
Fターム[3E075DA12]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(送り) (2,532) | 送り手段 (713) | 往復又は揺動機構 (16)
Fターム[3E075DA12]に分類される特許
1 - 16 / 16
紙容器用トランスファー装置
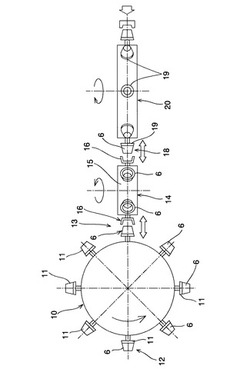
【課題】テーパー形状紙容器用の被搬送体を変形や姿勢もしくは向きの変化を生じさせないように搬送もしくは移送する。
【解決手段】マンドレル11,19に嵌合させられるテーパー形状紙容器用の被搬送体6を前記マンドレル11から受け取り、あるいは受け取った被搬送体6を他のマンドレル19へ受け渡すトランスファー装置14において、被搬送体6の受け渡しを行う授受位置13,18に停止しているマンドレル11,19の先端側で間欠的に回転するトランスファーターレット15と、そのターレット15の外周部に一定間隔で取り付けられて授受位置13,18におけるマンドレル11,19の先端側にマンドレル11,19と対向するように位置決めされ、かつ被搬送体6の外周面の複数箇所に接触して被搬送体6を把持する複数の把持片17を有するチャック16と、そのチャック16を授受位置13,18においてマンドレル11,19に対して前進させかつ後退させる前進後退機構とを備えている。
(もっと読む)
カウンタエジェクタ

【課題】前当板が変位する変位量だけその変位方向と同じ方向に、テーブルが変位することにより、バッチがエレベータのテーブルから送出コンベアに受け渡される時間を短くしてバッチの送出を高速化する。
【解決手段】段ボールシートBSの先端部が当接する前当板61は、搬送方向FDと平行に変位可能である。矯正板62は、前当板に相対して配置され、段ボールシートの後端部に当接してシート端部を整列させる。レッジ63、64A、64Bは、前当板と矯正板との間で積載される段ボールシートを分離して所定枚数のバッチBTを形成する。送出コンベア60は、搬送方向と同じ方向に向かう送出方向TDにバッチを送出する。エレベータ65は、テーブル65Aを含み、前当板および矯正板の配置高さから送出コンベアの配置高さまでバッチを運搬する。テーブルは、前当板の変位量だけその変位方向と同じ方向に変位する。
(もっと読む)
折箱の封緘装置
【課題】 下フラップが折曲された後の折箱を順次下方へ排出することにより装置の構成を簡素にすることができる新規な折箱の封緘装置を提供する。
【解決手段】 搬送下流方向に向かって左右両側に上フラップf3,f3,下フラップf4,f4,後フラップf1,f1及び前フラップf2,f2がそれぞれ形成された折箱Wの該フラップを折曲して封緘する封緘装置1であって、上流側から搬送された折箱Wの両側に形成された上記左右両側の下フラップf4,f4の下面を上面で支持する左及び右の支持板部67a,67aと、これら支持板部67a,67aから垂下してなる左及び右の折曲板部67c,67cと、上記支持板部67a,67aに支持された折箱Wを下方に押圧し、上記左右両側の下フラップf4,f4を上記折曲板部67c,67cによりそれぞれ折曲する押圧部材99と、この押圧部材99を昇降駆動させる昇降機構85と、を備えてなるものである。
(もっと読む)
流体包装袋の製造方法
【課題】詰め替え時、飲用時、開口時に袋内部が密着することがなく、スムースに内容物を注ぐことができ、飲用時には補助パイプを使用する必要がなく、内容物を楽に、しかも袋内に残すことなく吸出すことができ、袋を構成するプラスチックフィルムの腰が強化され、店頭においてディスプレイ効果が向上する流体包装体の製造方法を提供する。
