
Fターム[3E051HE01]の内容
基本的包装技術−被包 (3,502) | 端部の処理(端部の閉鎖) (126) | ヒートシール (91)
Fターム[3E051HE01]に分類される特許
61 - 80 / 91
包装体の製造方法及び製造装置
【課題】 開封性の良い包装形態とするために、開封口となる非接着部を設けた包装体の製造方法及び製造装置に関するものである。
【解決手段】 ヒートシール性を有するシートによりキャラメル包装された包装体の両側面部及び胴部に形成されたシート重畳部をヒートシールするための加熱手段と、前記加熱手段による熱を前記シート重畳部に対して遮断するため、上記加熱手段と前記シート重畳部の間に、少なくとも1か所以上配された断熱手段を備える包装体の製造装置である。
(もっと読む)
包装装置

【課題】各包装単位における印刷模様に位置ずれがなく、包装の無駄がないようにする。
【解決手段】第1、第2のブレーキ手段610,620によるブレーキ動作の制御を、ブレーキ動作制御手段700で行うようにする。そして、この手段によるブレーキ動作の制御を、被包装物900の先端が2枚のフィルム210の前回溶着切断部分(溶着部211)に到達するタイミングでブレーキ動作をOFFとする。また、この包装装置では溶着ナイフ410の上流側に、2枚のフィルム210を押し付けるシャッタ板810と、その上流側の挿入ガイド機構100内に、被包装物を搬送面に押し付けるガイド押付板820が設けられている。
(もっと読む)
上包み包装機の折込み装置
【課題】ダブルポイントエンドフォールドの形態で製品側面を閉じる上包み包装機において、前記製品側面の縦横比が小さくでも、ダブルポイントエンドフォールドでの折込みを綺麗且つ確実に行うことができる折込み装置を提供する。
【解決手段】上包み包装機の折込み装置は、製品Aの側面から突出した半包装品Bの角筒部、つまり、その後側及び前側縦耳dr,dfの折込みをなし、先ず後側縦耳drを折り込む可動折込みタッカ46と、前側縦耳dfを折り込む固定折込みタッカ54と、固定折込みタッカ54による折込みに先立ち、且つ、後側縦耳drがまだ可動折込みタッカ46により折り込まれているとき、可動折込みタッカ46とのオーバラップが許容された状態で前側縦耳dfを部分的に折り込む受け渡しタッカ48とを備える。
(もっと読む)
包装装置
【課題】包装装置において小さな商品であっても皺の少ない美しい包装を行う。
【解決手段】包装ステーションに張設したフィルムFの下側からエレベータ機構により商品Mを突き上げ、左右の一対および前後の一方の折込部材が移動することによって前記フィルムFを商品Mの底面側に折り込んで包装する包装装置に関する。前後の折込部材が折り込む際に移動する上流側の第1クランプ群71および下流側の第2クランプ群72が、それぞれ、左右方向Yに3分割され、前記第2クランプ群72の左右のクランプ7fsが前記第1クランプ群71の左右のクランプ7bsよりも左右方向Yに長く、前記第2クランプ群72の中央のクランプ7fcが前記第1クランプ群71の中央のクランプ7bcよりも左右方向Yに短いことを特徴とする。
(もっと読む)
計量されたプレストレッチフィルム送出しアセンブリを含むリング包装装置
本発明は、荷の周囲長さに基づいて、プレストレッチされた包装材料の所定の固定された量を定量供給するための装置及び方法を提供する。非回転リングは、モータにより駆動されるベルトを具備する。包装材料ディスペンサは、回転リングに搭載され、回転リングは、バンドに接続するプーリーを具備しても良いので、回転リングは、駆動ベルトにより駆動される。包装されるべき荷の周囲長さに基づいて、回転リングにより行われる各回転に対して定量供給されるプレストレッチされた包装材料の量は、決定される。荷の固縛(包装力)及び最適な包装材料の使用の面における良好な包装性能は、荷の周囲長さの約90%から120%の間にある、プレストレッチされた包装材料の長さを定量供給することにより実現される。回転当たりの定量供給される包装材料の量が一旦決定されると、回転リング駆動部の最終プレストレッチ面速度に対する比(即ち、プレストレッチローラーの回転/回転リングの回転の数値)は、設定可能で、機械的に制御可能である。従って、回転リングとディスペンサの各回転に関して、包装材料の所定の固定された量が、定量供給されて、荷の周囲を包装する。別の実施の形態において、前記比は電子的に制御される。  (もっと読む)
