
Fターム[3C269QB06]の内容
数値制御 (19,287) | 演算手段の構成、機能 (558) | 複数のプロセッサの利用 (342) | シーケンス制御用 (41)
Fターム[3C269QB06]に分類される特許
1 - 20 / 41
数値制御装置
【課題】特定の加工工程の加工部位の再加工を容易におこなうことができるとともに、容易に処理を実装することができる数値制御装置を提供する。
【解決手段】NCプログラム23aは、工程が実行順に記述されるとともに、工程はシーケンシャルファンクションチャート310のステップに対応し、加工機械50を各工程が実行される直前の工程別加工準備完了状態に至らせるための工程別加工準備指令が各工程の前段に記述され、NCプログラム実行手段25aは、実行開始ステップ設定手段116bで設定された実行開始ステップに対応する実行開始工程の前段に記述された工程別加工準備指令までスキップし、実行開始工程に対応する工程別加工準備指令を実行することにより、加工機械50を実行開始工程が実行される直前の工程別加工準備完了状態に至らせた後に、実行開始ステップに対応する実行開始工程からNCプログラム23aを実行する。
(もっと読む)
通信システム、制御装置、通信装置、制御方法、通信方法、及びプログラム

【課題】 伝送遅延を考慮するのみでは、フィードバック制御を行う周期を最速化することが困難であった。
【解決手段】 制御装置は、通信を介して所定の動作を実行する複数の駆動装置を制御する制御装置であって、複数の駆動装置のそれぞれが信号を受信して当該信号に応じて動作を実行できる状態となるまでの駆動準備時間と、複数の駆動装置のそれぞれと制御装置との信号の伝送に要する伝送遅延とを取得し、駆動準備時間と伝送遅延とに基づいて、複数の駆動装置を制御するための信号を当該複数の駆動装置へ送信する順序を決定し、決定した順序に基づいて、複数の駆動装置へ信号を送信する。
(もっと読む)
ブロック実行順表示装置
【課題】シーケンスプログラムおよびNCプログラムからなる制御プログラムの全体を構造的かつ視覚的に表現し、制御プログラムの実行順序および実行状態を容易に把握することができるブロック実行順表示装置を提供する。
【解決手段】数値制御およびシーケンス制御を備えた生産装置50と、シーケンスプログラム13aを実行するプログラマブルコントローラ10と、NCプログラム23aを実行する数値制御装置20と、シーケンス機能ブロックおよびNCプログラム実行ブロックを実行順に配列したブロック実行順配列を表示するブロック実行順配列表示手段116aと、配列要素の一つを選択する選択手段と、選択手段によってNCプログラム実行ブロックが選択されると、複数のNC機能ブロックを実行順に配列したNC機能ブロック実行順配列を表示するNC機能ブロック実行順配列表示手段116cを備える。
(もっと読む)
異常時モータ減速停止制御機能を有する制御装置
【課題】数値制御部およびモータ制御部の異常を検出する異常検出部を備え、前記数値制御部および前記モータ制御部のいずれにおいて異常が発生しても、前記異常検出部からの信号を受けて、減速停止専用モータ制御部に設けられたモータ減速停止制御部によりモータを減速停止させることが可能な異常時モータ減速停止制御機能を有する制御装置を提供すること。
【解決手段】機械50を制御する数値制御装置10は、移動指令を出力する数値制御部11と、数値制御部11からの移動指令に基づいてモータ40を駆動する指令を出力するモータ制御部12とを備え、アンプ20は、モータ制御部12からの指令に基づいてモータ40を駆動するモータ駆動用のアンプであって、異常検出部13は数値制御部11またはモータ制御部12の異常を検出し、モータ減速停止制御部15は異常検出部13からの異常検出信号を受けてモータ40を減速停止させる異常時モータ減速停止制御機能を備えた制御装置。
(もっと読む)
数値制御工作機械、制御プログラム及び記憶媒体
【課題】工具交換サイクルを短縮できる数値制御工作機械、制御プログラム及び記憶媒体を提供する。
