
製袋包装機
【課題】製袋包装機においてシールジョーの交換に伴う操作を容易にすることにより、シールジョーの動作に不具合が生じる可能性を低減する。
【解決手段】製袋包装機1は、シールジョー51,52と、アーム部材92a〜92dと、タグリーダ22と、設定ブロック20aとを備え、包材をシールして製袋しつつ被包装物を充填する。シールジョー51,52は、ICタグ54を有し、包材をシールする。アーム部材92a〜92dは、シールジョー51,52を交換可能に収容する。タグリーダ22は、シールジョー51,52がアーム部材92a〜92dにより収容された状態において、ICタグ54からシールジョー51,52を識別する識別情報を読み取る。設定ブロック20aは、タグリーダ22により読み取られた識別情報に基づいて、シールジョー51,52の包装動作条件を設定する。
【解決手段】製袋包装機1は、シールジョー51,52と、アーム部材92a〜92dと、タグリーダ22と、設定ブロック20aとを備え、包材をシールして製袋しつつ被包装物を充填する。シールジョー51,52は、ICタグ54を有し、包材をシールする。アーム部材92a〜92dは、シールジョー51,52を交換可能に収容する。タグリーダ22は、シールジョー51,52がアーム部材92a〜92dにより収容された状態において、ICタグ54からシールジョー51,52を識別する識別情報を読み取る。設定ブロック20aは、タグリーダ22により読み取られた識別情報に基づいて、シールジョー51,52の包装動作条件を設定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包材をシールして製袋しつつ被包装物を充填する製袋包装機に関する。
【背景技術】
【0002】
袋を製造しながらこの袋に食品などの被包装物を充填して包装する装置として、縦型の製袋包装機が存在する。
【0003】
例えば、縦型のピロー製袋包装機は、シート状のフィルムである包材をフォーマーおよびチューブによってチューブ状に成形し、縦シール機構によりチューブ状の袋の重ねられた縦方向の縁をシール(熱封止)する。そして、被包装物をチューブから袋になるチューブ状の包材の内部に充填して、チューブ下方の横シール機構によって袋の上部と後続の袋の下部とにまたがってシールした後、横シール部分の中央をカッターで切断することを繰り返す。すなわち、ピロー製袋包装機では、上記のように袋の製造と袋内への被包装物の充填という動作が連続的に行われる。
【0004】
このような製袋包装機の横シール機構として、チューブ状の袋の搬送経路を挟んで対向配置された一対のシールジョーと呼ばれるシール部材を互いに押しつけてチューブ状の袋を加熱圧着する機構が多く採用されている。
【0005】
一方、このような製袋包装機では、被包装物に応じて素材、サイズ、印刷内容などが異なるフィルムが巻かれたフィルムロールが使用されるため、被包装物に応じてフィルムロールを交換する必要があり、同時に、新たに交換されたフィルムロールに応じて製袋包装機の動作条件も変更する必要がある。仮に、製袋包装機の動作条件の変更がされないままに新たなフィルムロールが使用されると、袋に印刷されている文字や模様が途中で切れてしまったり、フィルムの蛇行搬送やシールの接着不良が生じたりする虞がある。
【0006】
そこで、特許文献1では、フィルムロールにフィルムロールのタイプを識別する識別媒体を取り付けて、自動的に動作条件を変更する方法が提案されている。
【特許文献1】特開2004−155469号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、シールジョーは内部にヒータなどの加熱機構やカッターなどの切断機構を有するとともに、搬送経路を搬送されてくるチューブ状の袋などといったシールジョー以外の要素とも連動しながら複雑に動作するため、シールジョーの交換に伴う動作条件の変更のための操作が難しくなる傾向がある。そのため、シールジョーの交換時には、製袋包装機の動作条件の変更のための操作が容易であることが特に望まれる。
【0008】
