
Fターム[3C269QE34]の内容
数値制御 (19,287) | 表示内容、監視、記録内容 (1,309) | 各種稼働情報を記録 (86)
Fターム[3C269QE34]の下位に属するFターム
位置情報を記録 (23)
Fターム[3C269QE34]に分類される特許
1 - 20 / 63
工作機械の物理データの表示機能を備えた数値制御装置
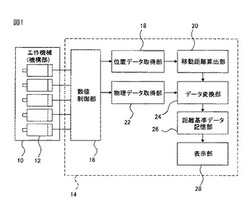
【課題】加工速度等の加工条件の変化によらず、所定位置でのデータ比較を可能とする表示機能を備えた数値制御装置の提供。
【解決手段】数値制御装置14は、予め定めた位置指令に基づいて各駆動軸12を制御する数値制御部16と、各駆動軸12及び工作機械の工具の代表点の位置データを取得する位置データ取得部18と、取得された位置データ及び工作機械10の機械構成の各部の寸法等の情報から、各駆動軸及び工具の代表点の移動距離を算出する移動距離算出部20と、各駆動軸12及び工作機械の工具の物理データを取得する物理データ取得部22と、取得された時間軸基準の物理データを、移動距離算出部20が算出した移動距離を用いて移動距離基準のデータに変換するデータ変換部24と、該移動距離基準のデータを記憶する距離基準データ記憶部26と、記憶された距離基準データを画面表示する表示部28とを有する。
(もっと読む)
工作機械の振動抑制方法および振動抑制装置

【課題】加工のヒステリシス特性によるびびり振動の再発生を効果的に防止することが可能な工作機械の振動抑制方法を提供する。
【解決手段】振動抑制方法は、回転軸の時間領域の振動を検出する第1ステップ、検出された時間領域の振動に基づいてびびり周波数を算出する第2ステップ、算出されたびびり周波数から加工情報を算出して記憶し、前に記憶された加工情報が存在しないときは、算出された加工情報を用いて安定回転速度を算出する第3ステップ、回転速度を算出した安定回転速度に変更する第4ステップ、変更した回転速度の加工情報と、記憶した加工情報を比較する第5ステップ、加工情報が改善され(びびり振動を低減させるように加工情報が変化し)、変更された回転速度の変更方向が減速方向であった場合に、最適な回転速度であると判断する第6ステップを有している。
(もっと読む)
工具経路算出装置、工具経路算出方法、及び加工装置
【課題】研削工具(砥石)を持つ加工装置の制御に係わり、工具の磨耗に対処して好適な経路を算出し、費用等を抑える。
【解決手段】本工具経路算出装置10は、加工装置20での研削中に工具に生じる磨耗を考慮した経路を算出する機能を有する。処理部201は、被削材と工具との組合せについて、(1)第1の研削加工(試加工)の結果データに基づき、研削諸元値と工具磨耗量との関係情報を含むデータをDB50に格納する処理と、(2)第2の研削加工(実加工)を行うためのNCデータ52を生成する際に、当該研削諸元値と、DB50とをもとに、第2の研削加工の工具磨耗量を算出する処理と、(3)工具の磨耗を考慮しない経路に対し、上記第2の研削加工の工具磨耗量を反映して補正した工具の経路を算出する処理とを行う。
(もっと読む)
工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】びびり振動の抑制に対して回転軸の回転速度にかかわらず最適な変動周期を表示し、短時間で容易に最適なパラメータに設定可能とする。
【解決手段】回転速度を変動させると、モニタ14には、回転速度の変動振幅Qと変動周期Pとの関係を示す変動図20が表示され、変動図20には、現在の設定値Aの他、変動振幅Qと変動周期Pとの設定可能範囲21と、以下の式(1)に基づいた最適変動周期PO及び/又は式(2)に基づいた変動周期Pの最適範囲P1が表示される。Tは回転軸の回転周期、a,amin,amaxは予め設定される係数である。
PO=aT ・・・(1)
aminT≦P1≦amaxT ・・・(2)
(もっと読む)
工作機械の加工制御方法
【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
