
Fターム[3C269EF35]の内容
数値制御 (19,287) | プログラムの作成、管理 (3,117) | プログラムの内容 (1,894) | 変数の利用 (177)
Fターム[3C269EF35]の下位に属するFターム
位置、速度以外の変数 (65)
Fターム[3C269EF35]に分類される特許
1 - 20 / 112
加工ヘッドのアプローチ動作を制御するレーザ加工用制御装置
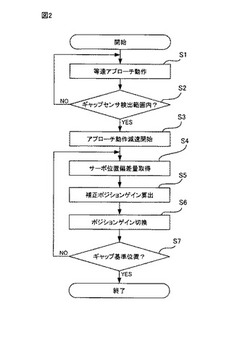
【課題】オーバーシュートを可及的に防止するレーザ加工用制御装置が望まれている。
【解決手段】本発明の一態様によれば、ギャップ基準位置において、前記被加工物をレーザ加工するためのレーザ加工用制御装置であって、前記加工ヘッドと前記被加工物との間のギャップ量を検出するギャップセンサと、ギャップ位置指令を送出するギャップ位置指令演算部と、加工ヘッドを前記ギャップ基準位置まで駆動するサーボ機構部と、前記サーボ機構部の位置偏差量を読取るサーボ位置偏差読取部と、前記サーボ機構部の前記位置偏差量に基づいて、前記サーボ機構部のための補正ポジションゲインを算出するポジションゲイン演算部と、前記サーボ機構部のポジションゲインを、前記ポジションゲイン演算部において算出された前記補正ポジションゲインに切換えるポジションゲイン切換部と、を備える、レーザ加工用制御装置が提供される。
(もっと読む)
工具経路算出装置、工具経路算出方法、及び加工装置

【課題】研削工具(砥石)を持つ加工装置の制御に係わり、工具の磨耗に対処して好適な経路を算出し、費用等を抑える。
【解決手段】本工具経路算出装置10は、加工装置20での研削中に工具に生じる磨耗を考慮した経路を算出する機能を有する。処理部201は、被削材と工具との組合せについて、(1)第1の研削加工(試加工)の結果データに基づき、研削諸元値と工具磨耗量との関係情報を含むデータをDB50に格納する処理と、(2)第2の研削加工(実加工)を行うためのNCデータ52を生成する際に、当該研削諸元値と、DB50とをもとに、第2の研削加工の工具磨耗量を算出する処理と、(3)工具の磨耗を考慮しない経路に対し、上記第2の研削加工の工具磨耗量を反映して補正した工具の経路を算出する処理とを行う。
(もっと読む)
数値制御装置及び制御方法
【課題】工具が被加工物やジグに干渉しない場合のみ工具を待機位置まで工具交換前に移動できる数値制御装置及び制御方法を提供する。
【解決手段】CPUは加工プログラム中に軸移動指令がある場合、主軸ヘッドの軸移動パラメータを算出しRAMに記憶する(S19)。軸移動パラメータは次工具の送り軸毎の最小座標値と最大座標値である。加工プログラム中に工具交換指令がある場合、工具交換前の軸移動を指示するブロックの軸移動パラメータをRAMから取得する(S15)。工具が被加工物又はジグ装置に干渉する領域を示す干渉パラメータは不揮発性記憶装置に記憶されている。干渉パラメータに基づき、軸移動パラメータが非干渉条件を満たすか否か判断し(S16)、非干渉条件を満たす場合(S16:YES)、工具交換前の軸移動指令にポット加工指令を追加する(S17)。
(もっと読む)
工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】びびり振動の抑制に対して回転軸の回転速度にかかわらず最適な変動周期を表示し、短時間で容易に最適なパラメータに設定可能とする。
【解決手段】回転速度を変動させると、モニタ14には、回転速度の変動振幅Qと変動周期Pとの関係を示す変動図20が表示され、変動図20には、現在の設定値Aの他、変動振幅Qと変動周期Pとの設定可能範囲21と、以下の式(1)に基づいた最適変動周期PO及び/又は式(2)に基づいた変動周期Pの最適範囲P1が表示される。Tは回転軸の回転周期、a,amin,amaxは予め設定される係数である。
PO=aT ・・・(1)
aminT≦P1≦amaxT ・・・(2)
(もっと読む)
ワーク設置誤差補正部を有する多軸工作機械用数値制御装置
【課題】直線3軸および回転3軸を備える多軸工作機械において、ワーク設置誤差を補正する。