【解決手段】柱を多数横たえた断面形状の凹凸模様が内面に形成された2枚のプラスチックフィルムを用意する工程、引き続き、このプラスチックフィルム同士を押圧しても互いの凹凸模様が嵌合しないように配置し、凹凸模様が嵌合するときは、いずれかのプラスチックフィルムを平行移動、斜め移動又は回転移動する工程、その後、プラスチックフィルムを固定して、その周辺を溶着する工程を含むことを特徴とする流体包装袋の製造方法を提供した。
(もっと読む)
シート状段ボールの計数排出装置
【課題】シャッタやプレッサの待機時間や動作時間を短縮し、高速処理が可能な計数排出装置を提供する。
【解決手段】上流側の製函機100にて加工され排出されたシート状段ボール2をエレベータ40上に集積計数し、次に排出されるシート状段ボールをエレベータにより下側コンベヤ80の位置まで下降して搬送しスタック12の上面12aを押さえるプレッサ60と、スタックを下流に送り出すプッシャと、次工程に搬送する下側コンベヤを備え、シャッタ50を前進後退させる駆動手段MH50と前記シャッタを昇降させる駆動手段MV50と前記プレッサを前進後退させる駆動手段MH60と前記プレッサを昇降させる駆動手段MV60が、それぞれ独立の駆動手段であることで、前記プレッサが下降している間に前記シャッタを後退させたり、前記プレッサが待機している間に前記シャッタを上昇させることを特徴とするシート状段ボールの計数排出装置。
(もっと読む)
製函包装装置
【課題】製函包装装置において、ブランクシートまたはカートンを送る機構を省スペースのコンパクトなものとする。
【解決手段】製函包装ライン1は、カートンのブランクシート100を受け取るシート受け取りステーション10、ブランクシート100の一部を起函して半起函カートン110とする起函ステーション20、半起函カートン110に物品6を収納する物品収納ステーション30、及び物品収納済みの半起函カートン110の上面を閉ざす第一次閉蓋ステーション40を備える。ブランクシート100または半起函カートン110は送り棹3が真空吸着してステーションからステーションへと運ぶ。第1リフタ21または第3リフタ41が送り棹3に代わりブランクシート100または半起函カートン110を持ち上げると、折り曲げ具が当該ステーションに割り当てられた折り曲げ工程を実行する。
(もっと読む)
カウンタエゼクタ及び製函機
【課題】可動部品が高速且つ安定的に動作可能なカウンタエゼクタを提供する。
【解決手段】カウンタエゼクタ10は、ホッパ20内に集積された箱Sが所定枚数に達したときに、ホッパ内側に移動して、ホッパ20内の箱Sを受けることが可能なレッジ30と、レッジ30に対して上下方向に相対移動可能に設けられ、レッジ30に対して上下方向下側に相対移動することでエレベータ50上のバッチを押圧可能なプレスバー40と、プレスバー40をレッジ30に対して上下方向に相対移動させる相対移動用サーボモータ38とを有している。プレスバー40は、相対移動用サーボモータ38により駆動されて、レッジ30に対して上下方向に相対移動するため、カウンタエゼクタ10は、レッジ30に対するプレスバー40の駆動に空気圧アクチュエータを用いた場合に比べて、高速且つ安定的に動作することができる。
(もっと読む)
段ボール箱ブランクを形成する機械
本発明による機械は、ブランク(1)を収容する貯蔵所(3)と、取り出し装置のアーム(21)と、ブランクを形成するための手段と、箱ブランク(6)を受け入れて分配するための上流の搬送装置(5)とを備える。取り出し装置のアーム(21)および形成手段は、貯蔵所(3)と上流の搬送装置(5)との間に挿入される、モジュールのようなベンチ(4)のフレーム(20)に設けられる。前記ベンチ(4)は、水平に対して45°の角度で上方に傾斜され、ガイドチャンネルとして働く傾斜面(24)と、形成ステーション(30)の領域において、ブランク(6)が傾斜面(24)を介して通過することができるように引っ込めることができる上部部分を有するソールと、下点(B)から上点(H)までブランク(1)を移動させるための搬送システム(32)と、傾斜面(24)の上方に延在する枠組み(70)によって担持される形成アーム(40)と、いったんブランク(1)が箱ブランク(6)になってしまうと下流の搬送装置(5)の上にこれを移動させる前にブランク(1)の形成に加わる移送アーム(41)と、を備える。  (もっと読む)
