
Fターム[3E033EA12]の内容
Fターム[3E033EA12]に分類される特許
1 - 20 / 30
耐熱透明容器
【課題】 食品を収納して販売するための食品容器等において、電子レンジ加熱やレトルト殺菌に耐え得る耐熱性を有するとともに、優れた透明性を有する耐熱透明容器を効率よく製造できるようにする。
【解決手段】 A−PETの一次延伸熱固定工程と、熱成形機の二次延伸熱固定工程とを経て冷却されたものであって、該一次延伸熱固定工程に於いて、A−PETシートを、延伸温度90〜120℃でMD(縦方向)に2.0〜4.0倍に一軸一次延伸した後、延伸温度より5〜20℃高い温度で一次熱固定し、該二次延伸熱固定工程に於いて、一次延伸A−PETシートを80〜130℃で加熱成形して二次延伸し、容器の外側に接する金型を室温〜120℃に設定し、容器の内側を130℃〜200℃に加熱して二次熱固定する。
(もっと読む)
胴部が円筒状に薄肉化された缶の製造方法
【課題】胴部が円筒状に薄肉化された缶の製造方法で、真空吸引力によりコンベア上に缶体を保持した状態で搬送しながら熱処理するような工程を備えた缶の製造方法について、充分な真空吸引力により缶体をコンベア上に確実に保持した状態で高温の熱処理を施しても、円筒状に薄肉化された缶体の胴部の変形を抑えることができるようにする。
【解決手段】缶体を真空コンベア上に載置して搬送しながら熱処理する工程(ネジ・カール成形工程の前の非晶質化工程)で、開口端側を下にして真空吸引力によりコンベア上に缶体を保持しているのに対して、該熱処理工程の前に、缶体の胴部と連続する円筒状の開口端部を、コンベアと面接触する水平フランジ部を形成しない補強用の拡径部に成形しておき、該熱処理工程の後で、該補強用の拡径部を切除する。
(もっと読む)
ボトル

【課題】加熱殺菌処理が施されたとき、あるいは高温の内容物が充填されたときに、底壁部の窪み部を下方に向けて膨出変形させ難くする。
【解決手段】合成樹脂材料で有底筒状に形成されたボトル1であって、その底部14の底壁部16のうち、外周縁部はボトル周方向に延びる接地部17とされるとともに、該接地部17よりボトル径方向の内側に位置する部分は上方に向けて窪む窪み部18とされ、該窪み部18を画成する壁部のうち、接地部17にボトル径方向の内側から連なり上方に向けて延びる側壁部19は、熱結晶化処理されて白化している。
(もっと読む)
ステンレス鋼製角筒容器の製造方法およびその製造装置。
【課題】ステンレス鋼製角筒容器を高生産能率かつ低コストで製造する。
【解決手段】プレス機10−1〜10−Nと変形加工機50と焼鈍炉30とトリム機40とをこの順序で配置し、A工程(ステンレス鋼製材料に複数段のプレス絞り加工を順番に施して未完角筒容器を成形する。)、B工程(プレス絞り加工後の未完角筒容器の製品外フランジ部に変形部を成形する。)、C工程(製品外フランジ部を残したままの未完角筒容器全体に焼鈍処理を施す。)およびD工程(焼鈍処理後の未完角筒容器から製品外フランジ部をトリム加工して完成角筒容器を製造する。)をこの順で実行してステンレス鋼製完成角筒容器を製造する。
(もっと読む)
樹脂製容器及びその製造方法
【課題】容器本体の薄肉化を図りつつ開口縁部の強度を向上し得、更にデザイン面での多様なニーズにも対応し得る樹脂製容器及びその製造方法を提供する。
【解決手段】容器本体1の薄肉化を図りつつ、容器本体の外周側へ張り出す開口縁部に、二回の折り返しにより重ね合わされる三層リップ部1gを形成して開口縁部の強度を向上し、更にデザイン面での多様なニーズにも対応する。
(もっと読む)
紙成形品の製造方法及び製造装置
【課題】 従来の深絞りの成型が可能であることはいうまでもなく、合成樹脂などの接着材を一切使用せずに使用後の分別処理や再使用に適し、強度的にも優れた紙成形品の製造方法及び製造装置を提供する。
