
Fターム[3E075FA07]の内容
紙容器等紙製品の製造 (16,236) | 制御、又は制御を伴わない伝達、調整機構 (1,210) | 制御 (1,147) | 制御する工程 (951) | 付属品取付又はその他の工程 (138)
Fターム[3E075FA07]に分類される特許
121 - 138 / 138
断熱、保温、火傷防止の紙製、又はプラスチック製容器の製造方法及びその製品

一種の新たな紙製或いはプラスチック製容器の製造方法、及び、該製造方法によって得られる製品であり、該方法は、以下のステップを含む、液体接着剤1と熱発泡粒子粉2を攪拌混合3して複合塗料4を製造する、該複合塗料4は連続する紙片P、プラスチック或いはプラスチック容器7、7’の表面の設定範囲内に塗布し、さらに加熱を進行させ、後に加熱後の連続紙片或いはプラスチックは既存技術により必要な成型容器に製造される。本発明は、熱い物を製造した容器に盛る際、握持者に熱い感じを与えず、断熱、保温、火傷防止効果もある。本発明方法は、各種紙製またはプラスチック製の容器、コップ、茶碗、皿、弁当箱及び各種包装容器等に活用することが可能であり、製造容器は均しく断熱、保温、火傷防止及び補強効果がある。 (もっと読む)
注ぎ可能な食品のパッケージに注ぎ口を接着するために、注ぎ口に接着剤を塗布するための方法および装置
注ぎ可能な食品のそれぞれの密封されたパッケージにはめ込まれる連続した開口装置(3)に接着剤を塗布するための接着ユニット(1)。ユニット(1)は、開口装置(3)をパス(A)に沿って供給するための搬送手段(20)と、パス(A)に沿って配置され、開口装置(3)の部分(10)に接着剤を塗布するために、搬送手段(20)上の各開口装置(3)と相互に作用し合う接着剤供給手段(21)とを有し、ユニット(1)は、ユニット(1)の生産量を増加させるために、供給手段(21)がパス(A)と平行に移動可能であることを特徴とする。  (もっと読む)
(もっと読む)
ジッパー片供給装置

【課題】連続するジッパーからのジッパー片の切出し位置と、ウェブ状包装材上の所定位置であるジッパー片の付着作業位置とを分離して、ジッパー片の切出し工程とジッパー片の付着工程とを別の位置で干渉なく実行可能にして、包装速度の高速化を図る。
【解決手段】ジッパー片切出し機構2が、切出し位置P1において連続するジッパーから切り出されたジッパー片Jは、間欠回転中に一時的に停止するターレット3の周面に設けられている保持部10で保持される。ジッパー片Jは、ターレット3の間欠回転に伴って横方向に搬送され、切り出し位置P1とは異なる位置に分離して配置されている付着作業位置P2において、ジッパー片付着機構4によってウェブ状包装材Fwに付着される。ジッパー片Jの切出し作用と、ジッパー片Jのウェブ状包装材Fwへの付着作業とは、時間的に重なって行うことができ、ジッパー片の供給サイクル時間が短縮できる。
(もっと読む)
接着ラベル貼り付け装置及び方法
【課題】特に幅広な基板に貼り付けられるウエブに、接着ラベルを迅速且つ確実に貼り付けるとともに、構成の小型化及び簡素化を図ることを可能にする。
【解決手段】接着ラベル貼り付け装置40は、接着ラベル38を送り出す第1ラベル供給機構58aと、前記第1ラベル供給機構58aから前記接着ラベル38を受け取る第1ラベル受け取り機構78aと、前記第1ラベル受け取り機構78aから接着ラベル38を受け取るとともに、感光性ウエブ22の面上に沿って移動可能な第1ラベル分配機構90aと、前記感光性ウエブ22の幅方向に配列され、前記第1ラベル分配機構90aから受け取った前記接着ラベル38を、前記感光性ウエブ22に貼り付ける複数のラベル貼り付け機構108とを備える。
(もっと読む)
封緘部の糊付け検査方法及び装置
