
Fターム[3E094HA11]の内容
基本的包装技術−容器の閉鎖 (6,223) | 目的又は効果 (982) | 複数異種に対応(サイズチェンジ) (73)
Fターム[3E094HA11]に分類される特許
41 - 60 / 73
エンドシール装置及びそれを用いた包装機並びにピロー包装機
【課題】 上下のトップシーラの上下移動距離を過不足なく行うピロー包装機を提供すること
【解決手段】 連続して供給される帯状フィルムを筒状に形成する製袋器20と、筒状に形成された筒状フィルム21の重合端にシールを施すセンターシール装置24と、センターシール装置の下流側に配置され、筒状フィルムの幅方向にシール・カットするエンドシール装置30を備える。エンドシール装置は、筒状フィルムを挟んで上下に配置されるトップシーラ33a,33bと、そのトップシーラのシール面を対向させた状態を保持しながらそのトップシーラを所定の軌跡で移動させる駆動機構とを備える。この駆動機構は、両トップシーラを前後進移動させるための機構と、上側のトップシーラを上下移動させる機構と、下側のトップシーラを上下移動させるための機構を、それぞれ別々の駆動モータからの動力に基づいて動作するように構成する。
(もっと読む)
テーピング及びバンディング装置

【課題】 本発明は、小さい空間で製品包装用ボックスをテーピング及びバンディング作業することができるテーピング及びバンディング装置を提供する。
【解決手段】製品包装用ボックスの大きさによって製品包装用ボックスの両側面に密着するように水平移動する一対の側面ガイドと、この側面ガイドに密着した製品包装用ボックスをテーピングするテーピングユニットを備えるテーピング器と、その端部が側面ガイドの中の一つと一直線上に配置されてテーピングユニットによりテーピングされた製品包装用ボックスをバンディングするバンディングユニットを備えるバンディング器がインラインで設けられる。これによって、テーピング及びバンディング装置は、側面ガイドとバンディングユニットの端部が一直線上に配置されるようにすると共に、製品包装用ボックスの大きさによって側面ガイドの水平移動時、バンディングユニットを連動させることによって、小さい空間でも設けられることができる。
(もっと読む)
結束機
【課題】タグの全長に合わせてタグを送り出せるようにすると共に、全長の異なるタグを取り扱うことができるようにする。
【解決手段】CPU114は、タグの送り出し量を設定するための操作部106から操作情報D1を入力し、当該操作情報D1に基づいてタグ送りモータ41bのタグの送り出し量(回転数)を判別し、判別結果に基づいてタグ送りモータ41bのタグの送り出し量を制御する。
また、タグの後端部を検出するタグ全長センサ116から検出データD9を入力し、当該検出データD9に基づいてタグ送りモータ41bのタグの送り出し量を判別し、判別結果に基づいてタグ送りモータ41bのタグの送り出し量を制御する。
(もっと読む)
横型製袋充填機のエンドシール装置
【課題】包装条件に対応してシール体の揺動を切換え設定できる横型製袋充填機のエンドシール装置を提供する。
【解決手段】可動枠体22に第1回転軸30が回転自在に配設される。第1回転軸30に揺動自在に配設された揺動枠体32に、第1回転軸30と平行な第2回転軸34が回転自在に配設される。第1回転軸30および第2回転軸34には、半径方向に突出する第1のシール体36および第2のシール体38が配設される。両シール体36,38は、第1サーボモータ48により相互に反対方向に回転される。第2サーボモータ58で駆動される揺動機構62により揺動枠体32は、第1回転軸30を支点としてフィルム移送方向の前後に揺動される。入力手段74aにより、シール体36,38を揺動する揺動運転と揺動しない揺動停止運転との運転モードが切換え可能になっている。
(もっと読む)
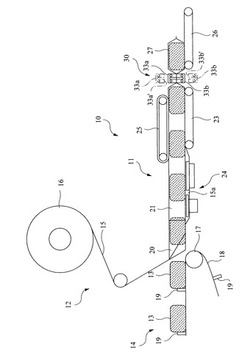
シール貼着機
【課題】弁当容器等の収容容器の容器本体及び蓋体の重合状態を側辺境界部にシールを貼着することによって保持するとともに、かつ収容容器の開封時の動作を容易にすることの可能なシール貼着機の提供を課題とする。