本発明の課題は、製袋包装機においてシールジョーの交換に伴う操作を容易にすることにより、シールジョーの動作に不具合が生じる可能性を低減することにある。
【課題を解決するための手段】
【0009】
第1発明に係る製袋包装機は、シールジョーと、収容部と、読み取り部と、設定部とを備え、包材をシールして製袋しつつ被包装物を充填する。シールジョーは、識別媒体を有し、包材をシールする。収容部は、シールジョーを交換可能に収容する。読み取り部は、シールジョーが収容部により収容された状態において、識別媒体からシールジョーを識別する識別情報を読み取る。設定部は、読み取り部により読み取られた識別情報に基づいて、シールジョーの包装動作条件を設定する。
【0010】
この製袋包装機では、包材をシールするシールジョーが収容部により交換可能に収容されており、シールジョーの有する識別媒体から読み取り部によりシールジョーを識別する識別情報が読み取られる。そして、読み取られた識別情報に基づいて現在収容されているシールジョーが識別され、設定部によりそのシールジョーに応じたシールジョーの包装動作条件が自動的に設定される。これにより、この製袋包装機では、シールジョーの交換に伴う操作を容易にすることが可能になり、シールジョーの動作に不具合が生じる可能性を低減することができる。
【0011】
なお、識別媒体から読みとられる識別情報は、個々のシールジョーを識別する情報であってもよいし、シールジョーの種類を識別する情報であってもよい。
【0012】
第2発明に係る製袋包装機は、第1発明に係る製袋包装機であって、表示部をさらに備える。表示部は、設定部により設定された包装動作条件を表示する。
【0013】
この製袋包装機では、設定部により自動的に設定されたシールジョーの包装動作条件が表示部に表示される。これにより、この製袋包装機の操作者は、製袋包装機により自動的に設定された包装動作条件を確認することができる。
【0014】
第3発明に係る製袋包装機は、第1発明又は第2発明に係る製袋包装機であって、診断部と、報知部とをさらに備える。診断部は、設定部により設定された包装動作条件でシールジョーを動作させることが適切であるか否かを診断する。報知部は、診断部により適切でないと診断される場合には、その旨を報知する。
【0015】
この製袋包装機では、設定部により自動的に設定された包装動作条件でシールジョーが動作した場合に不具合が生じないか否かが診断される。例えば、現在収容されているシールジョーと組み合わせて使用することができないような部材が製袋包装機に取り付けられている場合には、不具合が生じることになる。このような場合には、スピーカやディスプレイなどの報知部を介して警告音が鳴らされたり警告画面が表示されたりするなど、操作者に不具合を知らせる報知がなされる。これにより、この製袋包装機では、不具合が生じ得る状況でシールジョーを動作させることを回避することができる。
【0016】
第4発明に係る製袋包装機は、第1発明から第3発明のいずれかに係る製袋包装機であって、識別媒体は、ICタグである。
【0017】
この製袋包装機では、シールジョーにICタグが付される。これにより、この製袋包装機では、現在収容されているシールジョーが識別可能になる。
【0018】
第5発明に係る製袋包装機は、第1発明から第3発明のいずれかに係る製袋包装機であって、識別媒体は、シールジョーの一部に形成された切り欠きである。
【0019】
この製袋包装機では、シールジョーの一部に切り欠きが形成される。これにより、この製袋包装機では、現在収容されているシールジョーが識別可能になる。
【0020】
第6発明に係る製袋包装機は、第1発明から第3発明のいずれかに係る製袋包装機であって、識別媒体は、ディップスイッチである。
【0021】
この製袋包装機では、シールジョーにディップスイッチが取り付けられる。これにより、この製袋包装機では、現在収容されているシールジョーが識別可能になる。
【0022】
第7発明に係る製袋包装機は、第1発明から第6発明のいずれかに係る製袋包装機であって、記憶部をさらに備える。記憶部は、複数のシールジョーについて、各シールジョーに対応する制御パラメータを記憶する。設定部は、記憶部に記憶された制御パラメータのうち、読み取り部により読み取られた識別情報により識別されるシールジョーに対応するものを記憶部から読み出して、包装動作条件を設定する。
