
Fターム[3E054FE06]の内容
包装位置への供給−物品の供給 (7,769) | 物品の取扱い(その他) (184) | 合流 (32)
Fターム[3E054FE06]の下位に属するFターム
衝突防止 (5)
Fターム[3E054FE06]に分類される特許
1 - 20 / 27
包装袋の計数集積装置
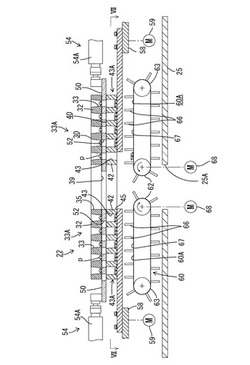
【課題】省スペース化を実現した包装袋の計数集積装置を提供する。
【解決手段】スティック型の包装袋pを複数列に亘って同時に製造しかつ間欠的に供給する包装機に付設された計数集積装置であって、開閉可能な底部を有し包装機から供給された包装袋pを各列に対応して収容する同列の下部収容室43と、下部収容室43の各底部を任意数開放して包装袋pを落下させる可動底板と、下部収容室列43Aの直下で循環走行可能に配され下部収容室43から落下した包装袋pを受けたのち集積部に移送して落とし込むコンベア60とが具備される。
(もっと読む)
クロスネット自動包装機集中設置式選果包装選別装置

【課題】
桃、梨、リンゴ等の選果機械設備を利用しての選果作業に於いて、果物にクロスネットを装着する作業部門が他作業部門の作業効率に対して極めて効率が悪く、その結果に於いて、排出口増と包装機械設備の数による改善策の選択などがなされた。すなわち設備の充実方法として、選別機の大型化を招いた。処理能力の多少の改善は見られたが、設備費、人件費は倍額以上となり、選果コストは増大し、地域産業振興に大きなマイナスとなっている現在、一日も早い改善策が望まれる。
【解決手段】
クロスネット自動包装機集中設置装置を開発。さらに大面一面選別搬流排出コンベアー装置の開発により、選別機のコンパクト化だけでなくクロスネット包装箱詰め作業の単純作業化が実現、選別機械設備費の大幅削減、大幅省力化も実現できる自動包装箱詰めラインの構築を示し、選果コスト大幅減少可能な選果選別装置を提供できる。
(もっと読む)
物品把持装置
【課題】 複数の物品を把持する物品把持装置において、それらの物品の組合せの変更に簡易に対応でき、各物品の包装体に対する容積比を高くし得るようにそれらの物品を把持すること。
【解決手段】 主物品1を把持する第1把持手段40と、第1把持手段40により把持された主物品1の側部との間にサブ物品2を挟んで把持する第2把持手段50とを有する物品把持装置30であって、前記第2把持手段50は、第1把持手段40により把持されて相隣る2個の主物品1の側部によって形成される凹状部に、該主物品1の側部の形状に倣うサブ物品2を挟み付けるもの。
(もっと読む)
封入装置及び封入管理方法
【課題】封筒に封入する封入物を送信先毎に選択することのできる封入装置を提供することを目的とする。
【解決手段】封入装置1は,封筒3に封入する封入物2をスタックするスタッカー11aを有する複数のフィーダ11を備え,送信先毎に割り振られた管理番号に関連付けて,管理番号に対応する送信先へ送信する封入物2の種別を示す種別記号が記述された事前データを用い,管理番号に関連付けられた種別番号で示される種別の封入物2がスタックされているフィーダ11のみを作動させるように制御しながら,事前データに記述された管理番号毎に封入処理を行う。
(もっと読む)
PTPシートの抱き合わせ装置における位置ずれ調整装置
【課題】 様々な種類のPTPシートに容易に対応することができ、作業効率の向上を図ることができるPTPシートの抱き合わせ装置における位置ずれ調整装置
【解決手段】 PTPシート1がポケット部2aを下向きにして搬送される上搬送路34と、PTPシート1がポケット部を上向きにして搬送される下搬送路35と、それら上搬送路と下搬送路の下流側でそれぞれの搬送路を搬送してくるPTPシートを抱き合わせる合流部と、を備える。上搬送路と下搬送路のPTPシートは、合流部までは同一の押送フィンガー15によって同時に搬送される。合流部は、下搬送路に対して出没可能に設けられるとともに、PTPシートの搬送方向と同一方向であって、押送フィンガーの速度よりも速く移動し、その移動途中で押送フィンガーを追い越してPTPシートを送り出す送り爪41を有するPTPシート送り装置40を設けた。
