
Fターム[3E094FA04]の内容
基本的包装技術−容器の閉鎖 (6,223) | 細部又は付属機能 (679) | 搬送又は位置決め (143) | 包装体の保持 (52)
Fターム[3E094FA04]の下位に属するFターム
挟み搬送 (32)
Fターム[3E094FA04]に分類される特許
1 - 20 / 20
熱シール装置及び被シール体の搬送方法
【課題】 本発明は搬送機構への挿入時及び搬送時に被シール体がずれることなく、適切なシール作業を実行可能な熱シール装置及び被シール体の搬送方法を提供すること。
【解決手段】搬送機構への被シール体の挿入をガイドする挿入ガイド71を備え、一対のプーリーの間に掛け渡したベルトを上下一対対向させた搬送機構を複数備え、該複数の搬送機構で被シール体の一部を挟持して搬送する。複数の搬送機構は、主搬送機構と主搬送機構へ被シール体を搬送する補助搬送機構を少なくとも備える。主搬送機構及び補助搬送機構の搬送方向は平行する。主搬送機構の搬送方向上手側端は、補助搬送機構の搬送方向下手側端より搬送方向上手側に設けられる。挿入ガイド71は、補助搬送機構の搬送方向上手側端の近傍から、主搬送機構の搬送方向上手側端の近傍まで突出する突出部71cを有する。突出部71cは搬送方向に平行して設けられる。
(もっと読む)
テープ貼付装置

【課題】貼付アームから垂れ下がった粘着テープの始端部を吸着状態に自動復帰させる。
【解決手段】貼付アーム32の先端部に、粘着テープ16の始端部16aを吸着保持する第1吸着部48が設けられる。貼付アーム32における第1吸着部48よりテープ引出し経路の上流側に、テープ引出し経路より上方に位置するようにエア吹出し手段60が配設される。吸着不良が発生して粘着テープ16の始端部16aが貼付アーム32から垂れ下がった状態で、エア吹出し手段60からアーム先端に向けてエアが噴出される。このエア噴出によって第1吸着部48の周辺の気圧が低下して負圧が発生し、垂れ下がっていた粘着テープ16の始端部16aは第1吸着部48に引き寄せられて該第1吸着部48による吸着状態に復帰する。
(もっと読む)
ベルト式真空包装機
【課題】搬出シュートを回転ベルトの搬出部の上方に設けて、包装袋をソフトに搬出することが困難であった。
【解決手段】被包装物を充填した包装袋8を回転ベルト1上に載置し、包装袋上から真空チャンバーで真空包装するベルト式真空包装機であって、回転ベルト1の幅方向に、袋口7をシールするためのシール台5を配置し、シール台5に沿って長手方向に、袋口押さえ棒10を回動自在に軸支し、回転ベルト1上の袋口押さえ棒10の端部近傍に跳ね上げレバー17を軸支し、回転ベルト1の搬出部の近傍で、跳ね上げレバー17の移動方向前方に、当接ローラ19Aを設け、シール台5に近接して、滑り台方式の傾斜板9を回転ベルト1上に固定した。
(もっと読む)
包装袋のヒートシール方法
【課題】良好なヒートシールを行うことができる充填包装装置を提供することである。
【解決手段】合成樹脂製の包装袋の開口部を一対のヒートシールバーの間で挟持してシール部を形成するヒートシール方法であって、ヒートシール直後のシール部の温度と、シール部のシール強度との関係を予め測定して該関係を表す曲線である温度−強度曲線を作成する工程と、温度−強度曲線の第2の折れ曲がり点と第3の折れ曲がり点との間の区間の温度帯である最適ヒートシール温度帯を求める工程と、ヒートシール時のヒートシールバーの設定温度と、ヒートシール直後のシール部の温度との関係を予め測定して該関係を表す曲線である設定温度曲線を作成する工程と、設定温度曲線に基づいて、最適ヒートシール温度帯に対応するヒートシールバーの設定温度帯である最適設定温度帯を求める工程と、ヒートシールバーの設定温度を最適設定温度帯内に設定し、ヒートシールバーによって包装袋の開口部を挟持してシール部を形成する工程と、を有する。
(もっと読む)
袋詰包装における袋口シール装置及び方法