【解決手段】数値制御装置10は指令解析部11でプログラム指令を解析し、補間部12で各軸の補間位置を作成し、工具位置方向計算部で工具位置と工具方向を求め、その工具位置と工具方向に対して設置誤差量に基づいて補正工具位置と補正工具方向を計算し、補正直線軸位置と補正回転軸位置を計算する。ワーク設置誤差補正部13は各軸の補間位置を指令位置として、設置誤差量およびトレランス量記憶部14に格納された設置誤差量(並進誤差量(δx,δy,δz)、回転誤差量(α,β,γ))とトレランスD0によってワーク設置誤差補正の計算を行い直線軸3軸の補正直線軸位置と回転軸3軸の補正回転軸位置を求め、求められた補正直線軸位置と回転軸3軸の補正回転軸位置に基づいて各軸のサーボ15X,15Y,15Z,15A,15B,15Cを駆動する。
(もっと読む)
工作機械
【課題】びびり振動を抑制可能で且つ目標とする加工面粗さを得ることもできるような変動パラメータを作業者が容易に把握可能な工作機械を提供する。
【解決手段】びびり振動を抑制するために主軸1の回転速度を変動させるにあたって、びびり振動の抑制に効果的な変動パラメータに係る情報を表示するとともに、回転速度を変動させることで加工面に生じるうねりを考慮して、該うねりを含んだ理論粗さを算出し、該理論粗さを変動パラメータに関連づけた状態で表示手段15に表示するようにした。そのため、作業者は、理論粗さを考慮に入れた上で振動抑制効果の高い変動パラメータの値を容易に把握することができる。したがって、びびり振動を抑制することはできたものの、加工面粗さが目標よりも下回ってしまったというような事態の発生を防止することができる。
(もっと読む)
数値制御装置
【課題】不定軸を含む複数の移送軸を有し、いずれかの移送軸について移送装置の加速性が極端に悪い工作機械において、全ての移送軸についての移送装置の同時制御と、高速かつ高い加工精度でのワークの加工とを実現する。
【解決手段】数値制御装置2は、ツールパスを滑らか補間するツールパス補間部15と、W軸パスを滑らか補間後、媒介変数による二次微分値が小さくなるように補間する移送軸パス補間部16と、媒介変数時間関数を求める媒介変数時間関数導出部18と、媒介変数時間関数を用いて基準単位時間毎の各時点の補間後ツールパスの座標及びその各時点の補間後W軸パスのW軸座標を求め、そのW軸座標を拘束条件として各時点の補間後ツールパスの座標に対応する各移送軸上の座標を求め、その位置座標から各移送軸毎の移送量を示す指令パルスを求めるパルス補間部22を備える。
(もっと読む)
数値制御装置
【課題】加工プログラムに射影工具軸ベクトルの向きが急変するような移送対象物の動きを指示する部分が含まれている場合でも、工具とテーブルとの相対的な急回転を防いでワークの加工精度の低下及び機械ショックの発生を抑制する。
【解決手段】数値制御装置2は、姿勢調整箇所の前後に亘る姿勢調整区間において工具106の姿勢を調整するための姿勢調整情報を求める姿勢調整情報導出部16と、媒介変数時間関数を求める媒介変数時間関数導出部18と、媒介変数時間関数から求めた各時点に対応する媒介変数のうち姿勢調整区間内の媒介変数については、先端パス上の先端点の位置座標と、その先端点から当該先端点に対する位置関係を姿勢調整情報に基づいて射影工具軸ベクトルの向きの変化が緩やかになる方向に調整した上空パス上の上空点へ向かう工具軸ベクトルを求めてその位置座標及び工具軸ベクトルから指令パルスを求める移送指令導出部20とを備える。
(もっと読む)
加工装置および加工方法
【課題】ワークの加工精度を向上した加工装置を提供する。
【解決手段】ワーク5と工具10との相対運動によって、ワーク5に対して曲線を含む加工を施す加工装置1であって、ワーク5と工具10とが接触するまでの相対運動をクロソイド曲線に沿った運動に制御する制御手段4を備える。
(もっと読む)
位置補正装置およびレーザ加工機
【課題】移動装置の位置決め制御の精度の向上と加工速度の向上とを両立できる位置決め装置およびレーザ加工機を提供すること。
【解決手段】座標平面におけるレーザビームBの加工予定軌跡と目標軌跡との間で距離の最も近い2点の組が探索され、その2点間の各々の距離が算出される。算出された各々の距離に基づいて加工予定軌跡を作るための指令が補正されるので、加工予定軌跡を目標軌跡に近づけることができる。これらの処理は被加工物WにレーザビームBを照射する前に実行されるので、レーザ加工時における移動装置の位置決め速度(移動速度)を低下させることなく移動装置の位置決め制御の精度を向上できる。また、変位にヒステリシスをもつピエゾアクチュエータ等の移動装置であっても、ヒステリシスを考慮した補正ができる。
(もっと読む)
加工プログラムの移動経路を修正する機能を備えた数値制御装置
