
Fターム[3E075BA32]の内容
紙容器等紙製品の製造 (16,236) | 最終生成物の構造 (1,750) | 紙コップ (129) | 一枚のブランクから形成されたもの (20)
Fターム[3E075BA32]に分類される特許
1 - 20 / 20
しわ発生の少ない紙成形体とその製造方法
【課題】本発明の目的は、絞り加工により紙を主体とするブランクの外周縁部を立ち上がり形状に成形したものにおいて、紙コップ等の紙容器の底部部材に用いた場合に漏れや、接着状態の不安定の要因となるしわの発生をなくし、加工部に生じるしわの少ない紙成形体とその製造方法を提供することにある。
【解決手段】本発明の紙成形体を製造する方法は、紙を主体とする一枚のブランクをパンチとダイスで絞り加工するものであって、ブランクの外周縁部をしわ押さえ部材とダイス天面とで加圧して押さえる機構を備え、該しわ押さえ部材の圧力を前記ダイスのブランク引張強度に対するしわ押さえ圧力の割合としわ発生開始高さの関係特性において、しわ発生開始高さが求められるしわ発生のない高さ寸法を越えるしわ押さえ圧力の割合値以上12%以下としたことを特徴とする。前記ダイスの先端部形状Rは前記パンチを嵌合するブランクの厚さをtとしたとき、2.5t〜6tとする。
(もっと読む)
紙容器用トランスファー装置

【課題】テーパー形状紙容器用の被搬送体を変形や姿勢もしくは向きの変化を生じさせないように搬送もしくは移送する。
【解決手段】マンドレル11,19に嵌合させられるテーパー形状紙容器用の被搬送体6を前記マンドレル11から受け取り、あるいは受け取った被搬送体6を他のマンドレル19へ受け渡すトランスファー装置14において、被搬送体6の受け渡しを行う授受位置13,18に停止しているマンドレル11,19の先端側で間欠的に回転するトランスファーターレット15と、そのターレット15の外周部に一定間隔で取り付けられて授受位置13,18におけるマンドレル11,19の先端側にマンドレル11,19と対向するように位置決めされ、かつ被搬送体6の外周面の複数箇所に接触して被搬送体6を把持する複数の把持片17を有するチャック16と、そのチャック16を授受位置13,18においてマンドレル11,19に対して前進させかつ後退させる前進後退機構とを備えている。
(もっと読む)
紙カップの製造方法および紙カップ
【課題】バイオマス樹脂を用いた紙カップを製造するにあたり、ホットエアー法を用いた場合でも、接合部について良好な接着を得ることのできる紙カップの製造方法、および、それにより得られる紙カップを提供する。
【解決手段】胴部を、紙基材21の片面に、バイオマス樹脂と合成樹脂との混練物からなる樹脂層23を有する胴部材により形成し、底部を、紙基材の片面に、バイオマス樹脂と合成樹脂との混練物からなる樹脂層を有する底部材により形成する紙カップの製造方法である。胴部材41の片側端部の紙基材21側にスカイブヘミング加工を施した後、胴部材41を、樹脂層23を内側にして筒状とし、胴部材41の両側端部を、少なくとも一部において樹脂層同士を対向させて接合する。
(もっと読む)
耐水性を有する紙カップとその製造方法
【課題】基材の紙端面および表面の被覆のバリア性を保持できる紙カップと、ロール状の紙基材から直接紙カップにする製造方法を提供することを課題とする。
【解決手段】紙基材の内面及び外面に熱可塑性樹脂層が設けられた積層シートから構成されたブランクの、一方の側端縁を他方の側端縁に重ね合わせた胴部貼り合わせ部を有する紙カップにおいて、前記紙基材は、紙基材層と紙基材層外面側にポリエチレンテレフタレート層またはナイロン層からなる耐熱耐磨耗性樹脂層をドライラミネート法によりイソシアネート系の接着剤を介して積層されてなることを特徴とする紙カップとその製造方法。