【解決手段】制御装置のCPUは、加工ブロックの1ブロックを読み込んで解釈する(S1)。このS1の処理では、CPUは、タイミングテーブルを参照して、各指令の内容と、実行タイミングを読み取り、タイミング順に指令の内容を並び替えて、制御装置のRAMに記憶する。CPUは、指令が工具交換指令と判断した場合(S3:YES)、工具交換動作を開始する(S4)。ここで、CPUは、Z軸上昇処理を実行する。Z軸上昇処理は、主軸ヘッドが現在位置から工具交換位置(ATC原点)まで上昇する処理である。主軸ヘッド7がR点まで上昇した場合に(S5:YES)、S1の1ブロック読み取り処理でRAM73に記憶した指令の内容にタイミングAで実行する指令がある場合には(S6:YES)、当該タイミングAで実行する指令の内容を実行する(S7)。
(もっと読む)
ロボット制御装置、ロボット制御方法およびロボットシステム
【課題】ロボットにおける所定の部位があらかじめ定められた位置へ移動したことを示す通知信号の出力を適切に行うこと。
【解決手段】ベクトル算出部が、基準部位置における基準部の移動方向を示す第1のベクトルと、信号出力位置および基準部位置間の相対位置を示す第2のベクトルとを算出するようにロボット制御装置を構成する。また、信号出力判定部が、ベクトル算出部によって算出された第1のベクトルおよび第2のベクトルに基づいて通知信号を出力するか否かを判定するようにロボット制御装置を構成する。
(もっと読む)
遠隔操作装置及び工作機械
【課題】操作パネルの操作スイッチの状態と工作機械の内部情報を一致させることが可能な遠隔操作装置を提供する。
【解決手段】工作機械1を操作する操作スイッチを有する操作パネル4に着脱可能であって、工作機械1とは遠隔地に配置された別体のパソコン30からの操作指示により操作スイッチを遠隔操作する遠隔操作装置20において、操作パネル4の操作面に装着するパネル装着部21と、操作スイッチを操作する操作部23と、操作部23を操作パネル4に対向して移動する送りユニット22と、操作指示に基づき、操作部23及び送りユニット22を制御する制御部25と、を備え、パネル装着部21に、操作部23、送りユニット22、及び制御部25を設けた。
(もっと読む)
制御装置、制御システムおよび制御方法
【課題】目標軌道が動的に生成された場合であっても、その目標軌道の終点における速度を目標値に維持することのできる制御装置、制御システムおよび制御方法を提供する。
【解決手段】複数の駆動軸により移動可能な可動部を有する装置を制御するための制御装置を提供する。制御装置は、始点および終点により定義される移動区間に対して目標軌道を生成する目標軌道生成手段と、目標軌道における現在位置から終点までの残距離を推定する残距離推定手段と、可動部の現在の移動速度を目標軌道の終点において可動部が満たすべき移動速度である目標速度まで変更した場合に、可動部が移動する距離が残距離と実質的に一致するように、当該変更に係る加速度を算出する加速度算出手段と、現在の移動速度を算出した加速度で補正することで移動速度の新たな目標値を算出する移動速度更新手段とを含む。
(もっと読む)
工作機械の熱変位補正方法及び工作機械
【課題】センサや高機能な演算装置を不要とすることで、工作機械の稼働停止期間を短時間とし、稼働時間や熱変位が変更された場合であっても、最適な補正を行い、常に高い工作精度を保つことを可能とする熱変位補正手段を備えた工作機械及び制御方法を提供することにある。
【解決手段】
マシニングセンタ1の熱変位補正方法は、マシニングセンタ1の稼働時に生じる熱変位の時間に対する変化を予め測定してデータテーブル25を作成する第1のステップと、このデータテーブル25をPLC演算部24に記憶する第2のステップと、マシニングセンタ1の稼働時間とデータテーブル25とに基づいて現在の熱変位を導き出す第3のステップと、現在の熱変位に基づいて加工制御の補正値を演算する第4のステップと、を実行することにある。
(もっと読む)
数値制御装置およびマクロプログラム実行方法
【課題】軸移動がマクロプログラムの実行に影響を受けることをなくすとともに、マクロプログラム実行による数値演算処理が加工時間を増大させないようにする。
【解決手段】マクロプログラムの解析・実行をバックグラウンド処理の中で行うタスクの一つとして登録し、加工プログラムの実行による各軸の軸移動を行うための割り込み処理と並行して、前記マクロプログラムの解析・実行を前記バックグラウンド処理の中で行う。
(もっと読む)
シミュレーション装置
【課題】被制御装置の模擬が実行可能になるまでに要する時間が短く、且つ、被制御装置を正確に模擬することができるシミュレーション装置を提供する。