(もっと読む)
タックシュリンクラベル載せ換え装置
【課題】横収縮フィルムによるタックシュリンクラベルを用いて、効率よくタックシュリンクラベルの貼付・包装を可能にするタックシュリンクラベル載せ換え装置を提供する。
【解決手段】横収縮フィルムから成るタックシュリンクラベル12が貼付され、横収縮フィルムの高収縮方向と平行に幅方向が位置した長尺の第一の剥離紙14と、第一の剥離紙14の幅方向と平行に長手方向の送り方向が設定された長尺の第二の剥離紙16とを備える。タックシュリンクラベル12を、第一の剥離紙14から第二の剥離紙16へ移載可能に設けられた剥離装置24を有する。剥離装置24により、第一の剥離紙16上のタックシュリンクラベル12を、第一の剥離紙14から剥離して高収縮方向を第二の剥離紙16の長手方向に合わせて、第二の剥離紙16上に貼付する。
(もっと読む)
製函装置
【課題】 展開状態のブランクを段ボール紙から打抜く際の抜きカスが少なく、且つ、カートンの成形精度が高い製函装置を提供する。
【解決手段】 シート状ブランクを複数のフォーマで包囲された第1成形空間(T1)にマンドレル(1)で押し込むことにより、前記第1ブランク(96)を前記マンドレル(1)の外周側面に沿わせて折り曲げた後、前記第1成形空間(T1)とは別な第2成形空間(T2)で第2ブランク(97)を前記マンドレル(1)に沿わせて折り曲げると共に第1,第2ブランク(96)(97)の重合部(98)を貼着する製函装置であって、前記マンドレル(1)の前記外周側面には、前記折り曲げ状態の前記第1ブランク(96)を吸着保持するブランク吸着口部(A)が設けられており、前記折り曲げ状態の前記第1ブランク(96)を吸着保持した前記マンドレル(1)を前記第1成形空間(T1)から脱出させた後、前記マンドレル(1)に吸着保持された第1ブランク(96)に前記第2ブランク(97)を前記貼着する。
(もっと読む)
製函装置
【課題】 カートンの成形精度が高く、且つ、ブランク製造時の材料利用率が高い製函装置を提供する。
【解決手段】 シート状ブランクを、複数の第1可動フォーマ(6A)で包囲された第1成形空間(T1)にマンドレル(1)で押し込むことにより、前記第1ブランク(96)を前記マンドレル(1)の外周側面に沿わせて折り曲げ、その後、第1可動フォーマ(6A)で第1ブランク(96)をマンドレル(1)に押圧した後、前記第1ブランク(96)を吸着保持したマンドレル(1)を第1成形空間(T1)から脱出させる。
次に、前記第1ブランク(96)を吸着保持したマンドレル(1)を複数の第2可動フォーマ(7A)で包囲された第2成形空間(T2)に押し込んだ後、第2可動フォーマ(7A)で第2ブランク(97)を押圧することにより、第2ブランク(97)を第1ブランク(96)に押圧すると共に貼着させる。
(もっと読む)
箱体の積み重ね装置
【課題】ストック部で箱体が山積みされる前段階で不良箱体を製造ラインから取り除くことができるようにした箱体の積み重ね装置を提供することである。
【解決手段】ブランクS2 を搬送しつつ両端のパネルの折曲げと接着とを行なって扁平な箱体を形成するフォルダグルア10の下流側に、そのフォルダグルア10から搬出される箱体S3 を設定数積み重ねて下流側に搬送するストック部30を設ける。フォルダグルア10とストック部30の間に不良箱体除去装置20を設ける。制御部25に入力される不良信号に基づき不良箱体除去装置20を作動させて不良箱体S3 を製造ラインから取り除くようにする。
