
Fターム[3E050AB05]の内容
基本的包装技術−容器成形充填 (14,831) | 包装材(形態) (1,765) | 当初の形状 (1,043) | 2以上のウェブ (128)
Fターム[3E050AB05]に分類される特許
101 - 120 / 128
易開封性包装体及びその製造方法
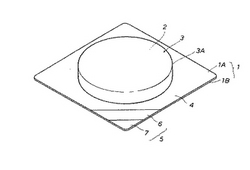
【目的】開封部の位置で2つの基材が強力に密着し合った状態でも、両者を容易に分離せしめて開封作業を苛立つことなく容易に行うことのできる簡便な包装体の提供。
【構成】ヒートシール性を有する2つの包装用基材1A,1Bから成るパッケージ1内に包装物品2を収容した物品収容部3が設けられ、その物品収容部3の周囲が2つの包装用基材1A,1Bをヒートシールした封止部4とされる。パッケージ1の外周部における角部分には、基材1A,1Bをヒートシールせずに残した開封部5が設けられる。開封部5は、一方の基材1Aよりも他方の基材1Bが大きな面積を有し、面積の大きい方(片状体7)が小さい方(片状体6)の端縁部分より外方に張り出している構成とされる。これにより、開封部5の位置で基材1A,1B(片状体6,7)が密着し合った状態でも双方を容易に分離することができる。
(もっと読む)
PTPシート及びPTPシートの製造装置

【課題】製造に困難を伴ったり装置の複雑化を招いたりすることなく、所定の1区切り単位毎により多くの情報を付与でき、さらには当該情報の容易かつ正確な読み取りを実現することのPTPシート及びその製造装置を提供する。
【解決手段】PTPシート1のうち、密封用フィルム4のポケット部2とは反対側の面に、ペア小片毎に、少なくとも錠剤5に関する情報を包含してなるバーコードからなるコード部8が付される。コード部8は、少なくとも網目状のシール線7にかかるようにして付されている。シール線7の存在により、読取りに際し、シール線7とコード部8とがともに暗く読み取られることも懸念されるところであるが、誤ってコード部を認識しないようシール線7とコード部8の関係を設定することとしている。そのため、正確な読取りを実現することができる。
(もっと読む)
不良検査装置及びPTP包装機
【課題】PTPシートの製造過程における不良検査に際し、特にポケット部側の検査精度の向上を図ることで、PTPシートの外観品質の向上を図ることができる不良検査装置、及び、PTP包装機を提供する。
【解決手段】不良検査装置21は、搬送される容器フィルム3に形成されたポケット部に錠剤が収容された後、ポケット部を塞ぐ密封用フィルム4が取着される前段階において用いられる。不良検査装置21は、光源を具備する照明装置22と、錠剤を透過してくる透過光を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備えている。照明装置22は、容器フィルム3のポケット部の開口側に設けられ、カメラ23は、照明装置22とは容器フィルム3を介して反対側に設けられている。そして、光源から照射され、錠剤及び容器フィルム3を透過した光によって錠剤の欠け等に関する透過光検査が実施される。
(もっと読む)
ブリスタ包装機械およびその制御方法
ブリスタ包装機械の制御方法において、受入れ部を設けた基底シートは、封止ステーションの中またはその前でカバーシートと一纏めにされて一定の搬送速度で封止ステーションの中を案内される。この封止ステーション内においては、カバーシートで基底シートを封止するための調温可能な封止ローラが設けられる。搬送速度は少なくとも間接的に予備選択可能であり、搬送速度についての変更目標値を選択した際、封止ローラの温度および搬送速度は、指定の特性曲線に対応して、搬送速度についての上記指定の目標値に達するまで変更される。 (もっと読む)
包装体の製造方法及びその製造装置
製造装置1の回転ローラ13,14は、表面に形成された窪み部131,141内にシート23,24の一部を吸引して凹部211,221を形成するとともに、シート23,24を挟持して溶着する。回転ローラ13,14の外部には加熱装置16が設置されている。回転ローラ13,14のシート挟持部分近傍に配置された充填ノズル171からは、充填物が凹部211,221に供給される。さらに、回転ローラ13,14の後段に配置される切断手段18は、表面から打ち抜き刃が突出した一対のローラ181を備えている。 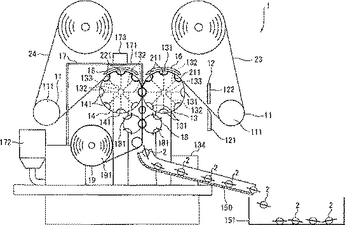 (もっと読む)