【解決手段】シミュレーション装置20は、制御装置10の制御対象である被制御装置を模擬するものであって、被制御装置を構成する機器毎の特性を示す情報が格納された設定ファイルの内容に基づいて、被制御装置を構成する機器のうち応答速度が予め設定された基準速度よりも速い機器を模擬するシミュレーションPLC21と、上記の設定ファイルの内容に基づいて、被制御装置を構成する機器のうち応答速度が基準速度よりも遅い機器を模擬するシミュレーションPC22とを備える。
(もっと読む)
工作機械における温度に依存した位置変化を補償するための方法およびデバイス
【課題】工作機械での温度に依存した位置変化を補償すること
【解決手段】本発明は、少なくとも1つのリニア軸を有する工作機械での温度に依存する位置変化を補償するための方法およびデバイスに関する。本発明の方法によれば、工作機械の第1リニア軸の第1温度測定位置にて少なくとも1つの第1温度を得て、第1基準温度と第1温度との間の第1温度差を得て、この第1温度差に応じて第1補償値を決定し、第1補償値に応じて工作機械での温度に依存する位置変化を補償する。本発明は、第1補償値を更に第1リニア軸の軸位置に応じて決定することを特徴とする。
(もっと読む)
表示装置、表示制御方法、プログラム、およびコンピュータ読み取り可能な記録媒体
【課題】制御対象の特定部位の指令された指令位置と、当該特定部位の応答位置との間の誤差をユーザにわかりやすく表示する表示装置を提供する。
【解決手段】表示装置は、指令値に基づいた特定部位の応答位置を取得し、指令位置と応答位置との位置の差を算出する。表示装置は、差が閾値以上であるか否かを判定する。表示装置は、指令位置に基づく空間的軌跡または応答位置に基づく空間的軌跡と当該空間的軌跡のうち閾値以上であると判定された部分を示すマークとを画面に表示する。さらに、表示装置は、選択されたマークFB9に対応する部分の指令位置の空間的軌跡と当該空間的軌跡に対応する応答位置の空間的軌跡とを同じ倍率で拡大した態様であって、当該拡大された各空間的軌跡が互いに重なる態様にて、各空間的軌跡を画面11に表示する。
(もっと読む)
工作機械の制御装置および運転制御方法
【課題】手動パルスモードと1ブロック停止モードとの両方を選択してNC装置を運転する場合に、NCプログラムの動作がブロック終了位置で自動停止した後における運転再開のための操作性を向上させる。
【解決手段】CNC部50のNCプログラムがブロック終了位置で停止した後、手動パルス発生器20のハンドル14の回転停止および当該回転停止後の回転開始をPLC部40において検出したときに、NCプログラムの次のブロックの実行を開始するように制御することにより、NCプログラムがブロック終了位置で自動的に停止した後も、ハンドル14を回転させるという1つの操作を行うだけで、NCプログラムの動作を再開させることができるようにする。
(もっと読む)
工具軌跡表示機能を有する数値制御装置
【課題】数値制御装置が管理している工具径補正ベクトルを用いることによって、実加工点の軌跡を表示する機能を備えた数値制御装置を提供すること。
【解決手段】指令部11は、加工プログラムのブロックを解析し、工具径補正ベクトルを計算し、駆動軸制御部12に工具径補正ベクトル分を補正した移動指令および各軸モータ21x,21y,21z,21A,21Bからの位置フィードバック情報に基づいて、工作機械20の工具を加工プログラムの加工経路に従って移動させる。工具径補正ベクトル取得部13は、指令部11において計算された工具径補正ベクトルのデータを取得し、実加工点算出部16へ送る。実加工点算出部16は、工具径補正ベクトルのデータ、および、工具中心座標値のデータを用いて、実加工点の位置のデータを算出し、実加工点表示部17は、実加工点のデータを元に実加工点軌跡を表示する。
(もっと読む)
工作機械の送り制御装置
【課題】 簡単な構成で精度良く熱変位補正が行えて、高精度な加工が行え、精度確保のためのコスト増を抑えられる工作機械の送り制御装置を提供する。
【解決手段】 対象となる工作機械は、ベッド6等の基台に対して進退自在に設置されてワークWまたは工具23を支持する移動台7と、この移動台7を進退させる進退駆動機構15と、送り制御手段33とを備える。前記基台および移動台7のいずれか一方に、移動台7の移動方向に沿う局部的な目盛り範囲40aのリニアスケール40を設ける。前記基台および移動台7の他方に、リニアスケール40を読み取るセンサ41を設ける。センサ41の読み取り値は、送り制御手段33の補正手段37による補正に用いる。