(もっと読む)
生分解性容器の製造方法およびその製造方法により製造された生分解性容器
【課題】表面が生分解性フィルムで被覆された生分解性容器を生産性よく製造できる生分解性容器の製造方法を提供すること。
【解決手段】生分解性容器の製造方法は、ヒータを内蔵すると共に真空引きするための真空引き孔が形成された嵌合可能な一対の雄型4と雌型5とからなる発泡成形用の金型を用い、雄型4と雌型5の表面にそれぞれ生分解性フィルム3を真空引きにより密着させてプレフォームしつつ生分解性材料を介在させて前記雄型4と雌型5を嵌合させ、前記雄型4と雌型5が嵌合した金型内で生分解性材料を加熱して発泡・焼成することにより発泡基材層の成形と同時に前記基材層の表面を前記生分解性フィルム3で被覆する工程を備える。
(もっと読む)
紙容器の製造方法及び製造装置
【課題】 製造品質の安定した、プレス成形による紙容器の製造方法及び製造装置を提供する。
【解決手段】 帯状の原紙6は、供給装置11によって成形装置31に連続的に供給される。成形装置31は、罫線形成手段である第1金型41a、41bと、ブランクシート打抜手段及びプレス手段である第2金型42a、42bとを備えている。供給装置11から供給された原紙6は、第1金型41a、41bによって、罫線25が所定の位置に形成される。罫線25が形成された原紙6は、下流側の第2金型42a、42bに移送される。第1金型41a、41bから移送された原紙6は、第2金型42a、42bによって、罫線が形成された原紙6からブランクシートが打ち抜かれると共に、その位置でプレス加工され、紙容器60の製造が完了する。このように、原紙6はブランクシートを打ち抜いた位置でプレス加工されるため、製造品質が安定する。
(もっと読む)
紙製容器及びその製造方法
【課題】電子レンジ等の加熱に適した紙製容器であって、フランジ部分の剛性を確保してこのフランジ部分が歪むことを防止すると共に、全体の重量を軽減してコンパクトに形成する。
【解決手段】紙材からなるブランクを絞り加工して形成された有底筒状のカップ部2と、このカップ部2の上端部3aから連続する樹脂製のフランジ部5とを有し、フランジ部5は、カップ部2の周壁部3に沿う筒状部12と、この筒状部12から水平に張り出す環状平板部13とからなり、筒状部12がカップ部2の周壁部3の上端面3bを覆った状態で周壁部3の一部に重なるように固着されている。
(もっと読む)
段ボール製容器の深さを変えるための金型システム
本発明は、互いに向かい合わせで配置されている、可動金型部分10と固定金型部分20とを備える、段ボール製容器を製造するための金型システム1に関するものであり、金型システム1によって、段ボール・ブランク及び底部に連設された壁59から押圧される底部57、及び壁を取り囲み、プラスチックで少なくとも部分的に鋳造され、壁の上縁に連設されたリム50を有する容器500を製造することができ、これにより、固定金型部分20に関して移動可能な前記金型部分10は、コア41と、コア41に関して移動可能であり、シール表面5aを有し、コア41の周りを囲む、板状シール・リング5と、コア41とシール・リング5との間に合うように挟装することができ、容器上にリム50を形成するために使用される、シール・リング5とコア41の両方に関して移動することができる、カラー・リング6とを備える少なくとも1つのコア・プレート4を備え、固定金型部分40は、金型キャビティ71及びシール表面7aを備える少なくとも1つの金型プレート7を有する。