【課題】ピックフィードが切削部分にある加工プログラムの場合でも、良好な加工面を得ることができる数値制御装置。
【解決手段】プログラム入力部2は、自動運転の実行時に加工プログラム1を読み出し、指令解析部3に入力する。指令解析部3は、指令ブロック毎の移動量や送り速度の指令から補間用のデータを生成する前処理部であり、前処理されたデータは、補間処理部7に入力され、各軸の移動指令に分割された後、各軸のサーボモータ8X,8Y,8Zに出力される。指令解析部3の内部において、ベクトル作成部4は、同一方向の連続する指令ブロックを一つにしたベクトルを作成し、ピックフィード判定部5に入力する。ピックフィード判定部5では、入力されたベクトルからピックフィード部分かどうかの判定が行われ、ピックフィード部分であった場合には、経路修正部6で経路の修正が行われる。
(もっと読む)
ロボット制御システム、ロボットシステム
【課題】制御ハードウェアーへの性能要求を低減できると共に応答性の改善も図れるロボット制御システム、ロボットシステム等の提供。
【解決手段】ロボット制御システムは、ロボット100のフィードバック制御の目標値を出力する目標値出力部60と、力覚センサー10からのセンサー情報に基づいて力制御を行い、目標値の補正値を出力する力制御部20と、補正値により補正された目標値に基づいて、ロボットのフィードバック制御を行うロボット制御部80を含む。力制御部20は、ロボットの姿勢に応じて変化する制御パラメーターを事前計算する事前計算部22と、センサー情報と制御パラメーターとに基づき補正値を求める演算処理を実行する実行部26を含む。
(もっと読む)
ロボットの故障検出方法、ロボット
【課題】ロボットの故障検出方法を提供する。
【解決手段】ロボット1の故障検出方法は、関節J1〜J6と、これら関節に連結されるアーム13〜18と、関節J1〜J6それぞれの回転角度を検出するエンコーダー40と、アームのいずれかに取り付けられたジャイロセンサー30と、を有するロボットの故障検出方法であって、エンコーダー40またはジャイロセンサー30の異常を判定する閾値を決定する工程と、エンコーダー40によって関節角度を取得する工程と、関節角度を近似微分して関節角速度を算出する工程と、関節角速度をジャイロセンサー位置の座標系角速度に変換する工程と、ジャイロセンサーによって角速度を取得する工程と、ジャイロセンサーにより取得した角速度と座標系角速度との角速度差、または角速度比を演算する工程と、角速度差、または角速度比と、閾値とを比較する工程と、を含む。
(もっと読む)
工作機械の制御装置及び制御方法
【課題】びびり振動を効果的に低減することができ、しかも加振装置を必要とせず、実施化を容易に図り得る工作機械の制御装置などを提供する。
【解決手段】工作機械は、主軸に取り付けた切削工具により切削加工を行うものである。この工作機械の制御装置は、加工時に発生するびびり振動の周波数を検出する検出手段と、この検出手段で検出したびびり振動の周波数及び主軸回転数を基に工作機械の主軸が回転している状態の固有振動数を推定する推定手段17と、この推定手段で推定した固有振動数を用いて無次元安定限界切込みを算出し、この無次元安定限界切込みが最大となるように主軸回転数を変更する主軸回転数制御手段18とを備える。
(もっと読む)
学習制御機能を備えたスポット溶接ロボット
【課題】従来のスポット溶接ロボットは、ロボットの高速動作によって発生する軌跡誤差や振動成分によって、ロボットの最適動作が阻害されるという問題があった。
【解決手段】本発明のスポット溶接ロボットは、制御対象部位とセンサとを備えたロボット機構部(1)と、制御対象部位の目標軌跡または目標位置に関する位置指令データを取得し、位置偏差データに従って、ロボット機構部を所定の動作速度で動作させる動作制御部(4)と、センサの検出結果から制御対象部位の軌跡または位置を算出し、軌跡誤差または位置誤差を補正するための、もしくは振動を抑制するための、学習補正量を算出する学習制御部(3)と、を有し、動作制御部は、学習補正量を用いて位置偏差データを補正し、学習制御部は、学習補正量を算出する過程で、最大動作速度に至るまで1回又は複数回に渡って動作速度を増加させながら学習補正量を算出する、ことを特徴とする。
(もっと読む)
データ生成装置、データ生成方法、及びプログラム
【課題】多数の被描画媒体に対して、被描画媒体のそれぞれに画像を描画するための画像データを生成する際に扱う多数のパラメーターを扱い易くすることができるデータ生成装置、データ生成方法、及びプログラムを提供する。
