
Fターム[3E003CB06]の内容
容器詰包装操作 (2,738) | 制御手段及び制御対象 (190) | 被包装物品の移送機構を対象 (74)
Fターム[3E003CB06]に分類される特許
61 - 74 / 74
箱詰装置
【課題】 本発明は、個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に詰める箱詰装置において、袋の厚みの偏りによる不都合に対応することを目的とする。
【解決手段】 個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に繰り返し詰める箱詰装置であって、前記各個別の袋の厚みを検出する厚み検出手段と、前記一群の袋について、前記厚み検出手段より検出される前記各個別の袋の厚みを加算し、または前記厚み検出手段より検出される前記各個別の袋の厚みを所定値から減算する演算手段と、を備えることを特徴とする。
(もっと読む)
箱詰め装置

【課題】円滑に外装箱を搬送することができ、かつ外装箱を昇降移動させずに外装箱内に確実に物品群を押し込むことができる、箱詰め装置を提供する。
【解決手段】開閉装置13と、挟圧装置8と、押し込み装置14と、外装箱搬送装置80と、案内部材20と、開閉装置13、挟圧装置8、押し込み装置14及び外装箱搬送装置80を制御する制御装置30と、を有する箱詰め装置100であって、案内部材20を昇降駆動する案内部材昇降装置21を備え、制御装置30は、外装箱搬送装置80を制御して外装箱Cを搬入し、案内部材昇降装置21を制御して案内部材20を降下させて外装箱Cの開口部の縁を枠材の外面側に接触させ、押し込み装置14を制御して外装箱Cに物品群を押し込む。
(もっと読む)
物品箱詰め装置
【課題】 従来の物品箱詰め装置は、物品を定位置で積層するのに、簡単な構成で、処理スピードが速く、且つきれいに整列させた状態で積層できるものはなかった。
【解決手段】 コンベア装置1で順次搬送されてくる平面視矩形で薄形の物品Yをコンベア終端部1aから順次無停止状態で送出して、各物品Yをコンベア終端部1aの下方で待ち受ける収納箱X内に所定個数だけ積層状態で収納し得るようにした物品箱詰め装置において、コンベア終端部1aに、該コンベア終端部から送出される物品Yを乗り越させて減速させた後、表裏反転させて落下させるための物品減速反転部材2を取付けていることにより、物品Yを収納箱X内に、簡単な構成で、処理スピードが速く、且つきれいに整列状態で収納・積層できるようにした。
(もっと読む)
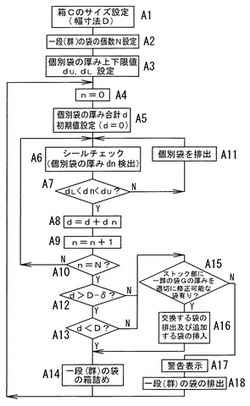
箱詰装置
【課題】本発明は、個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に詰める箱詰装置において、袋の厚みの偏りによる不都合に対応することを目的とする。
【解決手段】個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に繰り返し詰める箱詰装置であって、前記各個別の袋の厚みを検出する厚み検出手段と、前記検出手段により検出される厚みに基づいて、前記一群の袋を前記規定サイズの箱に詰めることの適否を判断する判断手段と、記判断手段によって不適と判断される場合に、前記一群の袋のうち交換すべき袋を選択する選択手段と、を備えることを特徴とする。
(もっと読む)
搬送装置およびこれを備えた箱詰め装置