【解決手段】 原料となる板紙に少なくとも天然糊を含む水溶液を含浸させて軟化し、余水分を除去した後、エンボス加工を施し、次いで、板紙を乾燥させて所定の湿度に調整した後た後、加熱した孔あき金型にて成型プレスを行い必要に応じて打ち抜き加工をすることを特徴とする。
(もっと読む)
合成樹脂製カップ状容器の熱結晶化処理方法
【課題】 本発明は、カップ状容器の特に頸部の熱結晶化処理方法に係る上記問題点を解決するために創案したものであり、頸部を短時間に、限定的に全周に亘って均一に加熱することを課題として、もって変形のない、耐熱性にすぐれたカップ状容器を提供することを目的とする。
【解決手段】 上端に外鍔状にフランジを周設した合成樹脂製カップ状容器の、フランジ部分直下の頸部にレーザ光を照射して、この照射部分を熱結晶化することを特徴とする熱結晶化処理方法、また上端にフランジを外鍔状に周設したカップ状の、2軸延伸ブロー成形して合成樹脂製カップ状容器を成形するためのプリフォームのフランジ部分直下の頸部にレーザ光を照射して、照射部分を熱結晶化することを特徴とする結晶化処理方法である。
(もっと読む)
調理済み食品用の包装
本発明は調理済み食品用包装であって、皿において調理された包装済食品を入れた皿(1)と前記皿の周縁突部(2)に加熱密封された蓋とからなる調理済み食品用包装に関するものである。調理すると、密封を阻害する油脂の前記周縁突部への乗り上げが本発明において周縁突部に立ち上がり隆起を設けることによって阻止され、そのため皿を閉じると、前記蓋と隆起との間に気密の密封線が形成される。本発明によれば、周縁突部は皿を囲む2本以上の同心状の長手方向の隆起(3)と、横方向の隆起(4)とを有し、前記横方向の隆起によって2本の長手方向の隆起(3)の間の空間が密封部の漏洩の可能性を少なくするために少なくとも5個の区画部に分割されている。実際には、かなり多くの区画部、10から200個が適当である区画部を設けうる。皿は高分子材料をコーティングしたボール紙で、周縁突部は射出成形したプラスチックで、蓋は高分子材料をコーティングした紙からつくることができ、それによって蓋の引き外しを可能とする閉鎖体が加熱密封する間につくられる。 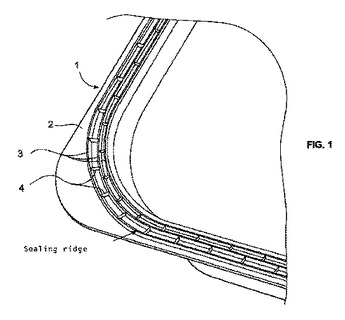 (もっと読む)
(もっと読む)
変形可能な膜を具備する底部を備える容器
【課題】本発明は、剛性化された本体(5)、容器(1)の下端部に延びる底部(8)であって、本体(5)の延長で、その本体にほぼ垂直に延びている環状の台(9)、その台(9)から容器(1)の内側へ向かって延びる環状階の段(10)、底部(8)の中心から容器(1)の内側へ突出して、延びる駒(12)、段(10)及び駒(12)の間の本体にほぼ垂直に延びている球形ドームの形状の変形可能な環状膜(11)を備える底部(8)を備えることを特徴とするプラスチック材料製容器(1)に関する。 (もっと読む)
合成樹脂製カップ状容器及びその熱結晶化処理方法
【課題】 本発明は、フランジ部分近傍を熱結晶化処理した合成樹脂製カップ状容器及びその熱結晶化処理方法に関し、フランジ部分近傍と云う限定的な部位の加熱を可能にすることを技術的課題とし、優れた耐熱性を有するカップ状容器を提供することを目的とする。
【解決手段】 本発明の熱結晶化処理方法は、フランジの下方部分に突条リブを周設したカップ状容器、若しくはプリフォームに支持治具の上端部に配設される嵌合筒部を、上端面が突条リブの下端面に当接するように下方から外嵌し、フランジ部近傍をフランジの外周面側から赤外線ヒータにより加熱すると云う方法であり、本発明のカップ状容器は、フランジの下方、胴部の上端部の所定高さ位置に幅が0.5〜1.5mmの範囲の突条リブを周設しこの突条リブの上端基部から、フランジを含む上方の部分が熱結晶化処理されている構成とするものである。