本発明による金型システム1において、挿入部720は、金型キャビティ71の基部71bで支持され、取り外し可能なように基部71bに取り付けられ、これにより金型キャビティの深さHをその高さhだけ小さくし、したがって、挿入部720の連続表面71bは、金型キャビティの新しい底部71bとして働き、また段ボール・ブランクの圧縮段階で金型キャビティの内側を貫通するコア41の部分の長さHは、それぞれ、コア・プレート内のコア41を短いコアで置き換えるか、又はその長さを変えないコア41の基礎部分41gに、その長さを変えられる取付具部分41fを取り外し可能なように取り付けることによって、挿入部の高さhだけ短縮することができ、これにより、コア又はコアの前記取付具及び互いに対応する金型キャビティの基部の挿入部720は、容器壁59の上縁からの、段ボール・ブランクから押圧される、製造される段ボール・ブランクの深さ、つまり、容器底部57の距離を変えるために使用できる。 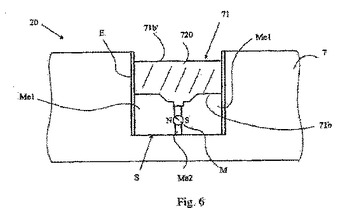 (もっと読む)
(もっと読む)
収納容器及びその製造方法
【課題】 非円形状であっても側壁の余剰分を吸収できると共に、強度が安定した収納容器及びその製造方法を提供する。
【解決手段】 収納容器1は、楕円状の底部2と、底部2の外周から外方上方に立ち上がり、その全周に亘って上方に延びる複数のプリーツ5を備えた側壁部3と、側壁部3の上端を外方に巻き込んで形成された縁巻7とから構成されている。又、収納容器1は、被成形体である紙製の楕円状のシート体をプレス成形して形成されている。このような収納容器は、例えば自由皺絞り成形によって成形された収納容器であれば、特に深絞り成形時に、シート体の余剰分によって側壁部に自由皺の疎密が生じる事になる。しかし、収納容器1は側壁部3に複数のプリーツ5が形成されているため、側壁部に発生する皺がプリーツ5に吸収され、皺が抑制されると共に、側壁部3は平坦部分が多くなり、強度的に安定した収納容器1となる。
(もっと読む)
紙製容器の製造装置、製造方法及び紙製容器
【課題】
本発明は、有底円錐台形状又は円筒形状の紙製容器に際して、紙製容器の胴紙部の形成を簡単にかつコストをかけずに行なえることとすると共に大量生産に資する製造装置及び製造方法の提供が課題であり、特に紙コップ等のような口径の小さい紙製容器と共に口径の広い胴紙部を有する略皿状形状の紙製容器の成形をも可能とする有底円錐台形状又は円筒形状の紙製容器の製造装置、製造方法及び紙製容器の提供を課題とする。
【解決手段】
係る課題は、円錐台形状の巻き込みロールと補助ロールとからなる紙製容器の製造装置で、紙製容器の胴紙部を構成するシート地を補助ロールを介して円錐台形状の巻き込みロールに巻き込んで有底円錐台形状の紙製容器の胴紙部を形成する紙製容器の製造装置によって解決できる。
(もっと読む)
紙製容器のブランク及び紙製容器の製造方法
【課題】 紙製容器の胴部または容器本体を形成するブランクの端部が、合成樹脂の被膜で覆われたブランクの製造方法を提供し、該ブランクを用いることで、耐水性、耐油性、ガスバリア性に優れた紙製容器を提供する。
【解決手段】 原紙からブランクを打ち抜いて、容器胴部又は容器本体を形成するブランクを製造する方法において、予め、打ち抜かれるブランクの一方の端部に相当する部分に、該端部に沿って原紙に孔を穿設しておき、該孔を穿設した原紙の両面に、熱可塑性樹脂をそれぞれの面が20μm以上の厚みとなるように積層して、孔の部分に形成された熱可塑性樹脂膜が前記ブランクの一方の端部に延伸する耳部となるように原紙からブランクを打ち抜く。
(もっと読む)
中仕切り挿入機
【課題】展開状態の中仕切り部材を逆V字状に成形してダンボール箱内に挿入するまでの工程を削減し、簡素化した構成の中仕切り挿入機を提供する。