(もっと読む)
包装装置
【課題】被包装物の厚さに関係なく、容易かつ確実に密閉包装できるようにする。
【解決手段】シャッタ板付勢手段に、シャッタ板610の押付け力を調整することができるシャッタ板押圧力調整機構を設ける。このシャッタ板押圧調整機構は、可変付勢部と定付勢部とから成り、引きばねを含む構造とする。また付勢力は、この定付勢部の方を可変付勢部より小となるようにする。更に付勢力の調整は、段階的に変えられる構造とする。この調整は手動操作で行うようになっている。なおこの調整は、自動調整による方法もある。自動調整の場合、被包装物の厚みを検出してその検出結果により調整することができる。
(もっと読む)
包装装置
【課題】印字処理されたフィルムを用いて被包装物に対する値付け作業を効率化するとともに、印字処理部分の文字や図形等を有効に機能させることが可能な包装装置を提供する。
【解決手段】包装装置1は、緊張保持されたフィルムFに対して被包装物(商品GおよびトレーT)を押し当てて、被包装物における押し当てられた面とは反対の面にフィルムFの端部を折り込む包装装置である。制御部9は、予めポップ広告P1等が印字されたフィルムF2を用いて包装する場合には、無地のフィルムF1を使用して被包装物を包装する場合と比較して、フィルムF2のストレッチの程度(伸ばし具合)を抑え気味にして包装するように各部の制御を行う。
(もっと読む)
包装装置
【課題】剛性の弱い被包装物であっても確実に搬送することができてその後端側のフィルム溶着が正常に行えるようにする。
【解決手段】1対のフィルムロール200それぞれに対しロールブレーキ620,630を設けると共に、これらフィルムロールから繰り出されたフィルムのうちのナイフ側フィルムに対しても、このフィルムを挟持するナイフ側フィルムブレーキ610を設ける。そして、このナイフ側フィルムブレーキ610をONとした後、被包装物を停止させて、被包装物を停止させる前にナイフ側ブレーキ610でナイフ側のフィルムにブレーキをかけることにより、そのフィルムのたるみをなくすようにする。
(もっと読む)
包装装置
【課題】 包材によって製品を包装する包装装置において、より高精度な包装を実現し、かつ作業能率の優れた包装を実現する。
【解決手段】 包装装置は、帯状の包材Fを包材供給位置31へ連続して供給する包材繰出し手段1と、包材Fを所定の長さ毎に切断する包材切断手段2と、を備えた構成とする。さらに、包材繰出し手段1は、包材Fを繰り出す繰出しローラ12と、この繰出しローラ12を回転駆動する包材繰出しモータ13とを含み、包材切断手段2は、周面に切断刃が設けられたロータリーカッタ20と、このロータリーカッタ20を駆動するカッタ駆動モータ21とを含む構成とする。包装装置は、制御手段によって、包材繰出しモータ13の駆動速度に対する速比をもってカッタ駆動モータ21の少なくとも切断動作時の駆動速度が制御されることで、高精度な包装を実現することができる。
(もっと読む)
包装用具
【課題】少量の商品の包装に要する時間と労力とを軽減する包装用具を提供すること。
【解決手段】包装用具(10)は、一対の案内部材(16,18)と、両案内部材間に箱(12)を支持する支持部材(20)と、両案内部材間に配置された互いに相対する2つの爪部材(22,24)と、両案内部材間に加熱面を規定する加熱装置(26)とを含む。支持部材には、箱に被せられたプラスチックフィルム片(14)の垂れ下がる端部のための第1の通路(40)と、両第1の通路にそれぞれ連なる2つの第2の通路(42)であって互いに交差するように斜めに伸びる2つの第2の通路と、両第2の通路に連なる第3の通路(44)とが設けられている。各爪部材は、箱に巻き付けられたプラスチックフィルム片の互いに相対する端部が押し付けられるとき、端部に対して折り曲げ作用を及ぼす。
(もっと読む)
物品包装装置
【課題】物品を包材で胴折り包装する際に包材がずれたりすることなく正確に包装できる。
