
Fターム[3C269QE05]の内容
数値制御 (19,287) | 表示内容、監視、記録内容 (1,309) | 図形を用いて表示するもの (564) | 作業対象、ワークを表示 (215) | 加工後、作業後の最終形状、状態 (48)
Fターム[3C269QE05]に分類される特許
1 - 20 / 48
自動プログラミング装置および自動プログラミング方法

【課題】簡単な操作で、回転軸を含む多軸制御による加工機での面取り加工面に近似した直交3軸制御による加工機での面取り加工の工具経路を生成し、操作時間が短縮でき加工能率が向上する自動プログラミング装置および自動プログラミング方法を得る。
【解決手段】加工領域形状データと予め記憶されている加工条件データとに基づいて工具パスデータを生成する際に基準とする基準点列の形状データを生成する基準点列生成部121と、基準点列の形状データと予め記憶されている加工条件データおよび使用工具データとに基づいて面取り加工工具が面取り加工を施しながら通過する際の工具位置を決定するための工具基準位置データを生成する工具基準位置生成部122と、工具基準位置データと予め記憶されている使用工具データとに基づいて面取り加工工具の工具パスデータを生成する工具パス生成部123とを備える。
(もっと読む)
切断製品の吸着搬送格納方法及び装置

【課題】板状のワークに切断加工された複数のパーツを同時に吸着搬送して、個別の製品パレットに各パーツをそれぞれ格納することにより、板材加工機における切断加工の停止時間をより短時間にすることのできる方法及び装置を提供する。
【解決手段】複数の吸着具を備えた吸着搬送手段の吸着搬送装置によって、切断加工された複数の製品を吸着する工程と、前記吸着搬送装置によって吸着された各製品を各製品に対応した製品格納部へ搬送する工程と、各製品に対応した製品格納部へ各製品を搬送する毎に、当該製品格納部に対応した製品のみの吸着を解除して当該製品を当該製品格納部に格納する工程、の各工程を備え、前記吸着搬送装置による複数の製品の吸着は、1枚のワークに対する複数の製品の切断加工が全て終了した後に、又は、1枚のワークにおける所定領域内の複数の製品の切断加工が終了し、前記所定領域外の製品の切断加工の継続時に、前記所定領域内の複数の同時吸着を行う。
(もっと読む)
並列分散処理方法および並列分散処理装置
【課題】
CAMシステムではツールパス生成処理を実行する際に全ての領域のツールパス生成を順列処理しており,処理時間が長くなる。加工順序制約のある加工工程においてもツールパス生成処理時間を短縮することを課題とする。
【解決手段】
CAMシステムにおいて素材から製品へ加工するための複数の加工工程のツールパスを生成する、複数のCPUを搭載した処理装置における並列分散処理方法であって、加工前の素材形状を表す素材CADデータと、加工後の製品形状を現す製品CADデータと、加工工程別の加工領域を表す加工領域データを使用して、加工順序を算出し、加工順序の算出結果から、加工順序の制約がなく並列処理可能な複数の加工領域を抽出し、それぞれの加工領域におけるツールパス生成処理に対しCPUを割り付けて並列分散処理を行う。
(もっと読む)
工作物の機械加工のシミュレーション
【課題】切削部および非切削部を有する切削ツールによる工作物の機械加工をシミュレートするための、コンピュータ実施方法を提供する。
【解決手段】工作物および切削ツールの軌道を表すモデル化されたボリュームを提供するステップ(S10)と、切削ツールの衝突掃引を決定するステップ(S20)であって、衝突掃引は、切削ツールが軌道をたどる場合に、切削ツールの非切削前部によって掃引されるボリュームを表す、ステップ(S20)と、決定するステップ(S20)に従って工作物との衝突をテストするステップ(S30)と、を含む方法により、切削ツールによる工作物の機械加工のシミュレーションを向上させる。
(もっと読む)
回転工具の実切削距離算出方法、実切削距離算出のためのコンピュータプログラム、切削力予測方法及び工具経路修正装置
【課題】大型の被削物であっても実切削距離を高精度に算出することができるようにする。
【解決手段】被削物を切削する回転工具の実切削距離を算出する回転工具の実切削距離算出方法であって、工具による加工前の被削物の形状、工具の切れ刃形状、及び工具の送りによる移動経路の情報を含む所定データを入力するデータ入力ステップと、データ入力ステップの後、工具の切れ刃を仮想的に複数の微小な刃に分割して仮想の微小切れ刃を生成する微小切れ刃生成ステップC1と、仮想の微小切れ刃が所定の微小角度回転する毎に、被削物を切削しているか否か判定し、切削していると判定されたときには、微小角度の回転によって移動する上記微小切れ刃の移動距離を求め、この移動距離を切削加工開始時点から順次積算して実切削距離を得る実切削距離算出ステップC4〜C8とを含むことを特徴とするものである。