(もっと読む)
シート供給装置
【課題】少量の積層シートでも乱れることなく給紙でき、シート面の反転を任意に選択することを可能にし、作業員の補助的な作業と運転操作で、表裏混載又はパレット等に積載された複数の積層シートでも給紙できる、シート供給装置を提供することである。
【解決手段】搬入された積層シートS1を、シート支持台20と昇降台30で支持し、転動台40を回転し、シート支持台の傾斜を上り勾配で停止するか、下り勾配で停止するか任意に選択的決定し、受け取りコンベヤ60の搬入側レベルを、シリンダ67を伸縮することによって任意に変更し、シートガイド板50によって搬出されるシートを支持案内し、受け取りコンベヤ60に積載されたシートが下り傾斜方向に移動することを防止して、シートを供給する。
(もっと読む)
ブランクシートの折曲げ搬送装置
【課題】シートマガジンから取出されて折曲げられた状態となったブランクシートを安定して搬送する。
【解決手段】シートマガジン12からブランクシート11を吸着して取出して下方に移送するシート移送手段19を備える。シートマガジン12の下方に、シート移送手段19から受渡されたブランクシート11の底壁部を吸着保持して搬送する搬送コンベヤ20が配設される。搬送コンベヤ20で保持されるブランクシート11の底壁部に対して、シート搬送方向前側に位置して搬送コンベヤ20から立上がっている前方折曲げ部11bを、搬送方向前側から支持する折曲げ部材21を備える。搬送コンベヤ20がブランクシート11を保持して搬送するのに伴い、前方折曲げ部11bに対する折曲げ部材21の支持位置を下流側に変化させて、底壁部に対して前方折曲げ部11bを所定の角度とする。
(もっと読む)
ブランクシートの供給装置
【課題】シートマガジンから取出したブランクシートをコンベヤに連続的に受渡して、高速処理を可能とする。
【解決手段】シートマガジン12のブランクシート11を、シート移送手段23の吸着ヘッド22で吸着保持して取出す。シート移送手段23での移送中にブランクシート11を折曲げ部材25に当接して、その前方折曲げ部11bを折曲げる。前方折曲げ部11bが折曲げられたL字状のブランクシート11を、搬送コンベヤ14の第1吸着コンベヤ42に受渡す。第1吸着コンベヤ42で吸着搬送される途上のブランクシート11の前方折曲げ部11bを、移送コンベヤ15の先行する支持部材53,54に当接支持させる。そして、移送コンベヤ15の後続の支持部材54,53で後方折曲げ部11cを折曲げて、上方に開口するコ字状としたブランクシート11を、前後から支持部材53,54で保持して搬送する。
(もっと読む)
半自動折り箱製造装置
【課題】広いスペースを要することなく、多様な折り箱枠を、均質に製造できる自動化の進んだ折り箱枠製造装置の提供。
【解決手段】折り箱の側面枠を形成する折り枠材6を1枚ずつ正確にコンベアーに押し出す折り枠材供給機構1と、押し出された折り枠材の姿勢を乱さずに搬送し、その一端面に速乾性の糊剤を均一に塗布する折り枠材糊付け・搬送機構2と、糊付けされた折り枠材を折り曲げて、その両端面を挿入し、圧着することにより、折り枠材を正確に接合して折り箱の側面枠を製作する搬送部材に取り付けられている組立て治具3と、組立て治具を作動させる機構と、組立て治具で圧着・接合中の折り箱枠7を排出装置まで搬送する機構22、およびその搬送機構の間に配設された折り箱枠成形機構23からなる成形・搬送機構4と、製作された折り箱枠を組立て治具からシュート25に排出し、一定の向きに揃えて底貼り工程に移動する整列排出機構5とからなる。
(もっと読む)
1 - 16 / 16
[ Back to top ]