工具先端点の加速度または加加速度の表示部を備えた工具軌跡表示装置
【課題】駆動軸または工具の指令位置に対する実位置の形状誤差の分析を容易に行う。
【解決手段】工具軌跡表示装置(20)は、複数の駆動軸の位置指令の指令値時系列データ、複数の駆動軸の位置検出値の検出値時系列データおよび工作機械の構成に基づいて工具指令座標値および工具実座標値を算出する工具座標値算出部(22)と、工具指令座標値および工具実座標値における工具の先端点の加速度を算出する加速度算出部(23)と、工具指令座標値および工具実座標値の加速度の表示形式を選択する表示形式選択部(24)と、を具備し、表示形式選択部は、加速度の向きと大きさとに応じて工具の先端点の軌跡を色分けする色表示と、加速度を加速度ベクトルとして工具の先端点の軌跡上に表示するベクトル表示と、隣接する加速度ベクトルの終点を互いに接続する結線を表示する結線表示とのうちの少なくとも一つを行う。
(もっと読む)
加工装置
【課題】オペレータが誤って加工条件を書き換えてしまった場合であっても、過去の加工条件を復元でき、かつ、このことをオペレータの負担を増やさずに実現可能とする技術を提案する。
【解決手段】被加工物を保持する保持手段と、保持手段に保持された被加工物を加工するための加工手段と、加工手段を制御する制御手段と、制御手段と接続され加工条件を入力する入力手段と、を含む加工装置であって、加工装置は、制御手段中のデータ設定部に設定された加工条件に基づき加工を行い、データ設定部上の加工条件はデータ設定部に接続された加工条件記憶手段に自動的に保存され、入力手段で過去の任意の時刻を指定することで、データ設定部に設定された現時点の加工条件を、任意の時刻の加工条件に置き換える。
(もっと読む)
溶接ロボット制御装置
【課題】
レーザセンサを用いて相対位置方式により教示点の位置補正を行う場合、レーザセンサの着脱等により溶接トーチとの取付位置関係が狂うと、教示修正に多大な時間を要する。
【解決手段】
S10でレーザセンサと溶接トーチ間のキャリブレーションを行い、新センサ−トーチ変換行列CT2Tを得て、S20で記憶部に格納する。S30で差分変換行列OTNの演算を行う。S40で予め選択しておいた作業プログラムに対して、センシング命令に記憶された検出基準点を探索する。S50で、見つけ出した検出基準点に対してそれぞれ差分変換行列OTNを乗算して、検出基準点を更新する。
(もっと読む)
負荷情報を活用した情報表示装置
【課題】制御装置と情報表示装置とからなる制御システムにおいて、コントローラで実行しているプログラムの実行ブロックと関連付けた状態で駆動軸の負荷トルク情報を管理・取得し、それらの情報をプログラム表示に対応づけて表示させることにより、プログラムのどの部分の動きを行っている際に大きな負荷がかかっているのかを把握する。
【解決手段】コントローラで実行しているプログラムの現在実行ブロックに関連付けて駆動軸の負荷トルク情報を取得・管理するようにすると共に、任意の制限トルクを設定し、その設定値を超える箇所に関してはプログラムの状態表示を変更する。
(もっと読む)
工作機械
【課題】びびり振動を抑制可能で且つ目標とする加工面粗さを得ることもできるような変動パラメータを作業者が容易に把握可能な工作機械を提供する。
【解決手段】びびり振動を抑制するために主軸1の回転速度を変動させるにあたって、びびり振動の抑制に効果的な変動パラメータに係る情報を表示するとともに、回転速度を変動させることで加工面に生じるうねりを考慮して、該うねりを含んだ理論粗さを算出し、該理論粗さを変動パラメータに関連づけた状態で表示手段15に表示するようにした。そのため、作業者は、理論粗さを考慮に入れた上で振動抑制効果の高い変動パラメータの値を容易に把握することができる。したがって、びびり振動を抑制することはできたものの、加工面粗さが目標よりも下回ってしまったというような事態の発生を防止することができる。
(もっと読む)
振動判別方法、及び振動判別装置