(もっと読む)
機械制御プログラム作成装置
【課題】機械制御プログラムを容易に作成または編集することができる機械制御プログラム作成装置を提供する。
【解決手段】プログラム中には、パラメータ数値、並びに、当該パラメータ数値に対応付けられたパラメータ記号およびパラメータ名称を含む。ダイアログボックス情報作成処理部43がプログラムに含まれるパラメータ記号とパラメータ名称とによりパラメータ項目として認識し、認識したパラメータ記号およびパラメータ名称とこれらに対応付けられているパラメータ数値とをダイアログボックス情報として作成する。作成されたダイアログボックス情報のうちパラメータ数値は、ダイアログボックス表示画面31にて編集可能である。パラメータ数値が更新された場合には、プログラムにおける対応するパラメータ数値を更新されたパラメータ数値に変更する処理を行う。
(もっと読む)
自動プログラミング装置および方法
【課題】加工形状の位置入力の手間が省け、さらに素材形状や加工形状間の関連した寸法・位置調整を容易にするための素材形状と加工形状又は加工形状間への依存関係を与える手間も省ける自動プログラミング装置を提供する。
【解決手段】加工形状入力手段が、素材形状から定義済みの加工形状を除去した加工素材形状を生成・記憶する加工素材形状生成手段と、加工形状の寸法・位置情報を入力する加工形状入力手段と、加工形状の種類に応じたその特定方向の位置を寸法・位置情報と加工素材形状から決定し位置を決定するための基準となった加工素材形状上の部位に対応する素材形状または定義済みの加工形状の部位と加工形状とに依存関係を設定する加工形状配置決定手段と、寸法・位置情報を修正した際に修正した加工形状に依存する加工形状も配置修正しさらに配置修正した加工形状に依存する加工形状も同様に配置修正することを繰り返す加工形状連動修正手段を含む。
(もっと読む)
加工パスの生成方法及び加工方法
【課題】製品設計の3次元CADモデル(以下3D−CADと称する)から,割り落とすことが可能な形状を自動判断し,その割り落とす加工方法の加工パスを自動生成し,製品の加工時間を短縮し,工具摩耗を低減できるようにする。
【解決手段】素材の一部を切削により削除する加工パスを生成する加工パス生成方法を、設計情報を用いて素材の削除する領域を素材に対して第1の方向から切削加工する第1の加工パスを作成する第1の加工パス生成工程と、設計情報を用いて素材の削除する領域を素材に対して第2の方向から第1の方向の側の面よりも下の部分を切削加工する第2の加工パスを作成する第2の加工パス生成工程とを有して構成した。
(もっと読む)
歯車形状修整入力描画装置及び歯車形状修整入力描画方法
【課題】歯形、歯すじデータの簡易入力による歯形、歯すじ形状の表示及びが確認できる歯車形状修整入力描画方法を提供するにある。
【解決手段】ワーク51に砥石31を接触させてワーク51を歯車として研削する歯車加工における歯車の歯形、歯すじ修整を行う際の入力方法として、典型的な3つのパターンであるクラウニング、テーパ及びクラウニングレリービングの各修整データ(Cr,Ctop,Tp,Lu,Ls,Rv1,Rv2,R1,R2及びR3)を入力手段から入力する一方、入力手段から入力された修整データ(Cr〜R3)に基づいて演算手段221によりクラウニング、テーパ及びクラウニングレリービングを組み合わせた修整形状(図8〜図12)を演算し、演算手段221から表示手段400,500に対して出力手段223にて修整形状(図8〜図12)を出力し、表示手段400,500にて修整形状(図8〜図12)を描画することを特徴とする。
(もっと読む)
加工面評価装置、加工面評価方法及びプログラム
【課題】短時間に加工面の評価を行うことができる加工面評価装置等を提供する。
【解決手段】制御部3は、入力部13から面法線ベクトル21を含む加工形状データ27を入力し(S11)、工具の形状や加工パラメータを設定する(S12)。次に、画像演算部5は、カスプデータ26を算出し、算出結果をカスプデータベース20に記憶する(S13)。次に、制御部3は、加工形状データ27、工具の形状や加工パラメータに基づいて、カスプデータベース20を検索してカスプデータ26を取得する(S14)。次に、画像演算部5は、カスプデータ26をテクスチャデータに変換し(S15)、テクスチャデータを加工形状データ27の加工面にマッピングして、全面カスプを生成し(S16)、全面カスプ画像を表示部7に表示する(S17)。