【課題】袋の位置検知手段の設置位置についての自由度が高く、最も適切な位置への設置ができ、それにより袋の位置ズレに対して補正をしてシール不良を確実に防止でき、生産性の向上を実現できるシール方法及び装置を提供する
【解決手段】間欠回転する回転テーブル3に設けられた把持部材5で袋Wの両側縁部を把持して袋を順次各工程へ移送する。充填物の充填工程の後の脱気工程とシール工程との間に袋位置検出装置21を設置する。制御装置23は予め設定された袋上でのシール位置を示す基準値と検知された袋位置に基づいてシール部材18,19,20を上下動させる第2駆動装置51を制御する。
(もっと読む)
ヒートシール部冷却装置およびヒートシール装置
【課題】本発明は、プラスチックフィルムのヒートシールにおけるフィルムのシール面のシール熱をいち早く取り除くことで生産性を向上させる装置の提供を課題とする。
【解決手段】複数枚重ね合わせたフィルムをヒートバーにより加熱溶着させる装置において、ヒートバーによる加熱溶着が完了してヒートバーがフィルムの加熱溶着箇所から離れた後、前記加熱溶着箇所に冷却面を接触させる冷却ブロックと、前記冷却ブロックを移動させる移動手段と、前記冷却ブロックの冷却面と接触させるために前記フィルムの加熱融着箇所を吸引する吸引手段と、前記冷却ブロックの内部に配設された冷却媒体流路に冷却媒体を通過させる冷却媒体通過手段と、を有することを特徴とするヒートシール部冷却装置。
(もっと読む)
袋開口部折曲げ装置
【課題】折り曲げ作業を安定化し、袋開口部を充填された内容物の多少に無関係に安定して自動的に折り曲げる装置を提供する。
【解決手段】内容物を充填した袋開口部を袋開口部第一折曲機構3と袋開口部第二折曲機構7との協動により自動的に折り曲げて封止する袋開口部折曲げ装置1において、袋開口部第一折曲片の折り曲げ直前にその第一折曲片の左右両端側を掴んで第一折曲板32と一体となって折り曲げるクランプ機構を第一折曲板32の両端側に設けると共に、当該クランプ機構は、第一折曲板32の左右側端から外側方に向けてスライド自在に取り付けられたスライド板と、該スライド板の側端側に可動自在に取り付けられスライド板の下面側に回り込んでスライド板の下面との間で袋開口部第一折曲片の端部側を挟んで掴むクランプ片とからなる。
(もっと読む)
エンドシール装置
【課題】 エンドシーラが非接触の時であっても、エンドシール装置内において被包装物を内包する筒状フィルムを安定して搬送できるエンドシール装置を提供すること
【解決手段】 下側の回転軸31の両端がそれぞれ貫通するようにして配置される一対の溝カム52と、その溝カムの内側に対向して配置され、下側の回転軸と共に回転する板カム54と、一対の溝カムに設けられた溝部52aに連係され、その溝部の軌跡に沿って移動可能な複数の丸棒55と、を備える。溝部は、無端状であって、最上方部位は平坦に形成され、板カムには、放射線状に延びる複数の切り込み部54aを備え、各切り込み部に丸棒が挿入される。回転軸の回転に伴い板カムも回転し、それに追従して丸棒も溝部に沿って公転移動する。複数の丸棒が平坦部位を移動することから、筒状フィルム(被包装物)を面で支持し、安定して搬送することができる。
(もっと読む)
包装充填装置
【課題】予熱のための高温ホットエアーを効率的に使用し、包装材料のポリエチレン樹脂など熱可塑性材料が、搬送用若しくは成形用ローラの外周面に樹脂片やテープ片として貼り付くことなく、従って、シール状態を正常に維持し、加熱効率を高めて環境負荷を低減させる。
【解決手段】包装積層材料の縁部を予熱する予熱手段8と、充填パイプ7に支持され、筒内側から弾性力によって圧するプレッシャローラ20と、縦シール部の筒外側から押さえるカウンタローラ21とを有し、プレッシャローラ20が外周面の温度を雰囲気温度に追随させる温度適応化手段を有する。
(もっと読む)
粉粒体袋封止機
【課題】ヒートシール部を均一確実に貼着してシール強度を向上させ、且つ、粉粒体袋封止作業の自動化を可能にする。