(もっと読む)
密閉性に優れたプラスチック製容器
【課題】温度変化や落下等の衝撃を受けても密閉性が保持でき、開栓が容易であり、簡易な製造工程によっても製造できる、密閉性に優れたプラスチック製容器を提供する。
【解決手段】ネジ込み式のキャップを口部に装着することにより密閉することが可能なプラスチック製容器であって、前記口部の外周にネジが形成され、前記ネジ上端と前記口部の天面との間の少なくとも一部に、天面に近づくほど外径が増大するアンダーカット部を設けてなり、前記ネジを2条以上のネジとする。
(もっと読む)
延伸成形容器及びその製造方法
【課題】機械的な延伸速度に限界を生じた場合でも、有効に歪み硬化を生じて、高温延伸による優れた耐熱性及び歪み硬化による延伸バランスの両方を兼ね備えたポリエステル樹脂から成る延伸成形容器を提供することである。
【解決手段】エチレンテレフタレート系ポリエステル樹脂と無機物のブレンド物から成る層を有する延伸成形容器において、前記ブレンド物から成る層が、前記エチレンテレフタレート系ポリエステル樹脂から成る連続相と、前記無機物から成る分散体とから成る分散構造を有すると共に、少なくとも容器胴部の動的粘弾性測定値において、下記式
(tanδ極大値)+0.01×(tanδ極大温度)−1.37≦0
を満たすことを特徴とする延伸成形容器。
(もっと読む)
燃料電池カートリッジ用ポリエステル製容器
【課題】ポリエステル樹脂から成り、高濃度メタノールを収納した場合にも、容器、特に口部及び底部の白化が有効に防止され外観特性に優れていると共に、耐衝撃性の低下が有効に抑制された燃料電池用カートリッジ用ポリエステル製容器を提供することである。
【解決手段】燃料電池用燃料を収納するカートリッジ用ポリエステル製容器であって、該燃料の収容時における底部及び口部の60℃1週間保管後の密度変化が0.01g/cm3以下であることを特徴とする燃料電池カートリッジ用ポリエステル製容器。
(もっと読む)
包装容器およびその製造方法
【課題】現行の側壁の厚さ/重量を増加させることなく、容器強度(座屈強度)を現状水準に保ちながら、耐突刺し性に優れた包装容器を低コストで提供する。
【解決手段】Mn:0.70〜1.10質量%、Mg:1.00〜1.70質量%、Si:0.10〜0.30質量%、Fe:0.30〜0.60質量%、Cu:0.10〜0.40質量%を含有し、残部がAlおよび不可避的不純物からなるアルミニウム合金から構成された側壁の金属厚さが0.095〜0.115mmの包装容器であって、前記側壁の軸方向の引張強さが290MPa以上であり、かつ、当該包装容器の内部に200kPaの内圧を加え、前記側壁に先端半径0.5mmの針を突き刺したときの貫通に至るまでの当該側壁の変位量が1.9mm以上であることを特徴とする。
(もっと読む)
タンタル製容器の再使用方法
【課題】手間とコストをかけずにタンタル製容器を元の形状に復元し、繰り返し再使用できるタンタル製容器の再使用方法を提供する。
【解決手段】本発明のタンタル製容器の再使用方法は、粗タンタルを真空加熱処理する際に用いたタンタル製容器を再使用するためのタンタル製容器の再使用方法であって、粗タンタルの真空加熱処理に用いたタンタル製容器を脱酸素処理し、再成形する。
(もっと読む)
耐熱性を有するポリエステル製ボトル
【課題】安価でリサイクル性に優れたポリエステル製ボトルを提供する