(もっと読む)
PTP包装体およびその製造方法
【課題】 PTP包装体の切欠部での分割性の良好なPTP包装体の製造方法を提供することである。
【解決手段】 少なくとも二つの切欠部と、前記二つの切欠部の間に配設された収容部と、を有する熱可塑性樹脂層と、前記熱可塑性樹脂層の前記収容部の開口部に積層された金属薄膜と、を備えるPTP包装体の製造方法であって、(1)前記熱可塑性樹脂層を加熱する加熱工程と、(2)前記収容部を形成するように、収容部成形型により前記加熱された熱可塑性樹脂層を成形する成形工程と、(3)前記収容部に薬剤を充填する充填工程と、(4)前記金属薄膜をヒートシールして前記薬剤を前記収容部に密封する密封工程と、(5)前記熱可塑性樹脂層に前記切欠部を形成する形成工程と、を含む製造方法において、前記工程(1)に先立ち、前記熱可塑性樹脂層を予熱する予熱工程を含む製造方法を開示する。
(もっと読む)
不良検査装置及びPTP包装機
【課題】PTPシートの製造過程における不良を検査するに際し、検査精度の飛躍的な向上を図ることのできる不良検査装置、及び、PTP包装機を提供する。
【解決手段】不良検査装置21は、照明装置22、カメラ23及び画像処理装置24等を備えている。照明装置22により、錠剤5及び容器フィルム3に対し、赤外光が照射され、当該光によって錠剤の欠け等に関する透過光検査が実施される。照明装置22が角度透過率制御フィルタ29を具備しており、当該角度透過率制御フィルタ29によって、容器フィルム3越しにカメラ23に直接入射する光が除去又は減光させられる。すなわち、光源と、カメラ23のレンズ部中心を結ぶ直線上の光並びに当該直線に対しレンズ部の画角以内の光が、全反射される。これにより、光源からの光のカメラ23への直接の入射が制限され、カメラ23に入射される光が強すぎることに起因する不具合を防止できる。
(もっと読む)
可食フイルムの包装装置
【課題】 表面に糖分をコーティングした可食フイルムを、包装装置に粘着させることなく包装する。
【解決手段】 剥離性帯状台紙11の折り曲げ板12のエッジ部分をスライドして折り曲がる前記台紙から剥離する可食フイルム10を、糖分コーティング面がカットローラ16側に向くように、同カットローラ16と刃受けローラ15との間に送り込み、前記カットローラ16に設置した切断刃21によって等間隔に順次、カットする。この場合、前記可食フイルム10の糖分コーティング面は前記切断刃21に向き、同糖分コーティングの反対面は刃受けローラ15に向いてカットする。つまり鋭利な切断刃21は前記糖分コーティング面側から前記可食フイルム10を切断するので、当該糖分コーティング面がいずれのローラにも押し付かず粘着の機会がない。
(もっと読む)
PTPシートのマーク合わせ装置
【課題】 フィルムロール更新時の駆動系の調整や、シートピッチの設定、変更が容易で、かつ伸長可能量を大きくできて、ラフな制御も可能ならしめるようにする。
【解決手段】 成形ドラム2とシールドラム5をそれぞれ独立駆動方式とし、これらドラムの駆動系から独立させて設置したエンコーダ22からのパルス信号とロット情報とマークセンサ23からのマーク位置信号とに基づき、成形ドラム駆動モータ13及びシールドラム駆動モータ14の速度を決定してこれら各駆動モータを同期制御するとともに、ポケットフィルム3側の基準位置を設定してこの基準位置に対するレジマークの位置ズレを検出し、この位置ズレを、カバーフィルムの供給系の途中に設けた張力調整用のブレーキ付ローラ30に加える制動力を制御することで補正する。
(もっと読む)
発臭性廃棄物の封止装置
【課題】 周囲に臭いが漂い出さない発臭性廃棄物の封止装置を提供しようとするもの。