【課題】従来よりもびびり振動の種類を精度良く判別することができる振動判別方法、及び振動判別装置を提供する。
【解決手段】時間領域の振動加速度を高速フーリエ解析して周波数領域の振動加速度を求めた際に現れる複数のピーク値を対象としてびびり振動の判別を行う。したがって、周波数領域の振動加速度の最大値のみを用いて判別していた従来と比較すると、特に低回転速度での加工や刃数の少ない工具による加工において、発生したびびり振動の種類を正確に判別することができる上、工具とワークとの間での摩擦や加工による衝撃力に起因して生じる「固有振動型強制びびり振動」についても判別することができる。
(もっと読む)
加工条件探索装置
【課題】少ない実験数で最良の加工条件を探索することができるとともに、加工結果の良否評価に誤りがある場合でも、その誤りの影響を解消して、適正な加工条件を生成することができるようにする。
【解決手段】加工特性モデル生成部25により生成された新たな加工特性モデルを用いて、次の実験加工条件を生成する実験加工条件計算部21や、加工結果収集部12により蓄積された実験加工データ毎に、当該実験加工データ内の加工結果に含まれている加工良否評価を1つずつ変更する加工結果評価一部変更部27などを設ける。
(もっと読む)
産業用ロボット
【課題】アラーム発生時にどのデータを記録するかは予め設定されており、運転稼動中に運転を停止させることなく、どのデータを記録するのか設定することができない。
【解決手段】ロボットと、前記ロボットを制御するロボット制御装置と、前記ロボットを操作するティーチペンダントとを備えた産業用ロボットであって、前記ロボット制御装置および/または前記ティーチペンダントは記録メディアスロットを有し、前記記録メディアスロットに接続された記録メディア内に記憶されており前記産業用ロボットの動作中に記憶する情報を定義した記録方法ファイルを前記記録メディアの接続時に自動的に読み出し、前記記録方法ファイルを構成しており情報を記録するトリガとなる記録トリガの監視や記録した情報の書き出しを含む処理を行う解析用機能の実行を自動的に開始する。
(もっと読む)
数値制御装置
【課題】軸ごとの電力を正確に算出する数値制御装置を提供する。
【解決手段】コンバータ部110の出力電力を取得するコンバータ電力取得手段300と、モータ13−1〜13−Nの出力を軸ごとに算出するモータ出力算出手段310と、コンバータ出力電力とモータ出力の全軸に関する総和との差を全損失として算出する全損失算出手段340と、モータの損失を軸ごとに算出するモータ損失算出手段320と、アンプの損失を軸ごとに算出するアンプ損失算出手段330と、モータ損失とアンプ損失との和を軸損失として軸ごとに算出する軸損失算出手段350と、軸損失の全軸に関する総和に対する、軸毎の軸損失の比率に基づいて、全損失を軸毎に分配した損失を軸ごとに求める損失分配手段360と、モータ出力と分配軸損失との和を軸電力として軸ごとに求める軸電力算出手段370とを備える。
(もっと読む)
振動抑制装置
【課題】工具や加工条件が変わる度に各種条件を設定し直したりする必要がない上、加工中に工具を変更するような場合にも対応することができ、びびり振動を一層効果的に抑制することができる振動抑制装置を提供する。
【解決手段】工具毎に、びびり振動の抑制制御を実行するか否か、及び、抑制制御を実行する場合には、回転速度を安定回転速度へと変更する方法によりびびり振動を抑制するか、若しくは、回転速度を所定の振幅及び周期で変動させる方法によりびびり振動を抑制するかを記憶するとともに、安定回転速度や振幅及び周期を指令回転速度に対応づけて記憶した記憶装置13を備えた。そして、演算装置12は、加工が開始されたり、工具が交換されたりすると、記憶装置13を参照して工具及び加工条件(ここでは指令回転速度)に対応するびびり振動の抑制制御を実行するようにした。
(もっと読む)
工作機械の制御装置
【課題】指令値やコードを変更したNCプログラムを実行する場合に、安全に且つ加工精度を低下させることなく、ワークを加工可能な工作機械の制御装置を提供する。