【0023】
この製袋包装機の記憶部には、複数のシールジョーについての制御パラメータのリストが記憶されている。そして、この制御パラメータのリストから現在収容されているシールジョーに対応する制御パラメータが選択され、シールジョーの包装動作条件の設定に利用される。これにより、この製袋包装機では、シールジョーが交換された場合にも、交換されたシールジョーに応じた包装動作条件でシールジョーを動作させることができる。
【0024】
第8発明に係る製袋包装機は、第7発明に係る製袋包装機であって、シールジョーは、ヒータを有する。シールジョーは、ヒータにより包材の所定の位置を加熱してシールする。制御パラメータには、ヒータをPID制御するための比例ゲイン、積分時間及び微分時間の少なくとも1つが含まれる。
【0025】
シールジョーは、ヒータにより包材の所定の位置を加熱圧着することにより袋を製造する。シールジョーが交換されると、形状や材質といったシールジョー本体の属性が変化するため、包材の圧着に適切な温度までシールジョーを加熱するための制御に用いられるヒータの制御パラメータも変化する。
【0026】
第8発明に係る製袋包装機の記憶部には、シールジョーのヒータをPID制御するための比例ゲイン、積分時間及び微分時間の少なくとも1つが複数のシールジョーについて記憶されている。これにより、この製袋包装機では、シールジョーのヒータのPID制御に用いられる少なくとも1つの係数をシールジョーに応じて設定することができ、現在収容されているシールジョーを適切に加熱することができる。
【0027】
第9発明に係る製袋包装機は、第7発明又は第8発明に係る製袋包装機であって、回転駆動部をさらに備える。回転駆動部は、収容部に収容されているシールジョーとともに、収容部を回転させる。制御パラメータには、シールジョーの回転パターンが含まれる。
【0028】
一般的に、1対のシールジョーは、互いに当接して包材をシールする位置とそれ以外の位置とを含む回転経路に沿って、回転中の位置に応じて適切な回転速度で回転する。そして、シールジョーが交換されると、例えば、1対のシールジョーが互いに当接する面の大きさなどが変化するため、適切に包材をシールするための回転パターンも変化する。
【0029】
第9発明に係る製袋包装機の記憶部には、シールジョーの回転パターンが複数のシールジョーについて記憶されている。これにより、この製袋包装機では、シールジョーの回転パターンをシールジョーに応じて設定することができ、現在収容されているシールジョーを適切な回転パターンで回転させることができる。
【0030】
第10発明に係る製袋包装機は、第7発明又は第8発明に係る製袋包装機であって、回転駆動部をさらに備える。回転駆動部は、収容部に収容されているシールジョーとともに、収容部を回転させる。制御パラメータには、シールジョーの最大回転加速度が含まれる。
【0031】
シールジョーが交換されると、交換されたシールジョーの質量に応じてシールジョーの慣性モーメントが変化するため、回転駆動部のトルクによる回転加速度も変化する。
【0032】
第10発明に係る製袋包装機の記憶部には、シールジョーの最大回転加速度が複数のシールジョーについて記憶されている。これにより、この製袋包装機では、シールジョーの最大回転加速速度をシールジョーに応じて設定することができ、現在収容されているシールジョーを適切な回転加速度で回転させることができる。
【発明の効果】
【0033】
本発明に係る製袋包装機では、包材をシールするシールジョーが収容部により交換可能に収容されており、シールジョーの有する識別媒体から読み取り部によりシールジョーを識別する識別情報が読み取られる。そして、読み取られた識別情報に基づいて現在収容されているシールジョーが識別され、設定部によりそのシールジョーに応じたシールジョーの包装動作条件が自動的に設定される。これにより、シールジョーの交換に伴う操作を容易にすることが可能になり、シールジョーの動作に不具合が生じる可能性を低減することができる。