【解決手段】シール貼着機1は、弁当容器3を略水平方向に移動させる移動機構部11と、シール2を支持するガイドローラ部16を有し、左右一対に設けられたシール供給機構部19と、二組一対の第一ローラ部20a,20b及び第二ローラ部21a,21b及びローラ変位部22を有するシール貼着機構部23と、貼着されたシール2に切込みを設ける切込形成機構部25と、各機構部11,19,23,25を制御し、弁当容器3の側辺境界部17の全周に亘ってシール2を貼着するシール貼着制御部とを具備する。
(もっと読む)
縦型製袋充填装置の横シール制御方法および装置
【課題】縦型製袋充填包装機において、横シール時における被包装物の形状を調整でき、また製品のはねかえりによる横シールへの噛み込みを防止する方法及び装置を提供する。
【解決手段】本発明の縦型製袋充填包装機は、横シール開始位置を任意の高さで調整可能である。また、間欠動型作の縦型製袋充填包装機において、フィルムの下降を一定時間停止した横シール後前記フィルムの下降動作中も横シールを続行する2段階横シール動作を行い、フィルムの下降動作中に次の被包装物を投下する。
(もっと読む)
結束装置
【課題】紙帯の厚さに応じたヒータの接着温度と加熱時間を設定することによって、種類
の違う紙帯の使用が可能な結束装置を提供する。
【解決手段】紙帯交換時に、操作制御部7からメーカやその紙帯の種類などの属性情報が
設定されるとヒータ制御部6に送信される。交換された紙帯1が結束位置まで取出される
際に、その厚さが厚さ検知センサ部4によって検知され、厚さ検知処理部6cで処理され
て紙帯1の厚さ情報となり、ヒータオン・オフ制御部6aに送信される。ヒータオン・オ
フ制御部6aは、紙帯1の属性情報及び厚さ情報を演算し、接着温度パラメータ6d1か
ら選択した接着温度に基づいてヒータ3bを加熱し、かつ、サーミスタ3dによってその
過熱温度を検知し、一定値を保持するようにヒータ3bの通電をオン・オフ制御する。ま
た、100枚紙葉類Hの結束時には過熱時間パラメータから選択した過熱時間に基づいて
紙帯1を加熱して接着する。
(もっと読む)
ピロー包装機
【課題】 製袋器を交換したり、幅調整が可能な製袋器を用いることで複数種類の被包装物を包装する一台のピロー包装機において、被包装物に大きな幅の変更があっても、良好な縦シールを形成することができるピロー包装機を提供すること
【解決手段】 原反フィルム16から連続して送り出された帯状フィルム15を筒状にする製袋器25と、その製袋器のフィルム進行方向下流側に配置され、筒状に形成された帯状フィルムの両側端縁部をシールする縦シール装置27と、その縦シール装置のフィルム進行方向下流側に配置され、縦シール装置でシールされて形成された筒状フィルム24を横方向にシール・カットするエンドシール装置30と、を備える。縦シール装置は、縦シーラ27aと、その縦シーラの進行方向後側に配設されたピンチローラー27cと、を有する。そして、縦シール装置を水平方向に移動させる水平移動機構と、上下方向に移動させる上下移動機構とを備えた。
(もっと読む)
充填包装機
【課題】フィルムのシール状態を良好に保つとともに、段取り変え作業を容易として生産性を向上させるとともに、高速充填時にあってもすぐれたヒートシールを実現し、併せて、内容物の変質等を防止できる従来技術に一層の改良を加えた充填包装機を提供する。
【解決手段】品種データ入力手段は包装用フイルム及び被充填物に関する品種データを入力し、記憶手段は包装袋の生産条件を決定するための所定の計算式を記憶し、そして、制御手段は品種データ入力手段によって入力される品種データに基づき、前記計算式によって包装袋の生産条件データを決定する。併せて、対をなす横シールロール7aの双方のヒートシール刃24のロール周方向に弧状をなす表面の全体、もしくは刃幅中央域を凹凸粗面25とし、この凹凸粗面25の算術平均粗さRaを0.5〜5.0μmとし、最大高さRyを1.0〜30μmとする。
(もっと読む)
充填包装機の縦シール装置
【課題】複数の縦シールロールを備えた充填包装機において、前記各縦シールロールについて横方向への位置の変更、温度および加圧調整をそれぞれ独立して設定可能とする。