(もっと読む)
加工シミュレーション装置及び方法
【課題】切削加工シミュレーションにおいて、加工傷の発生状況とその発生メカニズムとに関する定量的な分析を支援する各種の特性量をより直感的に把握できる加工シミュレーション装置及び方法を得ること。
【解決手段】工具の種別及び形状を示す工具データ6及び工具の移動軌跡を示す工具移動軌跡データ7に基づいて切削加工をシミュレートして被加工物の形状を示す被加工物形状データ8を生成する切削形状処理部2と、切削加工の過程における被加工物の加工面上の着目点について、着目点の創成に関与した特性量を、被加工物形状データ8、工具データ6及び工具移動軌跡データ7に基づいて算出する工具移動特性量算出部4と、被加工物形状データ8に基づいて生成された、予め定められた視線方向に沿った被加工物の投影イメージに、特性量を重畳してディスプレイデバイス9に表示させる切削形状表示部3とを有する。
(もっと読む)
機械加工シミュレーションを最適化するためのシステム及び方法
本発明の実施の形態は、工作物のボリュームから、掃引されたボリュームのセットを除去することによって実施される工作物の機械加工のシミュレーションを最適化する方法で、ボリュームはセルのセットに分割され、各セルにこのセルと交差する掃引されたボリュームのサブセットを表す距離フィールドのサブセットを関連付けるステップであって、掃引されたボリュームのサブセットの少なくとも一部はセルの複合サーフェイスを形成する関連付けるステップと、セルに少なくとも1つの方向からこのセルに入射する光線のセットを当てるステップと、距離フィールドのサブセットの或る距離フィールドを選択して、セルと関連付けられた最適サブセットに含めるステップであって、距離フィールドによって表される掃引されたボリュームの境界は、複合サーフェイス上に位置する交点において少なくとも1つの光線と交差する選択して含めるステップとを含む方法である。 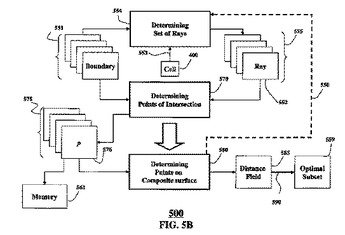 (もっと読む)
(もっと読む)
加工シミュレーション装置および数値制御装置
【課題】加工不具合の判別や、加工不具合の発生要因の容易な推定を可能とする加工シミュレーション装置および数値制御装置を得ること。
【解決手段】距離フィールドモデルで表現された加工対象物の形状をシミュレーションする切削シミュレーション部3と、シミュレーション結果から比較対象形状を選択する比較対象選択部4と、シミュレーション結果をグラフィック表示するためのレンダリング処理を実行する形状描画処理部5と、シミュレーション実行制御部2と、を有し、レンダリング処理において、画素が配列された投影面と、投影面上の各画素から投影面に垂直な方向である投影方向に沿う光線と、比較対象形状および光線の交点位置と、を想定するとして、形状描画処理部5は、交点位置において、参照基準形状に対する符号付距離値と、距離フィールドから導出可能な二次的幾何特徴量の差分と、に基づいて画素の輝度値を決定する。
(もっと読む)
加工シミュレーション装置および加工シミュレーション方法
【課題】演算処理時間を短縮できる加工シミュレーション装置および加工シミュレーション方法。
【解決手段】工具配置手段241は、工具移動経路における点列のうち第一位置P(1,1)に工具を配置する第一工程、点列のうち第一位置P(1,1)から工具の相対移動方向に少なくとも点列の一点を超えるよう設定された距離を隔てた第二位置P(1,3)に工具を配置する第二工程、点列のうち第一位置P(1,1)と第二位置P(1,3)との間である第三位置P(1,2)に工具を配置する第三工程の順に実行する(S12,S17)。そして、形状更新手段242は、各工程のそれぞれの処理の後に、被加工物の形状を更新する処理を実行する(S15)。
(もっと読む)
工作機械の制御方法、および、それに対する装置
【課題】工作機械の数値制御において、CAD/CAM環境内でカッターによる機械加工プログラムと検査ルーチンの創成を統合することにより、検査ルーチンを速く行うことができるようにする。
【解決手段】工作機械における測定用プローブ30の検査経路を作成する方法が、検査される被加工物の幾何学的形体を選択可能であるプログラム、例えば、改良型CAM用のエディタープログラム44を実行させるステップを含んで開示されている。一度選択されたプログラムは、工作機械の数値制御(NC)に読み込むためのソフトウェアに含まれている測定用プローブ経路を作り出すだろう。そのソフトウェアは、NCにより読み取り可能、あるいは、NCコントローラに接続されるプロセッサー20で使用する読み取り不可の命令として書き込まれる検査経路用命令と一緒に切削命令を有し、好ましくは、そのNCと同時に動作する。