【解決手段】トイレットペーパ群Taをフィルムfに対して昇降させてバケット17,18で挟んで胴折り包装する。トイレットペーパ群を載置してエレベータ26を昇降手段によって下段位置Aと上段位置Bとの間で昇降させる。エレベータ26には3列のトイレットペーパの中央のものを係止させる略コ字状の係止壁30を設ける。下段位置と上段位置との間に位置するフィルムの一端を保持する保持部材51を設ける。フィルムの一端を保持部材で挟持した状態でトイレットペーパ群をエレベータで上昇させて胴折りする。
(もっと読む)
包装装置
【課題】 小さな商品の場合でも左右の折込部材が商品の底部を叩くおそれの少ない包装装置を提供する。
【解決手段】 複数の支持部材8は、左右折込部材204,204に倒されない中央に配置された中央の支持部材8i と、中央の支持部材8i の左右に配置され左右折込部材204,204により倒される左右の支持部材8Lij,8Rijとを含み、最前列に配置された左右の支持部材8Lij,8Rijのうち最も中央寄りの左支持部材8L11と右支持部材8R11の内側の間隔D1が、最前列よりも後方に配置された左右の支持部材8Lij,8Rijのうち最も中央寄りの左支持部材8L21と右支持部材8R21の内側の間隔D2よりも小さな値に設定されていることを特徴とする。
(もっと読む)
包装システム
【課題】商品の搬送方向および/または幅方向について搬送後に生じるズレ量に基づいた包装を行い得る包装システムを提供する。
【解決手段】商品Mを供給装置によってリフタ上に供給し、該リフタ上の商品Mを包装ステーションに押し上げ、この押し上げた商品Mの上面をフィルムで覆って商品Mを包装する包装システムに関する。前記供給装置上の商品Mの搬送方向Xの後端に接触して前記商品Mを前記リフタ上に搬送する搬送手段と、前記搬送手段による搬送開始後、搬送完了までの間に前記商品の搬送方向Xおよび/またはこれに略直交する幅方向Yのズレ量を検出する検出手段と、前記ズレ量に応じてシステムの各機器を制御する制御手段とを備えたことを特徴とする。
(もっと読む)
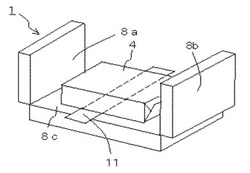
製品を包装するための方法及び装置、並びに所属の包装材料切片
製品(5)を包装するための方法は次のステップを有している。
第1の包装材料(1)を包装ライン(L)に供給し、第1の包装材料(1)を自立式の第1のパッケージ(4)に成形し、この第1のパッケージ(4)内に製品(5)を包装し、第2の包装材料(60)を包装ライン(L)内に供給して、製品(5)が充填されている第1のパッケージ(4)を第2の包装材料(60)内に包装する、というステップを有している。この場合、包装材料(1)を帯材の形で供給し、該帯材を包装ライン(L)において個別の包装材料切片(13,7,8)に変え、該包装材料切片(13,7,8)を第1の包装材料(4)に成形するようにした。これによって、できるだけ短時間で、しかも高いフレキシブル性(融通性)を有する包装が可能である。 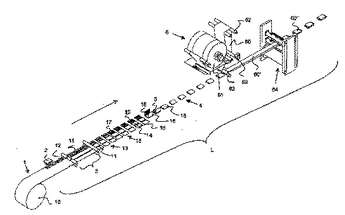 (もっと読む)
(もっと読む)
新聞紙包装袋を再利用する方法および装置
【課題】包装袋がゴミ袋等として再利用可能な、新聞紙包装法及び,装置を提供する。
【解決手段】先端部を溶着させた合成樹脂長尺フィルム間に、新聞紙等の密封包装装置、方法であって、この新聞紙の挿入時点を挿入センサで検知し、新聞紙、フィルムを搬送し、新聞紙後端を停止センサによって検出後、2枚のフィルム前後端を溶着切断、両側端部の溶着を行い、新聞紙の密封包装を完成し、この密封包装完成品を、この搬送機構でもって新聞包装装置から排出し、その際、これら両側端部の溶着を、これら端部溶着機構の、側部溶着刃用ヒータによって加熱された側部溶着刃の、両側の側部受台への押圧によって行なう様式の、上記方法において、両側端部の内の一方の端部を完全融着状態で溶着し、他方の端部を、新聞紙を取り出す際の剥がし工程において2枚の新聞紙包装フィルムを破損しない程度に半融着状態で溶着する。
(もっと読む)
物品搬送装置
【課題】塑性変形や摩耗を生じさせずに搬送アームを搬送ロッドに繰り返し着脱させる。