【解決手段】それぞれ横方向に並設した基端の縦シールロール11、中間の縦シールロール12並びに先端の縦シールロール1の3個の縦シールロールからなる縦シール装置1であって、中間の縦シールロール12並びに先端の縦シールロール13がそれぞれ基端の縦シールロール11を保持する基板23にそれぞれ個別に横方向に移動可能に配置されている。
(もっと読む)
シール条件算出方法、シール条件算出装置及び製袋機
【課題】適切な内面到達温度となる加熱体温度、シール時間といったシール条件を、迅速にかつ容易に算出でき、生産効率、生産コスト、品質を向上するシール条件算出方法、シール条件算出装置及び製袋機を提供する。
【解決手段】3つのシール条件(内面到達温度、熱板設定温度、シール時間)をそれぞれ座標軸とした座標空間に、3点A,B,Cの3つのシール条件の実測値に基づいて定義されるシール条件平面、テーブルを作成し、入力された内面到達温度に基づいて、シール条件平面、テーブルから熱板設定温度、シール時間を選択した。
(もっと読む)
製袋包装機及び製袋包装機における包装方法
【課題】製袋包装機において、底部が形成されると共に該底部にボトムシールリブが折り込まれた袋を損傷することなく製造する。
【解決手段】前後一対のシールジョー21,21が筒状包材Fを挟んで対接しているときに、前側シールジョー21に連結された左右一対のリブ折込部材24,24の前側片24a,24aと後側片24b,24bとを、左右一対の底部折込部材23,23により形成された底部の直下方に進入させる。そして、シールジョー21,21が離反するときに、リブ折込部材24,24の後側片24b,24bを底部の直下方にさらに進入させることによりボトムシールリブを底部に折り込む。
(もっと読む)
包装袋のシール装置
【課題】包装袋Aの横置搬送と縦置き搬送の両シール態様を一台でできるようにする。
【解決手段】コンベア20とシール機30の少なくとも一方を装置フレーム10に上下方向に移動可能かつその所要移動位置で固定可能に設け、シール機30は上下方向に揺動可能でそのシール部30aが下向き及び横向き位置で固定可能となったものとする。シール機30を上下方向に揺動させてそのシール部30aが下向きになるように固定して、包装袋Aの開口部aが上向きの場合のそのシールを行い、シール部30aが横向きになるように固定して、包装袋Aの開口部aが横向きの場合のそのシールを行う。そのとき、コンベア20等を上下方向に移動させて、包装袋Aの開口部aがシール部30aの高さになるように調整する(コンベア20で搬送される包装袋Aの開口部aがシール部30aに臨んでシールされる高さに調整する)。コンベア20は前後に移動・固定可能にする。
(もっと読む)
タブ付きテープ貼付装置
【課題】タブ付きテープ貼付装置において、物体の外形誤差の影響を受けることなく、物体に貼付されるタブ付き粘着テープの前後端のタブ片の長さを均一化する。
【解決手段】貼付装置10は、タブ格納部18から送られるタブ基材16を所望寸法に切断形成したタブ片を、テープ格納部14から送られる粘着テープ12の粘着面12aに添着するタブ添着部22と、粘着テープにタブ片を添着したタブ付き粘着テープを切断して移動物体に貼付するテープ貼付部26とを備える。テープ貼付部26は、タブ添着部から送給されるタブ付き粘着テープのタブ片の通過を所定位置で検出するタブ検出部106と、タブ付き粘着テープの粘着テープとタブ片とを一括切断するテープ切断刃108と、タブ検出部からのタブ片通過検出信号に従い、テープ切断刃を駆動して、タブ片を2つに分断する指定位置で、タブ付き粘着テープを切断させるテープ切断刃駆動部110とを備える。
(もっと読む)
包装体の製造方法及び製造装置
【課題】 開封性の良い包装形態とするために、開封口となる非接着部を設けた包装体の製造方法及び製造装置に関するものである。
【解決手段】 ヒートシール性を有するシートによりキャラメル包装された包装体の両側面部及び胴部に形成されたシート重畳部をヒートシールするための加熱手段と、前記加熱手段による熱を前記シート重畳部に対して遮断するため、上記加熱手段と前記シート重畳部の間に、少なくとも1か所以上配された断熱手段を備える包装体の製造装置である。
(もっと読む)
小分けピロー包装品及びその製造方法
【課題】小分けピロー包装専用機ではなく、1台の包装機で従来のピロー包装品と小分けのピロー包装品の両方を作り分けることができる方法を提供すること。