【解決手段】PETボトル10の肩部12及び胴部13は、結晶化度が40%以上であり、更に、胴部外側面13aは、赤外光と屈折率4.0のゲルマニウムGeとを用いた全反射吸収法により、入射角30°で赤外光を照射したときの、TDにおける波数v1=1340(cm-1)付近の吸光度A1が波数v2=1410(cm-1)付近の吸光度A2に対して1.00以下であり、また、肩部外側面12aは、前記全反射吸収法により、入射角30°で赤外光を照射したときの、MDにおける波数v2付近の吸光度A4に対する波数v3付近の吸光度A3が、前記全反射吸収法により、入射角30°で赤外光を照射したときの、波数v2付近の吸光度A6に対する波数v1付近の吸光度A5に対して3.0倍以上である。
(もっと読む)
耐熱性合成樹脂製品
【課題】結晶化度が高く耐熱性に優れた合成樹脂製品を提供する。
【解決手段】本発明製品は、合成樹脂製品の形状を形作る壁部10の結晶化度Csが当該壁部10の厚みT方向中心位置Pcに比べ、該中心より離間した外表面側位置Pa、及び内表面側位置Pbの方が大きくなっている耐熱性を有する合成樹脂製品であって、前記壁部の外表面から厚み方向中心位置に向かって10μmの深さに位置する外表面側位置Pa及び前記壁部の内表面から厚み方向中心位置に向かって10μmの深さに位置する内表面側位置Pbにそれぞれ励起波長532nmのレーザー光を照射し、当該レーザー光の散乱光として波数1730(cm-1)付近で検出した各ピーク値Rc(a), Rc(b)の半値幅Wa,Wbがそれぞれ、当該壁部10の厚み中心位置Pcにレーザー光を照射し、当該レーザー光の散乱光として波数1730(cm-1)付近で検出したピーク値RH(c)の半値幅Wcの75〜95%である。また、半値幅Waが半値幅Wb以下であると共に半値幅Waが半値幅Wbの85%以上である。
(もっと読む)
延伸成形容器及びその製造方法
【課題】機械的な延伸速度に限界を生じた場合でも、有効に歪硬化を生じて、高温延伸による優れた耐熱性及び歪硬化による延伸バランスの両方を兼ね備えたポリエステル樹脂から成る延伸成形容器を提供する。
【解決手段】エチレンテレフタレート系ポリエステル樹脂とこれとは異種のポリエステル樹脂のブレンド物から成る層を有する延伸成形容器において、ブレンド物から成る層が、エチレンテレフタレート系ポリエステル樹脂から成る連続相と、異種のポリエステル樹脂から成る分散相とから成る海島分散構造を有すると共に、少なくとも容器胴部の動的粘弾性測定値においてtanδ極大温度が115℃以下である延伸成形容器。
(もっと読む)
ポリエステル樹脂製容器及びその成形方法
【課題】 120℃を超えて130℃程度に至る温度でのレトルト処理にも十分使用可能なポリエステル樹脂製容器の開発であり、レトルト食品の生産性、あるいは品質の向上が可能なポリエステル樹脂製容器、及びその製造方法を提供することを目的とする。
【解決手段】 プリフォームを2軸延伸ブロー成形して一次中間成形品に成形する一次ブロー成形工程と、この一次中間成形品を加熱して二次中間成形品に収縮成形する工程と、この二次中間成形品をブロー成形して容器に成形する二次ブロー成形工程とから成るダブルブロー成形法において、二次ブロー成形における金型温度を210℃を超える温度とする。
(もっと読む)
深絞り成形用積層フィルム、及び該フィルムを使用した成形容器
【課題】 優れた表面光沢性、酸素バリア性、及び耐熱性を兼ね備え、特に高温殺菌処理のような熱水処理後においても白化や層間剥離(デラミネーション)を起こさず、高温殺菌処理後のパッケージのカール性の無い、ハイバリア性積層フィルムを提供する。
【解決手段】 ポリアミド樹脂(Ny)層(A)、耐熱性エチレン−酢酸ビニル共重合体ケン化物樹脂(EVOH)層(D)、及びポリプロピレン樹脂(PP)層をこの順に積層する。
(もっと読む)
1 - 20 / 30
[ Back to top ]