(もっと読む)
ロボットコントロール装置、ロボットコントロール方法
【課題】CPUが動作制御装置を単独で制御する用途、および、CPUを備えず動作指示装置からの指示に基づきロボットの動作制御する用途の両方の使い方を可能にするロボットコントロール装置、ロボットコントロール方法を提供することを課題とする。
【解決手段】ロボットコントロール装置1は、動作指示装置2と動作制御装置3とを備えている。動作制御装置3は、ロボット4が信号線5を介して接続されている。動作制御装置3は、通信ユニット300と動作制御ユニット400を備え、通信ユニット300と動作制御ユニット400とは、BUS端子302とBUS端子401を用いて接続され、通信ユニット300は、通信部301と、BUS端子302とを備え、動作制御ユニット400は、BUS端子401と、拡張ユニット判別部402と、実行部403と、第1記憶部404と、第2記憶部405と、ロボット制御部406とを備えている。
(もっと読む)
モータ負荷トルク測定機能を有する数値制御装置
【課題】実行中の加工プログラムの指令から、負荷トルクの計測対象となる工具とモータ、および計測区間を自動的に決定することで、加工プログラムの変更なしに工具毎の負荷トルクの計測を可能とするモータ負荷トルク測定機能を有する数値制御装置を提供すること。
【解決手段】工具交換が指令されたか否か判断し、工具交換指令がなされた場合には、
計測対象の工具を決定し、切削動作が指令されたか否か判断し、送り軸のサーボモータを決定する(SA100〜SA103)。送り軸の移動開始か否か判断し、各モータの負荷トルクの計測を実行し、負荷トルクの計測データを記録メモリに記録する(SA104〜SA106)。送り軸の移動終了が終了するまで負荷トルクの計測および記憶を行い、プログラムの終了をもって処理を終了する(SA107〜SA109)。
(もっと読む)
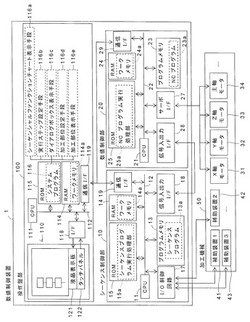
数値制御装置、工作機械の制御方法、及び工作機械の制御プログラム
【課題】ソフトウェアやハードウェアを複雑化することなく、プロセッサの処理のうちの一定割合を安定的かつ確実に周辺機器の制御処理に対して配分する。
【解決手段】サーボ3,4及び周辺機器に係わる複数の動作を制御する数値制御装置であって、プロセッサ13と、システム制御周期タイマ111と、システム制御周期で、プロセッサ13に対し、第1割り込み要求を発生させるシステム制御周期割り込み発生器112と、システム制御周期タイマ111とは異なるサーボ同期周期タイマ122と、サーボ同期周期で、プロセッサ13に対し、第2割り込み要求を発生させるサーボ同期周期割り込み発生器123と、第2割り込み要求の周期を所定の複数の区間に分割するタイマ周期分割器123aと、所定の区間の開始時に、プロセッサ13に対し、周辺機器制御のための第3割り込み要求を発生させるサーボ同期周期割り込み発生器123と、を有する。
(もっと読む)
ロボットの動作診断方法、ロボットの制御装置、ミニエンバイロメントシステムの制御装置、ロボット、及びミニエンバイロメントシステム
【課題】ロボット動作を診断して不具合を回避することができ、かつ、異常部位の詳細表示やパネル上でのロボット動作の再現により、メンテナンス時間を短縮できるロボットの動作診断方法を提供する。
【解決手段】複数の駆動軸をそれぞれ駆動する複数のモーター、マニピュレータ、及びセンサを有し、駆動軸によりマニピュレータを移動させるロボットの動作診断方法において、少なくとも1つの駆動軸に対し、ロボットの診断対象とする動作パターンを設定し、ロボットの初期状態での動作パターンにおいて、複数回計測したモーターを制御する制御装置の複数の入出力信号と、センサまたはマニピュレータを制御する機器の複数の入出力信号とを判定データとし、新たに計測した判定データを診断データとし、統計的パターン認識方法により診断データが判定データに含まれるかを判別することにより、新たに計測した時のロボットの動作が正常であるか判定する。
(もっと読む)
1 - 20 / 41
[ Back to top ]