【解決手段】 対向する封止シートSの供給機構1と、前記対向する封止シートSの圧着機構2と、前記封止シートSの切断機構3とを有し、対向する封止シートS相互間に発臭性廃棄物4を投入して圧着機構2により接着し、切断機構3により切断するようにした。対向する封止シート相互間に発臭性廃棄物を投入して圧着機構により接着することができるので、発臭性廃棄物を封止シート相互間に封入することができる。
(もっと読む)
PTP機のカバーフィルム定テンション繰出し装置
【課題】 カバーフィルム連続搬送ラインの途中にバッファ機能を持つ間欠運転型印刷機を配置しても、それ以降の張力一定制御を安定して行なわせることができるようにする。
【解決手段】 PTP機に、間欠運転型印刷機11からカバーフィルム4を繰り出すための繰出しローラ17と、繰出しローラ17を駆動する駆動モータ16と、付勢手段により常時付勢された揺動自在なスィングアーム18の自由端に取り付けられて、繰出しローラ17を通過してきたカバーフィルム4に張力を付与するテンションローラ19と、スィングアーム18の揺動角度に応じて信号を出力する角度センサ21と、角度センサ21からの信号に基づいて、スィングアーム18が所定角度に保持されるように駆動モータ16の速度を制御することで、カバーフィルム4に付与する張力が一定となるように制御する張力制御装置31とを設ける。
(もっと読む)
フィルム包装機
【課題】 フィルムの材質やフィルムロールの直径などの変動に対しても、確実円滑にフィルムの包装をおこなうことができるフィルム包装機を提供する。
【解決手段】 フィルム包装機においてフィルム供給装置80が、フィルムロール15を収容する収容空間81の一方の側壁部に、嵌合部84と係止具85とをそなえた保持具82を回転自在に軸支し、保持具82を制動する電磁ブレーキ88を設けるとともに、収容空間81の他方の側壁部に、クランプ具83を軸支する軸受台93を揺動軸95により揺動自在に支持して、クランプ具83をフィルムロールの芯管15aとの嵌合位置と、収容空間81から側方へ退避した退避位置との2位置に切換自在とし、クランプ具83が退避位置にあるとき収容空間81内に突出しフィルムロール15の端部により押圧されてクランプ具83を嵌合位置に切換える切換駆動板96を、軸受台93に固設して成る。
(もっと読む)
密封充填された粘性製品を製造するための方法およびシステム
本発明は、密封充填された粘性製品を高速で製造する方法に関し、この方法は、
第1の下側フィルムを、高速で、特に毎分20〜50mの速さで巻き出すステップと、
所定量の粘性製品を、第1のフィルム上に一定の間隔で堆積させるステップと、
第2の上側フィルムを、粘性製品が堆積された第1のフィルムに付着させるステップ と、個々のパッケージ内に各所定量の粘性製品を封入するような形で、第1のフィルム と上側フィルムを耐密に組み付けるステップとを含む。  (もっと読む)
(もっと読む)
ブリスター包装機械の制御方法
この発明は、サイクル式に動作する少なくとも1つの作業ステーションを備えたブリスター包装機械であって、1つの動作サイクルの間に、少なくとも1つの第1の調節運動が期間TV1にわたり実行され、これに続き、製品および/または材料の処理が行なわれる処理状態が期間TBにわたって取られ、これに続き、第2の調節運動が期間TV2にわたり実行される、ブリスター包装機械を制御する方法に関する。上記包装機械のサイクルレートR(=1分間当りのサイクル数)は入力装置を用いて入力可能である。さらに、この入力装置を用いて、上記期間TV1,TB,TV2は、それぞれ直接または間接に互いに独立して入力可能である。入力された期間TV1,TB,TV2が予め定められた限界の内側にあるかどうか、およびその和が最大サイクル時間Tmax以下かどうかを演算処理装置が検査する。 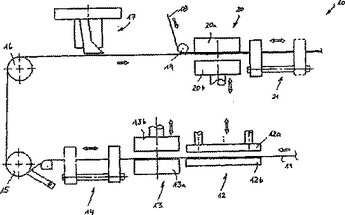 (もっと読む)
(もっと読む)
自動包装装置
【課題】段ボールシートの片面に接着層を有する包装シートを用いて、被包装物を自動包装するに際し、包装シートにシワなど発生させることなく良好に包装できるようにする。