【解決手段】データ生成装置は、複数の被描画媒体を備える被描画体に描画することで、複数の被描画媒体のそれぞれの被描画媒体に媒体画像を描画するための描画画像の画像データを生成するデータ生成装置であって、画像データを規定するパラメーターの値を入力するための入力ボックスを有する入力画面部と、入力されたパラメーターの値を二次元形状として表示する補助表示画面部と、を備え、補助表示画面部は、被描画媒体の形状及び配置位置を示す二次元形状における、パラメーターが対応する部分を示すパラメーター位置表示画面部を有する。
(もっと読む)
データ生成装置、データ生成方法、及びプログラム
【課題】多数の被描画媒体に対して、被描画媒体のそれぞれに画像を描画するための画像データを生成する際に扱う多数のパラメーターを扱い易くすることができるデータ生成装置、データ生成方法、及びプログラムを提供する。
【解決手段】データ生成装置は、複数の被描画媒体を備える被描画体に描画することで、複数の被描画媒体のそれぞれの被描画媒体に媒体画像を描画するための描画画像の画像データを生成するデータ生成装置であって、被描画媒体の形状を規定するパラメーターの値と、被描画体における被描画媒体の位置を規定するパラメーターの値と、を取得し、取得したパラメーターの値によって、描画画像における媒体画像の位置を規定する。
(もっと読む)
数値制御装置および加工方法
【課題】工作機械において工作物を高精度に加工でき、且つ加工時間を大幅に短縮できるNC装置および加工方法を提供する。
【解決手段】主軸7の回転速度Sと熱変位量Tとの関係を示すデータを予め測定して記憶している。これにより、工具73と工作物Wとの接触点Pnにおける主軸7の熱変位量Tnおよび基準熱変位量T0を求め、接触点Pnにおける加工誤差Tn0を求めることができる(ステップS1〜4)。そして、該加工誤差Tn0が工作物の許容誤差An内となるように、主軸7の回転速度Sn,SSnを決定し、NCプログラムに指令されている主軸7の回転基準速度S0およびテーブル3の送り基準速度F0を変更することができる(ステップS5〜9)。そして、以上の処理を同一の工具73による加工工程(一加工工程)内において加工部位ごとに行っているので、工作物の加工精度を高精度に維持しつつ、加工時間を従来よりも大幅に短縮することができる。
(もっと読む)
サーボモータ制御装置及びサーボモータ制御方法
【課題】動作履歴や経年変化による案内面抵抗の変化に影響を受けにくくして誤差の発生を抑制し、加工面品位を向上させると共に、様々な運転条件にも対応可能とする。
【解決手段】サーボモータ制御装置1は、反転動作の開始と終了とを判断する反転動作判定装置20と、位置指令値Xiと検出位置情報との間の位置誤差を算出する減算器14と、算出された位置誤差から補正量を演算して記憶する補正量演算記憶装置23と、補正量演算記憶装置23に記憶された補正量で検出位置情報を補正する検出位置補正装置24と、を備え、検出位置補正装置24は、反転動作の開始判断に伴い、補正量演算記憶装置23に記憶された補正量で検出位置情報を補正する一方、補正量演算記憶装置23は、当該補正後のテーブル7の移動制御によって得られる検出位置情報と位置指令値Xiとの間の位置誤差から新たな補正量を演算して次回の反転動作の際に用いる補正量を更新する。
(もっと読む)
ロボット制御装置、ロボットシステム、及びロボット制御方法
【課題】ロボットに取り付けられたエンドエフェクターとコンベヤー上のワークとの衝突を抑制することのできるロボット制御装置、該装置を備えるロボットシステム、及びロボット制御方法を提供する。
【解決手段】ロボットコントローラー10は、エンドエフェクターがワークの上方に移動する際に、該ワークの位置の上方にエンドエフェクターが到達するために必要な水平動作時間を算出する水平動作時間算出部15aと、エンドエフェクターの速度とワークの速度とが同調するために必要な追従動作時間とを算出する追従動作時間算出部14と、エンドエフェクターがワークの上方に到達する前に、水平動作時間と追従動作時間とを比較してエンドエフェクターの下降の終了時を設定する下降設定部16とを有する。下降設定部16は、水平動作時間が追従動作時間よりも短い場合、エンドエフェクターの移動の開始時から追従動作時間の経過時以降を下降の終了時とする。
(もっと読む)
1 - 20 / 112
[ Back to top ]