【課題】整列不良の物品の束を下流工程に受け渡すことを回避して全体工程における効率化に寄与することが可能な搬送装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1は、第1バケット41と、第2バケット42と、背板44a,44bとをそれぞれ独立して駆動するように構成された、いわゆるトリプルループ構成において、検知部48が、商品Xの束の整列状態が不良であることを検知すると、制御部49が、商品Xの束を排出位置Rよりも下流側に設けられた排出部60まで搬送するように第1〜第3駆動モータM1〜M3を制御し、また、第1横送り機構51が作動しないように制御している。
(もっと読む)
柔軟ワークのワーク誘導装置
【課題】生地製品などの柔軟ワークWを包装する場合に、柔軟ワークWの折り姿の大きさや包装材の形状、或いはそれらの向きなどを種々に変更することに対応でき、しかもそれらの対応が簡単に行えるようにする。
【解決手段】動作のオンオフ切替に基づいて柔軟ワークWを支持した状態での水平旋回によるターンの可否を選択できるターンテーブル3と、このターンテーブル3上の柔軟ワークWを後押しして包装工程へ押し込むプッシャー4と、ターンテーブル3から包装工程へ向けて押し込まれる柔軟ワークWの左右両側及び上部を規制するガイド5とを有し、ターンテーブル3の上方にはターン中の柔軟ワークWの略中央部に押下ピン27を押しつけ可能にした位置保持手段6が設けられている。
(もっと読む)
コンテナ詰め込み装置
本発明の詰め込み装置は、層状積重ねステーション(A)、詰め込みステーション(B)、フォルダ・グルア(1)を出た箱を運搬し、これらを層状積重ねステーション(A)から送り経路(Ta)に沿って詰め込みステーション(B)に向けて送るよう設計された第1の箱コンベヤ(3)、サンプル採取ステーション(C)、取り出しステーション(D)、及び第1の箱コンベヤ(3)によって送られた箱を運搬し、これらをサンプル採取ステーション(C)から移送経路(Tt)に沿って取り出しステーション(D)に向けて移送するよう設計された第2の箱コンベヤ(10)を有する。 (もっと読む)
袋詰め包装機における小袋充填装置及び袋詰め包装機
【課題】袋詰め包装機において小袋を包装袋へ充填する際に、充填ミスを防止する。
【解決手段】小袋連接体7から分離される小袋6を吸着して下降し、下端位置で解放する吸着移送部材11と、吸着移送部材11から小袋6を受け取り、グリッパー3に両側縁を把持された包装袋4内に送入する小袋送入装置13を備えた小袋充填装置1。小袋送入装置13は昇降可能でかつ開閉可能な一対の小袋保持部材14,15を備える。小袋保持部材15の上縁側にU字状の切り欠き15aが形成されている。小袋保持部材は、開状態で上端位置に移動し、吸着移送部材が吸着した小袋を間に受け入れ、閉じてその小袋を保持する。このとき吸着移送部材が切り欠き15a内に入り込む。小袋保持部材は下端位置にきて包装袋4内に挿入され、ここで開いて小袋6を解放する。
(もっと読む)
多列分配装置
【課題】どのような条件下でも小袋をアタッチ間の一定な位置に投入でき、投入姿勢が小袋の縦横比に影響されることがなく、小袋が種々の幅のものでも専用部品を用いることなく容器に投入でき、容器内径に即した適切な寸法の小袋を容器内へ位置ずれすることなく正確に投入できる多列分配装置小袋を提供する。
【解決手段】多列分配装置は、分割された小袋10を、単位個数毎に搬送吸着手段16によって吸着して分配コンベア部14の搬送開始箇所14aに搬送投入する吸着型小袋搬送部18と、分配コンベア部14によって搬送された複数の小袋10を投入吸着手段20によって吸着して、小袋10投入位置の複数容器12のそれぞれに投入する吸着型小袋配布部22とを備える.