(もっと読む)
ガラス瓶タイプなどの製品を組分けする方法
【課題】例えばガラス瓶または断面楕円形のガラス瓶タイプの製品のような製品を組分けする方法を提案すること。
【解決手段】方法は、コンベア(1)上で間隔をあけて列をなして到達する製品(2)を収集する工程を備えている。この収集は、櫛の形態をなし、横方向に配置された収集デバイス(40)を用いて実行されており、収集デバイスは、製品(2)の前進方向に対して60°と120°との間の所定角度を形成している。収集器(40)は、上記供給コンベア(1)の側方に位置する取込ステーションにおいて収集した製品を配置して降ろし、収集器は、上記製品を収集することに関して、ガラス瓶の列の上流側における長手方向運動と組み合わされる横方向運動に分けられている。
(もっと読む)
2列式パッケージングラインおよび計量システム
2つの独立した経路(26,28)を備え、その上で、カートン(6)によって収容される物品(C)が、送込み端部(56)から一体的な三次パッケージング装置(12,24)まで運搬されるパッケージング機械。2つの独立した経路から直接排出されるカートンは、三次パッケージ(8)と合流し結合され、三次パッケージは、2つの独立した経路(26,28)の各々の速度と同じ速度で移動して、移送手段に沿って三次パッケージング装置から搬送される。 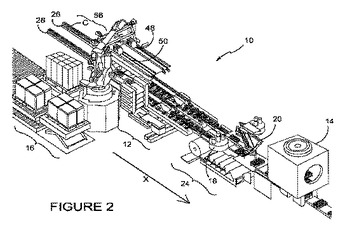 (もっと読む)
(もっと読む)
棒状物の結束装置
【課題】 乾麺等の棒状物を一定量に寄集、縦にし端面を揃え、結束テープと棒状物の折損を防ぐようにする。
【解決手段】寄集させた棒状物の周囲にテープを巻き付けて結束する結束装置において、棒状物を縦に通過させて垂直軸の回りに回転可能なガイド筒を設け、ガイド筒の下方に通過経路を開閉する下ストッパ板を設けて経路を閉じた状態にしてガイド筒に投下された棒状物を受け止める一方、ガイド筒に内針と内針に接離可能な外針とを縦に設け、外針を内針に接近させて内針とでリールに引き出し可能に巻かれたテープを挟着し、ガイド筒を回転させてテープで棒状物を締め付けながら棒状物を一緒に回転させて棒状物にテープを巻き付け、テープの重合部分をヒータで加熱して溶着する他、リールとで張られる部分をカッターで切断し、下ストッパ板を開くと同時に外針を離反させてテープを内針と外針から抜き出し可能にして結束後の棒状物の落下を許容する。
(もっと読む)
真空包装機への肉部位の包装供給方法及びその装置
【課題】制御器による演算によって、肉部位の長さ数値(A)をやや大きめに設定し、同部位を、包袋の底面に押し付けないように調整して、押し付け圧による部位の捩れ包装を防止する。
【解決手段】配置した包袋10の長さ数値(B)は予め電子的にインプットすることで制御器が記憶する。そこでこの記録信号に基づき、嘴型ホッパーで拡張した包袋10を、その設置位置(C)から仮シーラ64の原点位置(E)まで移動(D)させ、ほぼ同時に押し込み盤21は部位40を追跡状態で包袋10に押し入れる。この場合、部位の長さ数値が制御器から発信されると、その発信信号を受けて押し込み盤21はその原点(F)から<G>に相当する距離を移動して部位を包袋に押し入れる。つまり<G>なる値は、前記の原点(F)から仮シーラの原点(E)までの距離(H)に、包袋の長さ(B)を加算し、その値から、部位の長さ(A)を減算した演算数値である。
(もっと読む)
肉部位の真空包装方法及びその装置
【課題】豚肉は5種類の部位で成り立つが、この内の小型の2種類の部位をまとめて1種類とし、総計4種類の部位を4本のコンベヤラインで搬送して真空包装する場合の、前記小型2種類の部位の、一体化による能率低下を改善する。