【課題】封筒におけるフラップの糊付けの良否を判定する検査方法及び装置において、封筒の種類を問わずにフラップの糊付不良部を直接検出できるようにすること
【解決手段】封筒の封緘部を内側にして円弧状に屈曲させて糊付不良部のフラップを浮き上らせ、その高さをセンサーによって検知する
【図面】図1
(もっと読む)
欠陥無しの支持体ウェブを連続的に生産するための装置及び方法
本発明は、支持体ウェブ(3)上に解離可能に少なくとも1列で連続して配置された所定量の構成部材(2)から、欠点を有する構成部材(2)を連続的に選出するための装置、並びに、構成部材(2)が少なくとも1列で連続的に配置された支持体ウェブ(3)から、欠点無しの支持体ウェブ(3)を連続的に生産するための装置(80)及び方法であって、前記支持体ウェブ(3)が、欠点を有する構成部材(2)及び欠点無しの構成部材(2)を有している形式のものに関する。欠点を有する構成部材(2)を連続的に選出するための装置(1)は、欠点を有する構成部材を検出するためのコントロール装置(10)、選出されるべき、欠点を有する構成部材(2)を引き取るための引取り装置(20)、全ての構成部材(2)を少なくとも部分的に支持体ウェブ(3)から解離し且つ支持体ウェブ(3)上の前の位置に関してずらして再付与する、少なくとも1つの解離装置(30,31,32)及びコントロール装置(10)により欠陥有りと検出された、少なくとも部分的に支持体ウェブ(3)から解離された構成部材(2)を、該構成部材が引取り装置(20)によって引き取られるように選出する、少なくとも1つの選出装置(40)を有している。例えばラベル製作(スマートラベル)に使用される。 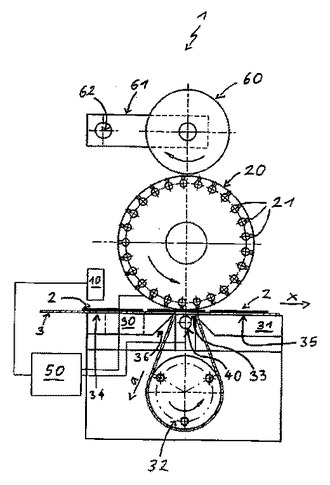 (もっと読む)
(もっと読む)
開封装置を取付るアプリケータ
【課題】容易に変形し、寸法や形状が変動し易い紙包装容器であっても、その容器に正確にキャップを取付けることができるアプリケータを提供する。
【解決手段】アプリケータは、開封部4を有する紙包装容器1に開封装置2を取付るアプリケータであって、容器を搬送するコンベアと、開封部4の位置を検出する検出装置と、開封装置2の取付面を加熱する取付予備装置と、開封部4の上方に移送し、検出装置から検出された情報に基づいて、開封装置2の位置を微調整し、開封装置を容器に接合する取付装置10とからなり、取付装置10は、開封装置を把持する取付けヘッド12と、軸に偏芯カムを有する2台のサーボ・モータとを備え、サーボ・モータの偏芯カムにより、取付けヘッドをそれぞれ直交する方向に位置を変位させ、検出装置が検出した情報に基づいて、開封装置2の位置を補正する。
(もっと読む)
プラスチックバッグ及びその製造方法
【課題】 プラスチックシート積層体にヒートシールを施して成り且つヒートシール部に口栓用のポートが溶着されたプラスチックバッグであって、ポート溶着部におけるピンホールの発生を確実に防止し得る構造のプラスチックバッグ及びその製造方法を提供する。
【解決手段】 プラスチックバック(1A)は、バック本体(1)とヒートシール部に溶着されたポート(2)とを備えている。ポート(2)は、円形パイプ状のポート本体の外周面に一対の薄肉の張出し片を張り出して構成され、ヒートシール部の2枚のシートによって各張出し片を挟み込まれた状態で溶着されている。また、プラスチックバック(1A)の製造方法においては、プラスチックシート積層体にヒートシールを施してバック本体(1)を製造した後、ヒートシール部のポート挿入穴に上記のポート(2)のポート本体を挿入し、2枚のシートによって各張出し片を挟み込んだ状態において溶着する。
(もっと読む)
製品梱包用の箱を取り出して立体化する装置
【課題】製品梱包用の箱を取り出して立体化するための装置として、公知の従来装置よりも速い生産速度で運転可能な装置を提供する。