【解決手段】工作機械の制御装置1は、NCプログラムを記憶するプログラム記憶部11と、NCプログラムをブロック毎に順次解析して送り機構6に関する動作指令を抽出するプログラム解析部16と、抽出された動作指令を実行して送り機構6を制御する実行制御部21と、NCプログラムを変更するプログラム編集部13と、NCプログラムの変更箇所に関する変更箇所情報を記憶する変更箇所情報記憶部15とを備える。実行制御部21は、動作指令を実行するに当たり、当該動作指令に係るブロックが変更箇所に係るブロックの1つ前のブロックであるか否かを確認して、1つ前のブロックであると判断した場合には、当該動作指令の実行前又は実行後に送り機構6の作動を一時停止させる。
(もっと読む)
加工機械
【課題】作動状態を監視するための加工機械の提供。
【解決手段】本発明に係る加工機械は、加工工具を交換可能に取り付けられる加工主軸及び加工主軸を駆動する電気モータが取り付けられたモータによって複数の座標軸に沿って移動可能な機械加工ユニットと、プログラム可能な制御ユニットと、加工機械の作動状態を監視する手段とを備え、少なくとも1つの作動パラメータを検出する少なくとも1つのセンサ・システムが、作動パラメータに関連する加工機械の構成部材に配置され、評価ユニットが、センサ・システム及び制御ユニットの双方に結合され、センサ・システムによって検出された測定値を処理するようになっており、光学表示装置が、操作者が直視できる範囲に設けられ、評価ユニットからのデータに基づき、加工機械の正常な作動状態、注意すべき作動状態、及び危険な作動状態を表示するようになっている。
(もっと読む)
ロボットシステム
【課題】動作プログラム内の命令を動作プログラムの変更履歴データを用いて修正する場合、従来はプログラム全体の全ての履歴を時系列に検索していくことになり、所望の変更履歴データを得るまでに多くの時間を要するという課題があった。
【解決手段】表示中の動作プログラムで命令を選択し、選択している命令に関する変更履歴を抽出して表示し、抽出された履歴情報のなかから所望の履歴情報を選択することで、選択している命令の内容を、所望の履歴情報に変更することにより、動作プログラムの変更に掛かる時間を少なくすることができる。
(もっと読む)
工作機械の振動抑制装置及び方法
【課題】加工効率を低下させることなくびびり振動の好適な抑制を行う。
【解決手段】振動抑制装置10の制御装置11は、NC装置12と、振動センサ7から検出される時間領域の振動加速度をもとにしたフーリエ解析を行う演算装置13と、演算装置13で演算された演算値やびびり振動の抑制履歴等を記憶する記憶装置14と、演算装置13にて演算された結果、もしくはその結果を基にした計算結果を表示する表示装置15と、NC装置12にオペレータが入力操作する操作装置16とを備え、びびり振動の発生が検出されると、演算装置13はびびり振動周波数の60倍の数値を工具刃数と前記回転軸の回転速度との積で除してk’値を算出し、算出されたk’値が1未満か否かを判別する。k’値が1未満であれば、回転速度を上昇側へ変更してびびり振動を抑制する。
(もっと読む)
エネルギー消費量収集装置及びその方法
【課題】一の被加工材から多種、多数の製品を加工する場合に、各製品毎のエネルギー消費量等を正確、且つ、容易に収集、表示、印刷可能な装置を提供することにより、省エネルギー対策、製品発注者からの製品毎のエネルギー消費量提示要求への対応を正確、容易、迅速可能とする。
【解決手段】エネルギー消費量の収集を行うエネルギー消費量収集装置1である。そして、プログラム5に設定した制御指令に従い作動する機械10に対し、前記プログラム5を読み込み前記機械10のエネルギー消費量を計測する計測部4を備える。前記計測部4は前記プログラム5に設定された、測定開始指令により前記計測を開始すると共に測定終了指令により前記計測を終了し前記測定開始指令と前記測定終了指令との間のエネルギー消費量を計測する。
(もっと読む)
1 - 20 / 63
[ Back to top ]