【解決手段】前記小型2種類の部位を搬送する第4コンベヤラインにおいて、移送中の前後の部位の間隔を遅延検出センサーで検出し、移送中の前位の部位に対する後位の部位の遅れを、高速運搬付加手段でもって加速修正して両部位を一体化して包袋に送り込み、他の3種類の部位の包装能率に対する遅れを少なくする。
(もっと読む)
農産物の箱詰装置
【課題】低コスト化を図りながら迅速な箱詰め作業を可能とする箱詰装置を提供することを目的とする。
【解決手段】吸着子がm行n列のマトリックス状に配置された第1の吸着部と、該第1の吸着部に並設された第2の吸着部とからなる吸着ユニット(8,9)と、該吸着ユニットを箱詰待機位置と箱詰位置との間で移動させる移動手段(74など)と、前記吸着ユニットに設けられ、外力を受けて、少なくとも前記第1の吸着部の吸着子の列間隔を変更する第1の間隔変更機構(77,78)と、前記吸着ユニットに設けられ、外力を受けて、前記第1及び第2の吸着部間の間隔を変更する第2の間隔変更機構(77、88、79など)と、前記第1及び第2の間隔変更機構に対してそれぞれ、前記外力を付与する第1及び第2の外力付与手段(76、86)とを有する農産物の箱詰装置。
(もっと読む)
カートナー
【課題】カートンの上方に物品を押し出し、その物品をそのまま下ろしてカートンに挿入するというレイアウトが求められるカートナーにおいて、物品を無理なく正しい姿勢でカートンに挿入できるようにする。
【解決手段】上面の開口したカートン101の上方に水平方向へのスライドが可能なシャッタ110を配置する。シャッタ110をシャッタ駆動装置111が、カートン101を覆う進出位置と、カートン101を露出させる退避位置との間で移動させる。シャッタ110の上方に配置された真空吸着式の移載チャック120は、進出位置にあるシャッタ110の上に押し出し装置で押し出された物品2を吸着して上昇する。その後シャッタ110は退避し、移載チャック120は降下してカートン101に物品2を挿入する。
(もっと読む)
コンベア駆動制御装置
【課題】アキュームコンベアから多列コンベアに供給する、単位時間当たりの容器の供給量を一定にする。
【解決手段】フィラ・キャパからランダム状態で送り出された複数列の容器は、アキュームコンベア部110,多列コンベア部120,コンバイナ130により搬送され次第に列幅が狭められて直列の一列状態となり、単列コンベア群140を通ってラベラ20に送られる。アキュームコンベア112上の撮影領域Sを撮影カメラ210にて撮影し、画像処理演算することにより、撮影領域Sに存在する容器本数、更には計測領域K(=2×S)に存在する容器群の本数を演算する。各容器群が、アキュームコンベア112から多列コンベア121に搬出される際には、容器本数が多いときにはアキュームコンベア速度を減速し、容器本数が少ないときにはアキュームコンベア速度を増速する。これにより多列コンベア121に搬出される、単位時間当たりの容器の数が均一になる。
(もっと読む)
幅寄せコンベア及び整列装置
【課題】搬送直交方向に所定の間隔を空けて進入する一組の農産物を迅速に幅寄せできる幅寄せコンベアを提供する。
【解決手段】 搬送直交方向に所定の間隔を空けて進入する一組の農産物を幅寄せする幅寄せコンベア(4)であって、搬送方向左側に配置される第1のローラ群(42)と右側に配置される第2のローラ群(41)とを有し、前記第1及び第2のローラ群を構成する各ローラの回転軸は、コンベア側方側に向かって搬送方向下流に傾斜していることを特徴とする幅寄せコンベア。
(もっと読む)
ロータリー式自動包装機の集積装置
【課題】所定数の包装袋を的確に段積みすることができると共に、集積動作に関する制御が簡単になり、コストを安くできる包装袋の集積装置を提供する。
【解決手段】包装袋を受け入れる左右の投入口を持つ投入機構22と、落ちてきた包装袋を交互に受け止めて水平姿勢に導く第一シャッター機構30、35又第二シャッター機構31、36及び第三シャッター機構32、37と、水平姿勢になった包装袋を1又は2個集積する第四シャッター機構33、38と、予め設定された個数になるまで集積を行う第五シャッター機構34、39と、ベルトコンベア70とから構成され、偶数集積の場合は第四シャッター機構で2個づつ集積して第五シャッター機構に落とし、奇数集積の場合は第四シャッター機構の最後の集積を1個として第五シャッター機構に落とす。