(もっと読む)
カートン詰め装置
【課題】 物品を詰めた後、カートンの胴部の直角度をきちんと出した状態でフラップを貼り合わせることのできるカートン詰め装置を提供する。
【解決手段】 カートン10は、胴部11を起函し、フラップ部を進行方向側方に向けた状態でコンベア20により搬送される。搬送中にカートン10に物品Aが詰められ、内フラップ12が折り曲げられ、さらに下フラップ13が折り曲げられ、下フラップ13の表面にホットメルト接着剤が塗布される。その上に上フラップ15が折り曲げられた後、カートン10は上フラップ15の外側から矯正ベルト30で挟まれる。矯正ベルト30はコンベア20に併走しながらコンベア20との速度差でカートン胴部11の形状を矯正し、加圧ベルト40に引き渡す。加圧ベルト40はコンベア20に併走しながら上フラップ15に所定の圧力を加え、カートン形状矯正状態でホットメルト接着剤を固化させる。
(もっと読む)
カートニングマシン
【課題】 間欠型と連続型の両方の機能を併せ持った安定度の高いカートニングマシンを提供する。
【解決手段】 製品1の連続・間欠搬送切替が可能な製品搬送部2と、製品搬送部に並設されて製品が充填されるカートン3の連続・間欠搬送切替が可能なカートン搬送部4と、製品搬送部の一側方に複数設けられて、製品搬送部の製品をカートン搬送部のカートンに充填する充填プッシャー5a,5bのX−Y軸動作イとY軸動作ロとの切替が可能な充填部と、カートン搬送部の両側方に設けられて、製品充填後のカートンを封緘するために搬送方向への往復動作・固定切替が可能な封緘部6と、製品搬送部、カートン搬送部、充填部及び封緘部を各々独立して駆動する駆動手段を同期制御して一連の動作を行う制御手段と、を備えた。
(もっと読む)
箱詰装置、整列ユニット、および整列方法
【課題】装置のスループットを低下させることなく複数の包装商品を立体的に整列させる整列ユニット、整列方法、および箱詰装置を提供する。
【解決手段】箱5の姿勢を開口面6cが横向きとなる姿勢から上向きとなる姿勢に変更する場合において、(1)まず、シリンダ325によってロッド326を矢印AR10方向に伸ばすことにより、イス部310に保持された箱5は回転軸322を中心に回動する。これにより、箱5の開口面6c側の高さ位置が、奥側の高さ位置と比較して高くなる。次に、シリンダ335によってロッド336を矢印AR11方向に縮めることにより、箱5は回転軸332を中心として回動する。これにより、箱5が、開口面6cを上向きとする姿勢に変更される。
(もっと読む)
棒状物品の入替装置
【目的】穴部の間隔が相違する2種類のケースの間で小径のドリルをはじめとする棒状物品を両端の向きを逆にして移し替えることのできる装置の提供。
【構成】穴部2A,3Aの間隔が相違するケース2,3を配置するテーブル1、その上方に設けられる作業ユニット6,7、その両者を寄り合う方向と離間する方向とに移動させる手段を備える。作業ユニット6,7は、棒状物品の一端を摘む開閉自在な把持部31を形成する複数のフィンガ23、これを保持するフィンガホルダ24、これを揺動させて各フィンガの把持部31を下向きの状態と横向きの状態とに切り替える流体圧シリンダ25を備える。作業ユニット6の各フィンガ23は、把持部31の間隔がケースの穴部2Aの間隔と一致する状態でフィンガホルダ24に固定され、作業ユニット7の各フィンガ23は、把持部31が横向きの状態から下向きの状態に切り替わるとき間隔が変換される。
(もっと読む)
貯留容器からシートのカップ部へと製品を移送するための方法及び装置
製品を、貯留容器(1)から、搬送されるシート(3)のカップ部(2)へと移す方法に関する。カップ部(2)の配置に一致する配置にて充填ベルトに移送カップ部(6)が設けられ、無端ベルトとして設けられた充填ベルト(4)が、第1及び第2の折り返しローラー(5)上にて、貯留容器(1)からの製品が載せられるように位置決めされている。製品の整列が移送カップ部(6)中にて、カップ部への移し渡しが複数のプレーサー(9)によって行われる。プレーサー(9)によって、製品が移送カップ部(6)から取り出されてカップ部(2)に引き渡される。このような方法を実施する装置も本発明の対象である。 (もっと読む)
61 - 74 / 74
[ Back to top ]