【解決手段】一対のシートロール10,11から、接着面を対向させた状態で各々供出される包装シート13,13の前端部どうしを予め押圧して接着し、各包装シート間に被包装物としての出版物2を挿入し、出版物の上下を覆う包装シートの端縁部13aを押圧して接着し、更に後端部を接着する包装シートを切断して、出版物2を内包する包装体7を形成するに際し、投入テーブル14に対して、受けテーブル17を所定の高さだけ下方に配置し、押圧部材18〜23の押圧面が受けテーブルよりも上方になるように設定することにより、押圧部材による包装シートの両側部及び後端部の押圧が、被包装物の厚さを超えない範囲で、被包装物の下面よりも高い位置でなされるようにする。
(もっと読む)
垂れ蓋及び突出部を有し、簡単に開く袋を製造する装置
開口手段形成ステーションと、膨らみ又は突出部を熱成形する選択的な突出部形成ステーションと、下封止及び縁封止を形成して袋を充填する加熱充填ステーションと、垂れ蓋上で折り重なる手段と前記垂れ蓋の内部を前記袋の前面に封止し、開口手段を覆う垂れ蓋形成ステーションとを有する袋状パッケージを製造する形成充填封止装置を提供する。 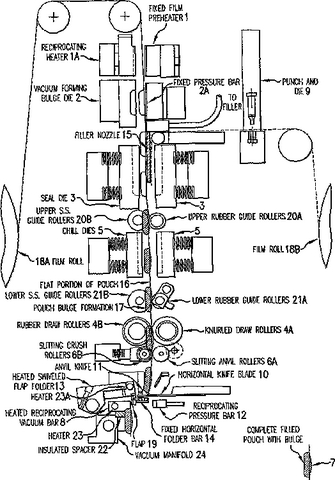 (もっと読む)
(もっと読む)
真空包装機における袋口処理装置
【課題】 被包装物の周りでフイルムを製筒し且つこの包装体を真空包装機構に搬入する手段において、包装体両側の袋口に皺を形成しないように真空チャンバーに搬入する。
【解決手段】 ブロック肉11の周りで、上下2枚の帯状フイルム15,16をシールバー14で溶着して製筒し、この両側の袋口17を、登坂用スライドプレート51で真空包装機構のシール台28上に誘導する場合、前記プレート51の登り勾配による摩擦により前記袋口17に皺が生ずる可能性が高いが、進行中フインガーバー54は前記袋口17を積極的に引張り、一方、定盤21に向けて真空チャンバー(図示省略)が下降する領域に、前記登坂用スライドプレート51に隠れるように橋板53を配置し、同橋板53の押し出しにより、前記袋口17のシール台28への誘導を支障なく行なう。
(もっと読む)
焼き海苔包装装置
【課題】 海苔焼きから海苔のフィルム包装までを一貫して行なう装置において、焼き海苔の温度によってフィルムに皺が生じたり、海苔自体の変色することを防止する。
【解決手段】
海苔Nを搬送しつつ加熱する海苔焼部3と、焼き上がった海苔を1枚づつフィルムF1、F2の間に挟んで包装する海苔包装部8との間に、焼き上がった海苔を強制冷却する強制冷却部6を配備した海苔包装装置。
海苔焼部3にて焼いた海苔を、強制冷却部6で強制冷却してから海苔供給部1にて海苔をフィルムF1、F2に挟んで自動包装するから、従来の様に海苔の熱でフィルムに皺が生じ、海苔自体が変色する問題は生じない。
(もっと読む)
改良型パッケージ
成形充填密封機において複数のレーンでの小袋1の製造のためのプロセスであって、前記小袋の1つまたは複数の縁部が、縁部の長さの少なくとも10%にわたって非直線状の輪郭形状7を備え、前記小袋が、(i)互いに平行な複数のチューブを形成するために、2つのフィルム9、10を長手方向で密封するステップと、(ii)一方の端部に沿ってチューブを密封するステップと(iii)チューブを所望の材料で充填するステップと、(iv)複数の小袋1を形成するために、第2の端部でチューブを密封するステップと、(v)非直線状の縁部7を画定するために小袋の密封された縁部の部分8を打ち抜くステップとを含むプロセスによって製造される、プロセスを提供する。  (もっと読む)
(もっと読む)
多シート被印刷製品を包装するための方法及び装置
多シート被印刷製品を放送するための装置は、多シート被印刷製品を運搬するコンベヤと、少なくとも1つの表面凹所を備える第1の外面を有する第1の回転ドラムと、第2の外面を有する第2の回転ドラムとを有しており、第2の回転ドラムは第1のニップにおいて第1の回転ドラムと相互作用する。第1の包装材料供給装置は多シート被印刷製品の一方の側において第1のニップに第1の包装材料を提供し、第2の包装材料供給装置は多シート被印刷製品の他方の側において第1のニップに第2の包装材料を提供する。多シート被印刷製品を包装する方法も提供される。  (もっと読む)
(もっと読む)
101 - 120 / 128
[ Back to top ]