【解決手段】中仕切り挿入機1は、展開状態の中仕切りPを積層した中仕切り供給機構3と、中仕切り供給機構3から一枚ずつ供給された中仕切りPに対して少しだけ中折れ成形し、中折れ成形方向を決定する中折れ予備成形機構5と、中折れ予備成形された中仕切りPを隣接する挿入位置に向けて搬送し、挿入位置へ到達した時点で逆V字形状の中折れ状態に成形し、真下のダンボール箱Q内に挿入する成形挿入機構7とにより構成している。
(もっと読む)
紙カップ成形用マンドレル
【課題】サイド紙が上昇するマンドレルスリーブ部から脱落する危惧がなく、紙カップの内面が排出用エアで汚染する危惧がない紙カップ成形用マンドレルを提供する。
【解決手段】マンドレルコア部とマンドレルスリーブ部とからなり、マンドレルスリーブ部は上下移動が可能で、マンドレルコア部は、中心にエア・バキューム用メイン経路を形成し、メイン経路の上方内面からエア用バルブを介して側外面へ紙カップ排出用エア経路を形成し、下方内面からバキューム用バルブを介して側外面へサイド紙用バキューム経路を形成し、下端内面からバキューム用バルブを介して下端外面へボトム紙用バキューム経路を形成し、マンドレルスリーブ部は、上方内面から下方側外面へ紙カップ排出用エア経路を形成し、所定位置の内面にマンドレルスライド用スリーブを嵌着し、マンドレルスライド用スリーブより下方の内面から側外面へサイド紙用バキューム経路を形成する。
(もっと読む)
断熱、保温、火傷防止の紙製、又はプラスチック製容器の製造方法及びその製品
一種の新たな紙製或いはプラスチック製容器の製造方法、及び、該製造方法によって得られる製品であり、該方法は、以下のステップを含む、液体接着剤1と熱発泡粒子粉2を攪拌混合3して複合塗料4を製造する、該複合塗料4は連続する紙片P、プラスチック或いはプラスチック容器7、7’の表面の設定範囲内に塗布し、さらに加熱を進行させ、後に加熱後の連続紙片或いはプラスチックは既存技術により必要な成型容器に製造される。本発明は、熱い物を製造した容器に盛る際、握持者に熱い感じを与えず、断熱、保温、火傷防止効果もある。本発明方法は、各種紙製またはプラスチック製の容器、コップ、茶碗、皿、弁当箱及び各種包装容器等に活用することが可能であり、製造容器は均しく断熱、保温、火傷防止及び補強効果がある。 (もっと読む)
ラミネート装置
【課題】ラミネートフィルムを手で差し込む必要がなく、しかもラミネートフィルムがシート材に対して斜めに送られてしまうことのないラミネート装置を提供する。
【解決手段】剥離紙21とこの剥離紙に貼られたラミネートフィルム22とから構成されるラミネートシート20を走行させ、この走行されるラミネートシート20からラミネートフィルム22を剥離し、このラミネートフィルム20をシート材12の画像面に貼着させるラミネート装置10であって、粘着ローラ18にラミネートシート20の非接着層側を押圧して粘着ローラ18にラミネートフィルム22を粘着させる押圧ローラ19と、シート材12と粘着ローラ18に粘着されたラミネートフィルム22とを押圧してそのラミネートフィルム22をシート材12に貼着させる受けローラ25とを設けた。
(もっと読む)
容器端面処理装置、容器製造装置および容器製造方法
【課題】迅速な処理にて容器の端面を確実に保護することができ、かつ、容器基材の端面から熱可塑性シートをはみ出させないようにさせて外観をより良好にさせることを課題とする。