(もっと読む)
肉部位の包装方法及びその装置
【課題】大きさを基準に分別した副種類の肉部位を基幹路で縦列運搬し、順次、副種類の包袋を自動的に選択して包装すると共に、前記包袋の口を仮シールする。
【解決手段】基幹路を縦列移動する部位10の大きさを制御器はそれぞれ分別して記録するが、据え付け吸盤30横の旋回アーム50に支持する可動吸盤12は、前記の記録情報を基に、複数の容器載積ユニット60から選択した大きさの包袋14を取り出して前記の据え付け吸盤30に運び出し、その後、前記両吸盤12、30で前記包袋を開口すると共に、前後動コンベヤ20押し出して部位10を前記包袋14内に搬入し、仮シールバー70で包袋14を点シールする。
(もっと読む)
粉末供給機および味付けシステム
【課題】貯留部に貯留された粉末の種類、および粉末の貯留状況にかかわらず、良好な粉末供給処理を実行できる粉末供給機および味付けシステムを提供する。
【解決手段】重量計測部49によって調味料供給前の重量が計測される。次に、調味料の供給動作が実行される。すなわち、供給動作毎に、スクリュー部材47aは、回転角度の初期値だけ回転させられる。続いて、重量計測部49によって調味料供給後の重量T12が計測される。そして、調味料供給毎におけるスクリュー部材47aの設定送り量として用いられる回転角度が、供給毎の目標供給重量、供給回数、調味料を供給する前の重量、調味料を供給した後の重量、および回転角度の初期値に基づき、求められる。
(もっと読む)
シート移載集積装置およびシート束自動包装システム
【課題】 人手を介することなく、シート束の包装を行えるシート自動包装システム、および前記シート自動包装システムにおいて好適に使用されるシート移載集積装置の提供。
【解決手段】 包装形態に応じてシート束から当てボールを分離する当てボール分離部と、前記当てボール分離部にシート束を供給するシート束供給部と、前記当てボール分離部を通過したシート束の側縁部を、包装形態に応じてテープで固定するテープ固定部と、前記テープ固定部を通過したシート束をスキッドに移載、集積する移載集積部とを備えるシート自動包装システム、前記シート自動包装システムで使用されるシート移載集積装置。
(もっと読む)
包装機における分包品集積方法と装置
【課題】不良品を排出することによって歯抜け状態となった搬送ラインで高速化に対応できるとともにコンパクトで廉価な分包品集積装置を提供すること。
【解決手段】歯抜け位置に分包品Wを補充できるように補充ストッカ20を搬送ライン12の下流側に配置する。補充ストッカ20は、収納する分包品Wのシート枚数が少ない場合には、搬送されてきた分包品Wを補充ストッカ20内に取り込み、シート枚数が必要分ある場合には、補充ストッカ20内の分包品Wを取り出して歯抜け位置に補充する。これによって集積部17では、規定の集積枚数で集積された分包品組W1あるいは分包品Wが集積されない空の状態のまま、全列を一括して後工程Pに送給する。
(もっと読む)
商品供給装置
【課題】 把持や吸着が困難な菓子類などの商品を確実に包装容器の側に供給できる商品供給装置を提供する。
【解決手段】 テーブル面10上に集積された商品Sをカートン100に供給するための商品供給装置1を構成する。スプロケット29,30と、スプロケット29,30から離間してカートン100の近傍に配置されたスプロケット39,40と、スプロケット29,39間およびスプロケット30,40間にそれぞれ巻き掛けられたローラチェーン31,32と、ローラチェーン32の一部にその一端が固定され、テーブル面10上の商品Sの後端に当接し得るバー部材12とを設ける。
(もっと読む)
1 - 20 / 27
[ Back to top ]