【解決手段】コンベア32に加熱ステーションST1、加圧ステーションST2及び冷却ステーションST3を順次設け、加熱ステーションST1には、粉粒体袋31のヒートシール部28を受け止めてヒートシール部28を加熱する可動式熱板41を配設する。又、加圧ステーションST2には、ヒートシール部28を受け止めてヒートシール部28を加圧する可動式押付けブラシ66を配設し、冷却ステーションST3には、ヒートシール部28を受け止めてヒートシール部28を冷却する可動式冷却板73を配設する。熱板41、押付けブラシ66及び冷却板73と対峙するコンベア32の他側部には、粉粒体袋31の他側部を受け止めるための可動式のストッパ42、67及び74を設ける。
(もっと読む)
連続糊付装置
【課題】包装箱を搬送方向へ搬送速度Vで搬送する搬送装置と、前記搬送方向に垂直な方向から、前記包装箱表面の糊塗布域に接着糊を噴射するノズルと、前記包装箱表面に於ける前記糊塗布域の形成位置を設定する糊位置設定手段と、を具備する連続糊付装置に於いて、製品の生産速度等の変更に伴って前記搬送速度Vが変化しても、糊塗布域が適正位置からずれないようにする。
【解決手段】前記糊塗布域13と前記ノズル22との前記垂直な方向の対向距離δ及び糊噴射速度V1に基づいて、前記ノズル22から噴射された接着糊が前記糊塗布域13に到達するまでに経過する遅延時間「δ/V1」を演算する遅延時間演算手段を設け、前記糊塗布域13が前記ノズル22に対向する時より前記遅延時間「δ/V1」だけ前の時点で、前記接着糊を噴射させる。
(もっと読む)
包装装置及び包装方法
【課題】連続して送り出される包装シート(12)を筒状連続体(20)に整形するフォーマ(13)と、筒状連続体(20)の上流端内に被包装物(A)を供給する物品供給装置(34)と、筒状連続体(20)に整形された包装シート(12)の両側縁を溶着するセンタシール装置(16)と、その下流側のエンドシール装置(6)を具備し、前記エンドシール装置(6)は、前記筒状連続体(20)の最下流部に位置する包装単位数の被包装物(A)の組と、これの上流側に隣接する被包装物(A)の組の相互間にて前記筒状連続体(20)を挟圧することにより溶着すると共に切断する包装装置に於いて、包装シート(12)の必要量を少なくする。
【解決手段】筒状連続体(20)の最下流部に位置する被包装物(A)の組が充填されている切断対象部(S)を、前傾姿勢にする傾斜機構(4)が設けられ、エンドシール装置(6)は、前記姿勢に傾斜された前記切断対象部(S)の後端を溶着すると共に切断する。
(もっと読む)
長尺物連結装置
【課題】 本発明の課題は、2つの合成樹脂製長尺物の端部同士を外観を損ねることなく連結する装置を提供することにある。
【解決手段】 本発明は、2つの合成樹脂製長尺物の端部同士を熱溶着することにより両長尺物を相互に連結する装置であって、一方の長尺物の端部近傍を把持する把持部と、該把持部の側方に位置し前記一方の長尺物の端部と他方の長尺物の端部とを重ね合せて熱溶着するための熱溶着部とを備えた、前記装置に関する。
(もっと読む)
薬袋発行機
【課題】長尺の薬袋用帯状部材から薬袋を発行するに際して分離作成後の薬袋に多少の巻癖があっても薬袋を空のまま移送先の搬器等に移載できるようにする。
【解決手段】薬袋用帯状部材30を順に送り出す部材供給機構13と、薬袋用帯状部材30を切断して薬袋40を分離させる第1カッター機構16と、薬袋40に係る薬剤情報の印刷を行うプリンタ14と、薬袋40に係る開口部の封着を行うシール機構15とを備えた薬袋発行機10において、薬袋40の端を摘んで引っ張ることにより薬袋40を移動させる移載機構20を設ける。
(もっと読む)
封袋装置及び結束装置
【課題】 袋状物の開口端側に正確且つ綺麗な形状のひだ折畳み部を形成できると共に、そのひだ折畳み部を所定の結束力で結束できる封袋装置を提供する。
【解決手段】 本封袋装置1は、袋状物80の開口端側80aにひだ部82を折り畳んでなるひだ折畳み部83を形成するためのひだ折畳み部形成手段Aと、前記ひだ折畳み部形成手段により形成された前記ひだ折畳み部を折り曲げるための折曲げ手段Cと、前記折曲げ手段により折り曲げられた前記ひだ折畳み部にゴムバンド85を装着して該ひだ折畳み部を結束するための結束手段Eと、を備える。