【解決手段】熱可塑性シートが容器基材V10の端部V15から外側の位置で切断された端面処理前容器V20を収容する収容部110と、収容した端面処理前容器V20の容器基材の端部V15に沿った平面SP1内で基準位置L1に配置したときに当該容器基材の端部V15を囲む形状とされた偏心部材130と、当該平面SP1内で偏心部材130を偏心位置L2〜L5に沿って移動させることにより、収容部110に収容された端面処理前容器V20における容器基材の端部V15の周囲にある熱可塑性シートV22を当該偏心部材130に接触させて当該容器基材の端部V15におけるシート非積層面V12に巻き込ませて積層接着させる偏心被覆機構140とを設けた。
(もっと読む)
紙成形品とその製造方法
【課題】上面部、側面部及び底面部を一体に成形した紙成形品を形成する場合に、成形作業が容易で、製造コスト的に有利となるのみでなく、成形された紙成形品の少なくとも側面部に皺を形成することにより潰れにくく強度的にも問題のない、紙成形品とその製造方法を提供する。
【解決手段】片面に接着剤が塗布された複数枚の薄紙を積層した紙基材をプレスし、上面部2、側面部3及び底面部4を一体に成形した紙成形品1であって、少なくとも側面部3に形成した皺を、熱プレス又は高周波プレスにより相互に熱融着させて多数の補強部5としたことを特徴とする。
(もっと読む)
プレス加工機およびそれを用いたひだ付きカップ製造方法
【課題】 ひだ付きカップ側面が開くことなく、かつ溶融や詰まりを起こさずに効率よくひだ付きカップを製造できる方法と、その方法の実施に用いるプレス加工機とを提供する。
【解決手段】 図1に示す通り、本発明のプレス加工機は、雌型3の下方にひだ付きカップ半成形品保持部材9が取り付けられている。このプレス加工機を用いた製造方法では、ひだ付きカップ半成形品の保持数を前記従来技術と比較して多くできるため、その分プレス加工機内におけるひだ付きカップ半成形品保持時間を長くできる。結果として、押出部によりひだ付きカップ半成形品を雌型縦孔内で押さえつける時間が短くて済み、従来技術と比較してきわめて高い製造効率が得られる。また、ひだ付きカップ製造時の加熱温度を低めにしても効率よく製造することができるため、特に熱による溶融や変質を起こしやすい生分解性プラスチック製ひだ付きカップの製造に役立つ。
(もっと読む)
二重壁紙カップ
【課題】 紙カップの積み重ね性及び積み重ね解除性を顕著に改善する。
【解決手段】 積み重ね可能かつ積み重ね解除可能な二重壁紙カップであって、それが内部カップ(1)及び外部套管(2)を含み、内部カップ(1)と外部套管(2)の間に隙間を持ち、前記外部套管(2)が内部カップ(1)の飲用縁(3)の下に取り付けられており、また外部套管(2)の下部端に付与されかつ内部カップ(1)に配置される巻き込み縁(6)を含み、更に外部套管(2)上に肩形状の積み重ね停止部(5)が設計され、この停止部が飲用縁(3)にあてがわれることを特徴とする二重壁紙カップ。
(もっと読む)
直接射出成型栓体を形成するための成型機
成形充填密封包装容機械でカートンに直接栓体を成型する構成とする。当該機械は、カートンを受け取り形成するカートン成形ステーションおよび直噴射出成形ステーションとを含む。成形ステーションは、カートンを受け取る内部成形工具と、外部成形工具セットとを有する。内部および外部成形工具セットは、その間でカートンの一部を受けて固定し、カートンの一部を入れる鋳空を画成する。外部成形工具セットは、ポリマー射出システムを受け入れ、鋳空にポリマーを射出するための開口を画成する。栓体がカートンの所定場所に直接成型され、鋳空内に配置されたカートンの開口の内周縁を被覆する。包装機械は、カートンを充填する充填ステーションおよびカートンにシールを形成する密封ステーションも含む。  (もっと読む)
(もっと読む)
1 - 20 / 20
[ Back to top ]