【解決手段】帯状フィルム上に対して被包装物を順次供給する被包装物供給工程、帯状フィルムを筒状に製袋する製袋工程と、その製袋工程にて筒状に製袋された筒状フィルムの両側縁が重ね合わされたフィルム重合端を熱シールするセンターシール工程と、その筒状フィルムの所定部位を横方向に熱シールと切断をするエンドシール工程とを備えた横型ピロー包装方法において、センターシール工程とエンドシール工程の間に筒状フィルムの縦方向に小分けのための熱シールする小分けシール工程と必要に応じて小分けシールに沿って切り目を入れる切り目工程を挿入する。
(もっと読む)
製袋包装機
【課題】製袋包装機においてシールジョーの交換に伴う操作を容易にすることにより、シールジョーの動作に不具合が生じる可能性を低減する。
【解決手段】製袋包装機1は、シールジョー51,52と、アーム部材92a〜92dと、タグリーダ22と、設定ブロック20aとを備え、包材をシールして製袋しつつ被包装物を充填する。シールジョー51,52は、ICタグ54を有し、包材をシールする。アーム部材92a〜92dは、シールジョー51,52を交換可能に収容する。タグリーダ22は、シールジョー51,52がアーム部材92a〜92dにより収容された状態において、ICタグ54からシールジョー51,52を識別する識別情報を読み取る。設定ブロック20aは、タグリーダ22により読み取られた識別情報に基づいて、シールジョー51,52の包装動作条件を設定する。
(もっと読む)
結束機のドライバ調整機構
【課題】簡単かつ確実にドライバの出量を調整する。
【解決手段】ピストン3のピストンロッド4をジョイントブロック5を介してドライバ6に連結し、ドライバ6によって合成樹脂製のU字状差込みクリップ8aをその脚部9に対応する2つの穴10を有する合成樹脂製の受けクリップ8bに向けて押し出し、該差込みクリップ8aの1対の脚部9の間に被結束物12を挟んだ状態で脚部9を受けクリップ8bの穴10に圧入固定する結束機において、ジョイントブロック5の内部にはピストンロッド4の中心と直交する面に沿って回転操作可能なダイヤル円板16を配置し、このダイヤル円板16のドライバ6側の面に複数の係合面22a、22b、22c・・・を形成し、ドライバ6の端部を各係合面に選択的に係合可能とした。
(もっと読む)
加熱ヘッド及び熱溶着装置
【課題】 加熱ヘッドの交換に必要な作業を簡易化することにより、作業時間の短縮と、作業に必要な技術レベルの引き下げとを図る。
【解決手段】 加熱ヘッド21は、多数のカートリッジヒーターHと熱電対Tとが組み込まれたヒーターブロック31を含むヘッド本体25と、ヒーターブロック31の前面に複数本の皿ネジ47によって着脱自在に取り付けられるワーク加熱部材26とからなる。ワーク加熱部材26は、その表面に非粘着表面処理が施されており、この処理を定期的にやり直すためにヘッド本体25から取り外される。この取り外しは、皿ネジ47を取り外すだけなので、短時間で行なうことができる。また、ワーク加熱部材26のヘッド本体25への取り付け時には、両者の結合面に設けられた凸部51及び凹部52からなるインロー構造を嵌合させることにより位置決めを行なうことができるので、難しい芯出し作業等は必要ない。
(もっと読む)
横型製袋充填機におけるエンドシール装置
【課題】装置が大型化することなく簡単な構成で、フィルム移送速度が変更されてもシール時間を常に一定にでき、また高速包装にも対応する。
【解決手段】一対のシール体24,28を備えるシールユニット29は、第1サーボモータ33で駆動される水平作動機構30で水平に往復動される。シール体24,28は、第2サーボモータ66で駆動される開閉作動機構50で上下に開閉動される。第1および第2サーボモータ33,66は、制御手段で同期制御される。フィルム移送速度が変更された際に制御手段は、シール体24,28の噛合期間についてシールユニット29がフィルム移送速度と同速度で下流側に移動すると共に、1包装長分のフィルムが移送される毎にシールユニット29が1往復し得る動作パターンを求め、該動作パターンに基づき第1サーボモータ33を回転制御する。
(もっと読む)
41 - 60 / 73
[ Back to top ]