(もっと読む)
超音波シール装置
【課題】シーム部の溶着を確実にして、疑似溶着の発生を無くすことができ、しかもこれをメンテナンス性に優れた簡易な構成で実現できる超音波シール装置を提供すること。
【解決手段】互いに接近及び離間する方向に相対移動可能なホーン1とアンビル2で狭持した溶着対象部を、超音波振動により発生する摩擦熱で溶着する超音波シール装置であって、ホーン1又はアンビル2の少なくとも何れか一方を移動させる駆動装置Aを備える。駆動装置は、エアーシリンダ21と、エアーシリンダのロッド22の伸縮動作をホーン又はアンビルの移動方向に変換するカム機構23とを含む構成とした。
(もっと読む)
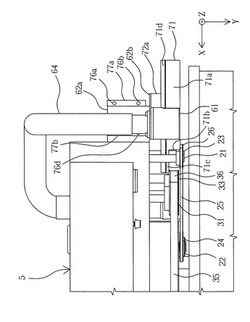
シートシール装置
【課題】 溶着切断装置を通過した筒状シートが安定した姿勢で正確な軌道上をゆっくり滑り落ち、筒状シートの下端が下方の装置へ確実に到達するシートシール装置の提供。
【解決手段】 長尺の筒状シート4を、溶着切断装置1を通過して吊り下げ、溶着切断装置1により筒状シート4を適宜長さ毎にその幅方向に沿って溶着すると共に、溶着部より僅かに下方において切断して短尺の袋を形成する装置であって、溶着切断装置1の下方において、筒状シート4の通過経路の側方に吸引板2を設置し、吸引板2の通過経路と対向する面13に吸引口及び突起部15を設ける。
(もっと読む)
密封装置
パッケージ20を密封するための機器10は、より大型の梱包機械に一部品として装着され、パッケージ20に好ましくは食品又は飲料であるが適切であればその他の如何なる物質でもよい製品又は物質を詰め、ついで密封機器10を使用して各パッケージを横断方向に折り曲げて閉鎖し密封し、それにより各パッケージを閉鎖しかつその横断方向の折曲げ部を密封し、続いてパッケージを最終折り曲げ工程に配送する。 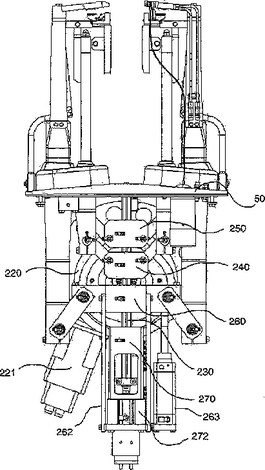 (もっと読む)
(もっと読む)
包装チューブを横方向に封止する装置と方法
生産物で充填された包装チューブ(S)をチューブ袋(B)を形成するために横方向に封止する装置は、包装チューブ(S)を供給するための供給コンベア(1)とチューブ袋(B)を搬出する搬出コンベア(2)と、該両コンベア(1,2)の間の中間室(Z)内に係合する横方向封止ユニット(Q)とを有している。さらにチューブ袋(B)を支持する手段が設けられ、該手段は前記中間室(Z)を移動する場合に、チューブ袋(B)を少なくとも部分的に支持する前記手段と互いに向き合った2つの側面からチューブ袋(B)の下へ係合し、チューブ袋(B)を支持すると共に搬送する支持底(40,40′)である。  (もっと読む)
(もっと読む)
パッケージをシールする装置および方法
この開示は、シーリング・ユニット(5b)および当接部(6)を含み、それらの間に多数の材料層(10)を配置して互いに密接にクランプ、シールおよび溶着を行うパッケージのシーリング装置であって、当接部(6)が少なくとも一つの細長い部材(14c)に連結され、この部材は当接部(6)からシーリング・ユニット(5b)へ向けて延在されていること、シーリング・ユニット(5b)を超えるその細長い部材(14c)が少なくとも一つの第一の作動部材(13)に連結されるように配置されていること、シーリング・ユニット(5b)および前記第一の作動部材(13)の間に力を作用するように一つの作動ユニットが配置されて、シーリング・ユニットおよび前記第一の作動部材を互いに離れる方向へ移動させ、また当接部(6)とシーリング・ユニット(5b)を互いへ向けて移動させるようになされていることを特徴とする装置に関する。 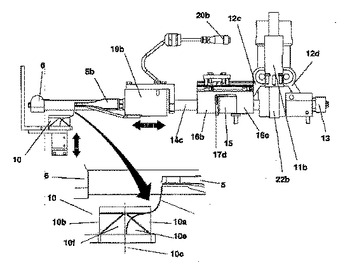 (もっと読む)
(もっと読む)
1 - 20 / 20
[ Back to top ]