【解決手段】マガジン(3)から平坦な状態の平行6面体の箱(2)を1つずつ取り出す機構(5)と箱を立体化する手段(6)とが周縁部に設けられた回転ドラム(4)と、回転ドラム(4)から次の製造ステーションに向けて立体化された箱(2)を搬送するコンベヤ(7)とを備え、コンベヤ(7)は回転ドラム(4)の回転軸と平行な回転軸を有して複数の外周台座(11)を形成する回転コンベヤ(10)を備え、取り出し機構(5)に設けられた把持・開放手段(8)によってマガジン(3)から把持された箱(2)を立体化された状態で外周台座(11)内に収容することにより、次の製造ステーションに向けて箱(2)を順に搬送する。
(もっと読む)
品物梱包方法と品物梱包装置と品物梱包プログラム
【課題】 簡易な手順で梱包箱に品物を梱包できる品物梱包方法と品物梱包装置と品物梱包プログラムとを提供する。
【解決手段】 従来の梱包箱に品物を梱包するための品物梱包方法にかわって、品物の完成検査を行なって合格を判定すると品物に対応する情報である品物情報を生成する完成検査工程と、前記品物情報に対応する展開部品を製作するためのデータである展開データを生成する展開データ生成工程と、前記展開データに基づいて板状材料から展開部品を製作する展開部品製作工程と、展開部品を組み立てて梱包箱を製作する梱包箱製作工程と、品物を梱包箱に梱包する品物梱包工程とを備える。
(もっと読む)
ラミネート装置、ラベル印刷機
【課題】ラベル製品の反りの方向性を積極的に制御することができ、ラベルの手貼り作業や機械貼りに応じて好適な反りのあるラベル製品を意図的に製造できるラミネート装置、およびラベル印刷機を提供する。
【解決手段】ラベル製品10の反りの方向性を積極的に制御するため、ラミネート装置14に反り制御手段27が設けられている。当該反り制御手段27は、ラミネートローラ15と圧胴ローラ16のそれぞれの軸芯15−1、16−1をラベル原反Hの搬送方向に相対的にずらすことにより、ラベル原反Hとラミネートフイルム8の貼り合わせ品から得られるラベル製品10の反りの方向を制御する。
(もっと読む)
ラベル連続体およびその作製方法
【課題】 本発明は、パーシャルカットによってラベルを連なった状態で保管できると共に、ピッチの異なるラベルに対応することができるラベル連続体およびその作製方法を提供することを課題とする。
【解決手段】 印字が施されたラベル2が帯状台紙3に仮着されており、帯状台紙3の幅方向に2枚のラベル2が間隔を置いて仮着されていると共に、帯状台紙3の幅方向中央部分を残したパーシャルカット4が施されている。印字およびパーシャルカット4が施される前のラベル連続体1は、帯状台紙3の幅方向に間隔を置いて配置された2列の連続ラベルがピッチ方向に連続して仮着されており、ピッチ方向に連続した2列の連続ラベルは、印字機構によって印字が施された後、パーシャルカット機構によってそれぞれ切断される。パーシャルカット4は、幅方向中央部分を残して帯状台紙3を幅方向にカットしていると共に、連続ラベルを幅方向に切断してラベル2を形成する。
(もっと読む)
清掃装置を備えた段ボール箱仕上げ機及び段ボールシート材の清掃方法
【課題】段ボールシート材が装置内を搬送される間に、シート材から塵、くず等の異物を除去して清掃することのできる新規な装置を備えた段ボール箱仕上げ機を提供すること。
【解決手段】段ボール箱仕上げ機は、段ボールシート材が印刷ステーションまで搬送される前に、シート材から塵、くず等の異物を除去して清掃する清掃ステーションを有する。異物の静電気は静電気除去バー50によって中和され、次に異物は回転式ブラシ30によってシート材から除去される。異物はその後シート材の搬送路の下に配置された真空室32に吸い込まれる。静電気除去バー50はシート材近傍の筐体54内に配設され、真空室32内の真空から隔離される。筐体54は静電気除去バー50を避けるように異物を誘導する面56を有する。清掃ブラシ30は、炭素繊維素材からなる回転可能なシャフトの周りに複数のブラシ部が取り付けられて成る。