(もっと読む)
数値制御工作機械用の加工シミュレーション装置
【課題】経験の浅い作業者でも、加工後の表面の様子を予測でき、所望する表面形状に加工するための適切な加工条件を容易に選択することができるシミュレーション方法を実現可能な数値制御工作機械用のシミュレーション装置を提供する。
【解決手段】加工シミュレーション装置1は、加工後のワークの形状を立体的にグラフィック表示するためのワーク形状表示部8と、工具の形状に関連した工具形状関連情報および工具の加工速度に関連した加工速度関連情報に基づいて、加工後のワークの表面形状を算出する表面形状計算部14とを有している。そして、当該表面形状計算部14によって算出されたワークの加工後の表面形状を、ワーク形状表示部8に表示可能になっている。
(もっと読む)
NCプログラムの解析編集装置、方法、プログラム、および記憶媒体
【課題】編集作業を容易にする。
【解決手段】本装置を、NCプログラム21を編集画面71に編集可能に表示するNCプログラム編集手段41と、概要情報を抽出し概要情報画面72に表示する概要情報編集手段43と、切削加工情報を抽出する切削加工情報抽出手段45と、CADデータ23から形状情報を抽出する形状情報抽出手段47と、切削加工情報、または形状情報の少なくとも一つの情報に基づき、工具軌跡データ層51、穴明図データ層52、またはワーク図データ層53を生成するとともに、描画画面73に重ね合わせ可能に描画表示する図形描画手段49と、切削加工情報をリスト画面74に表示する切削加工情報表示手段55と、表示領域をそれぞれ連動表示させる連動表示手段57と、ミル加工または穴明加工について解析し、対応する画面に表示させる切削加工解析手段59と、を備えるように構成する。
(もっと読む)
サンプル点において掃引容積の距離場を再構成する方法
【課題】掃引容積の高精度のモデルを表現し、レンダリングするための空間および時間効率の良い方法を提供する。
【解決手段】プロセッサ上で実行される方法が、サンプル点において物体の距離場を再構成する。物体は経路に沿って或る形状を動かすことによって生成される掃引容積である。形状を形状距離場によって表す。経路をパラメトリック関数によって表す。サンプル点における距離データを求め、距離データはサンプル点における物体の距離場を特徴付ける。経路に沿った形状の最適な配置を定義する最適な1組のパラメータを連続的に求める。形状距離場を最適な配置に変換して、変換された形状距離場を生成する。サンプル点において、変換された形状距離場から距離データを求め、サンプル点において距離場を再構成する。
(もっと読む)
適応的にサンプリングされる距離場を用いて数値制御フライス加工をシミュレートするための方法
【課題】高精度に時間効率よくフライス加工をシミュレーションする。
【解決手段】物体を横切る経路に沿って或る形状を動かすことによって、その物体のフライス加工をシミュレートするための、プロセッサ上で実行される方法が提供される。物体を表現するために、複合的な適応的にサンプリングされる距離場(ADF)が生成され、その複合ADFは1組のセルを含む。複合ADF内の各セルは1組の距離場と、そのセル内の物体を再構成するための手続き型再構成法とを含む。形状は形状距離場によって表される。経路はパラメトリック関数によって表される。掃引容積再構成法に従って、経路に沿って形状を動かすことによって生成される掃引容積を表すために、掃引容積距離場が連続的に定義され、その掃引容積再構成法によって、サンプル点における掃引容積距離場が再構成される。複合ADFを編集して、掃引容積距離場を複合ADFに組み込み、シミュレートする。
(もっと読む)
加工誤差予測のためのコンピュータプログラム、加工誤差予測装置およびその予測結果に基づいて工具経路を修正する装置
【課題】工具の形状誤差や撓みに起因する加工誤差を高速に予測可能な装置などを提供する。
【解決手段】コンピュータ装置1の3次元グラフィックス機能を利用し、加工誤差を予測する位置における工具M(切刃の通過軌跡)、この位置の直前および直後を含む所定範囲の工具掃引体T1,T2、および被削物形状Wを、それぞれ下方からの視野範囲Vにおいて描画する。描画された画像において工具Mが手前に表示されている画素領域を、加工終了後に残る加工面の領域として検出し、この加工面の代表点(創成点C)における工具の形状誤差や撓み量から加工誤差を予測する。予測した加工誤差に基づいて工具経路を修正すれば、成形後の手修正に要する工数、時間を大幅に削減できる。
(もっと読む)
1 - 20 / 48
[ Back to top ]