【解決手段】後搬送アーム22のロッド係合部材22は、第一及び第二の後搬送ロッド17a、17bに異なる方向から着脱可能な第一の嵌合凹部23及び第二の嵌合凹部24を有し、第一の搬送ロッド回りに回動可能である。ロッド係合部材に押え部材27を支軸26回りに回動可能に支持する。ロッド係合部材に設けた板ばね28上端の把持部28aは第一嵌合凹部内に位置して第一搬送ロッドを弾性で係止する。板ばね下端の付勢部28bは押え部材を弾性的に押して、押え部材の凹部27aを第二搬送ロッドに嵌合させて後搬送アームを係止する。離脱時には、押え部材を逆方向に回動して第二の嵌合凹部を第二搬送ロッドから外して第一嵌合凹部を第一搬送ロッドから斜め下方に引き抜く。前搬送アーム30も後搬送アームと同一構成で対向させて押え部材で物品を挟持する。
(もっと読む)
遊技機の梱包装置
【課題】 目的に応じて低コストのシートや前後異なるシートを用いることができ、簡明な構成で安定した梱包作動が可能な梱包装置を提供する。
【解決手段】 遊技機を熱可塑性樹脂のシートで包装する梱包装置であって、遊技機の前面側を覆う第1シートが巻かれた第1梱包ロール及び遊技機の後面側を覆う第2シートが巻かれた第2梱包ロール42rを対峙させて繰り出し自在に配設するロール保持部43hと、第1シートと第2シートとを重ね合わせて挟み込みシートの幅方向に溶着及び切断する溶着切断ユニット45と、溶着切断ユニットにより接合されたシートの内面に遊技機の一側面を当接させてシートの長尺方向に遊技機を移動させてシートを巻き付けさせる移動機構30とを備えて梱包装置を構成する。
(もっと読む)
シート包装方法及びシート包装体
【課題】 シートによって製品を包装するに際して、製品の半分を角折り包装とし残る半分をピロー包装して、両包装形態の特質を備えた新しい包装形態を得るシート包装方法及びそうして得られたシート包装体を提供する。
【解決手段】 二等辺三角形状の頂角以外の両角部を截頭した又は折り返した包装シート1上にその中央で且つ底辺1b寄りにシールブロック2を載置し、シールブロック2の周囲に余された包装シート1d,1e,1eをシールブロック2の周面に沿って折り込むと共にシールブロック2を裏当てとしてヒートシールして角底筒状体3を形成する。シールブロック2が引き抜かれた角底筒状体3内に包装物を装填する。充填後、角底筒状体3の開口部は、ピロー包装のようにエンドシールされる。角折り包装が醸し出す日本的な情緒のある包装を維持しながら、密封を得ることができ且つ開封も容易である。
(もっと読む)
包装装置
【課題】カタログ1などの物品を順次送り、包材2によってそれを包装する包装装置において、厚さの異なる物品であっても、それをタイトに包装する。
【解決手段】送りコンベヤ3によって物品が送られ、センサ22によって物品の厚さが検出される。さらに、包材ガイド機構4によって包材が案内され、物品の送りにともない、物品が包材に包囲され、駆動機構10,11,17によってカッタ7,8が駆動され、物品間において、カッタによって包材がカットされる。さらに、センサの検出信号にもとづき、制御装置25によって送りピッチ調節機構23,24および駆動機構が制御され、物品の厚さによって物品の送りピッチおよび包材のカットピッチが調節される。
(もっと読む)
包装機
【課題】 枚葉式に供給される熱融着フィルムによって被包装物を緩みやしわなしにキャラメル式に包装できる小型の包装機を提供する。
【解決手段】 本発明による包装機(1)は、被包装物(C)が載せられる載せ位置(11)から移動方向下流側に延びる支持面(10)と、支持面(10)の載せ位置(11)の下流側において支持面(10)を貫くように延びるフィルムシュート(12)と、フィルムシュート(12)に支持された熱融着フィルム(F)を横U字形に折り曲げるように、被包装物(C)を載せ位置(11)から下流側に押してフィルムシュート(12)を通過させるためのプッシャー部(20)と、熱融着フィルム(F)を被包装物(C)に向かって押える押え部(22)と、被包装物の後面及び側面を越えた熱融着フィルム(F)をそれぞれ折り重ねて融着させるトップ折りシール部(24)及びサイド折りシール部(26)を有する。
(もっと読む)
61 - 80 / 91
[ Back to top ]