(もっと読む)
シール貼替装置及びシール貼替方法
【課題】剥離用台紙に対するシールの貼着方向を変更可能にする技術の提供。
【解決手段】第1の剥離用台紙1に貼着されたシール3を第2の剥離用台紙2に貼り替える装置10であって、前記第1の剥離用台紙上に貼着されたシールをシール貼り替え部21に搬送する第1の搬送手段30と、前記第1の剥離用台紙上から剥離されたシールを貼り替えるための第2の剥離用台紙を前記シール貼り替え部に搬送する第2の搬送手段40と、前記貼り替え部21において、前記シールを前記第1の剥離用台紙上から剥ぎ取ると共に、前記剥ぎ取ったシールを保持したまま所定角度回転させて前記第2の剥離用台紙に貼り着けるシール貼替手段20とを具備する。
(もっと読む)
内径剛性を向上した螺旋巻きチューブ、およびその製造方法
幅の広い隙間(18)が、螺旋巻きチューブ(10)の壁体の半径方向の中間領域に1つ以上の層(14)に意図的に導入される。広い隙間を有する層(14)はそれぞれ、所与の螺旋巻き角度(α)での層(14)の連続する巻回における隣接する側縁間に突き合わせ接合を実現すべく通常使用される幅よりも狭く、かつ層の連続する巻回における隣接する側縁間に隙間(18)が定められるような方法で、前記所与の螺旋巻き角度(α)で巻き付けられる。幅の広い隙間(18)は、チューブ壁体の中間領域の半径方向についての可撓性を大きくする効果を有する。このような半径方向の可撓性の増大は、同じ材料で構成されているが中間領域に隙間を有していないチューブに比べ、チューブの内径剛性を改善する。 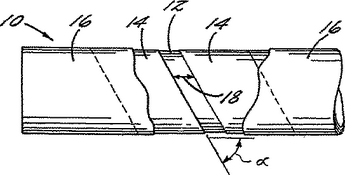 (もっと読む)
(もっと読む)
カートン処理装置
【課題】 印字ヘッドの異物付着による印字不良を防止できるカートン処理装置を提供する。
【解決手段】本発明のカートン処理装置1はカートン2をシートから組み立てて接着剤で接着するカートン組立ユニット3と、カートン2を次工程に搬送する搬送路5と、カートンの表面に印字する印字ユニット7とを備え、カートン組立ユニット3と印字ユニット7との間にはカートン表面に付着した異物を除去するクリーニングユニット9を備えており、クリーニングユニット9は回転ブラシによりカートン表面に接触して異物を除去する。
(もっと読む)
密封体における開閉弁の取り付け構造及び開閉弁付密封体の製造装置
軟質樹脂シート(1a,1b)から構成され空気を内部に充填可能である密封体(1)に取り付ける開閉弁(2)を、密封体(1)を構成する一方のシート(1a)に対しては固定用シール部で接着し、他方のシート(1b)に対しては該固定用シール部で接着しない、密封体における開閉弁の取り付け構造を提供する。これにより、密封体(1)の膨張部(12)に空気を充填した際においても、開閉弁(2)が前記一方のシート(1a)に対して常に密着するため、開閉弁(2)にしわが発生し、そのしわを通って空気が漏れてしまうようなことがない。  (もっと読む)
(もっと読む)
袋体へのテープ片貼着方法及び装置
【課題】この発明は、ロール径の小さいテープロールから、可及的に多数枚のテープ片を裁断し、そのテープ片を一層多数枚の袋体に貼着することが出来るようにした袋体へのテープ片貼着方法及び装置を提供する。
【解決手段】この発明は、複数枚の袋体1を一枚づつ間欠的に搬送するとともに、袋体1に貼着するテープ片7bの長さSと等しい幅を有するテープ63を巻回したテープロール62を用意し、このテープロールから62からテープ片7bの幅Mに等しい長さだけ裁断し、この裁断したテープ片7bを袋体1に貼着するようにした。
(もっと読む)
121 - 138 / 138
[ Back to top ]