使用する部品について、旧部品と新部品との関係とこれら新旧部品の適用機種を登録したデータベース31、32と、このデータベースを参照して部品コードを変更する部品コード変更手段とを備えている。既納機械の部品を管理するとき、データベース31、32を参照して、管理対象の部品を改良した新部品の存否及び個々の既納機械についての新部品の適用可能性ないし代替可能性を判別して、当該部品の管理を行う。
(もっと読む)
生産管理システム及び方法
【課題】後工程引取り生産方式を採用した生産ラインにおいて、容易に生産ラインの管理及び設計を行うことのできる技術を提供する。
【課題を解決するための手段】生産管理システムは、生産指示を示すかんばんを収容する通路を有し、この通路一端の投入部からこの通路他端の取出し部へ当該かんばんを移動させる収容手段と、この収容手段の投入部と取出し部との間に収容手段を第1段と第2段とに区分けするように設けられ、収容手段の投入部から投入されたかんばんを第1段に留める遮断状態とかんばんを第2段に移動させる開放状態とを切り替え可能な遮断手段と、移動ペースを決定し、この移動ペースでかんばんが上記収容手段の取出し部へ送られるように上記遮断手段を制御する制御手段とを備える。
(もっと読む)
1 - 20 / 189
[ Back to top ]