【発明を実施するための最良の形態】
【0034】
(製袋包装機の全体構成)
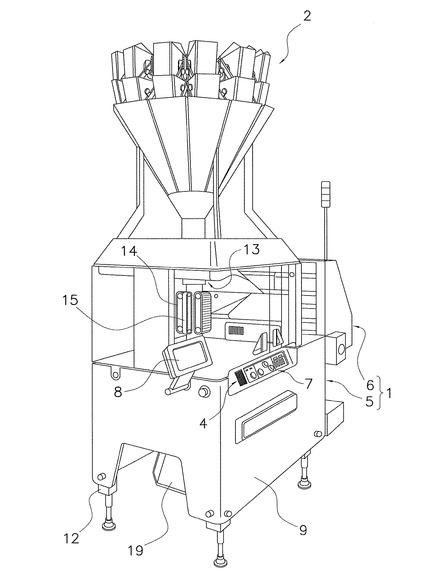
本発明の一実施形態に係る製袋包装機1を図1および図2に示す。これらの図に示す製袋包装機1は、ポテトチップス等の被包装物を袋詰めする機械であり、主として、被包装物の袋詰めを行う本体部分である製袋包装ユニット5と、この製袋包装ユニット5に袋BとなるフィルムFを供給するフィルム供給ユニット6とから構成されている。また、製袋包装ユニット5の前面には操作スイッチ類7が配置されており、この操作スイッチ類7を操作する操作者が視認できる位置に、操作状態を示す液晶ディスプレイ8が配置されている。さらに、操作スイッチ類7の横にはスピーカ4が配置されており、この操作スイッチ類7を操作する操作者は、スピーカ4から出力される音を聞くことができる。
【0035】
(各ユニットの構成)
フィルム供給ユニット6は、後述する製袋包装ユニット5の成形機構13に対してシート状のフィルムFを供給するユニットであって、ここでは製袋包装ユニット5に隣接して設けられている。このフィルム供給ユニット6にはフィルムFが巻かれたフィルムロールがセットされ、このフィルムロールからフィルムFが繰り出される。
【0036】
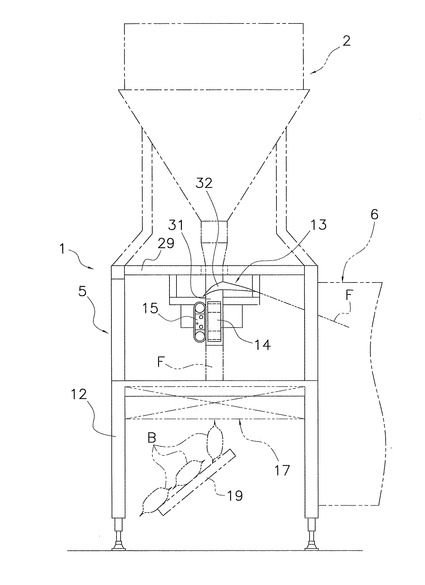
製袋包装ユニット5は、図1および図2に示すように、主として、シート状で送られてくるフィルムFをチューブ状に成形する成形機構13と、チューブ状となったフィルムF(以下、チューブ状フィルムFという。)を下方に搬送するプルダウンベルト機構14と、チューブ状フィルムFの重ね合わせ部分を縦方向にシール(熱封止)する縦シール機構15と、チューブ状フィルムFを横方向にシールすることで袋Bの上下端を封止する横シール機構17と、これらの各機構を支える支持フレーム12とから構成されている。また、支持フレーム12の周囲には、ケーシング9が取り付けられている。
【0037】
成形機構13は、図2に示すように、チューブ31と、フォーマー32とを有している。チューブ31は、円筒形状の部材であり、上下端が開口している。チューブ31は、天板29の中央の開口部分に配置され、図示しないブラケットを介してフォーマー32と一体にされている。このチューブ31の上端の開口部には、コンピュータスケール2から計量された被包装物が投入される。フォーマー32は、チューブ31を取り囲むように配置されている。このフォーマー32の形状は、フィルム供給ユニット6から送られてきたシート状のフィルムFがフォーマー32とチューブ31との隙間を通るときにチューブ状に成形されるような形状とされている。このフォーマー32も、図示しない支持部材を介して支持フレーム12に固定されている。また、成形機構13のチューブ31やフォーマー32は、製造する袋Bの大きさに応じて交換することができるようにされている。そのために成形機構13は、支持フレーム12に対し着脱自在にされている。
【0038】
プルダウンベルト機構14と縦シール機構15とは、天板29から吊り下げられているサポート部材に支持されており、チューブ31に沿って縦に延びるように配置されている。一対のプルダウンベルト機構14は、チューブ31に巻き付いたチューブ状フィルムFを吸着しながら下方に搬送する機構であり、駆動ローラ、従動ローラ吸着機能を有するベルトなどから構成されている。縦シール機構15は、チューブ31に巻き付いているチューブ状フィルムFの重なり部分を、一定の加圧力でチューブ31に押しつけながら加熱して縦にシールする機構である。この縦シール機構15は、ヒータや、ヒータにより加熱されチューブ状フィルムの重なり部分に接触するヒータベルト等を有している。
【0039】
(横シール機構の構成)
本実施形態の製袋包装機1の横シール機構17は、図2に示すように、成形機構13、プルダウンベルト機構14および縦シール機構15の下方に配置され、支持フレーム12に支持されている。
【0040】
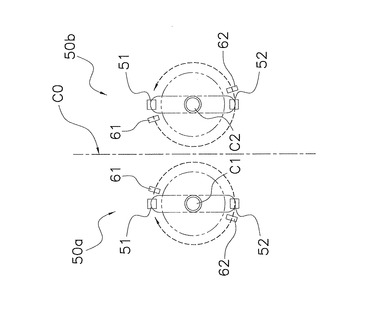
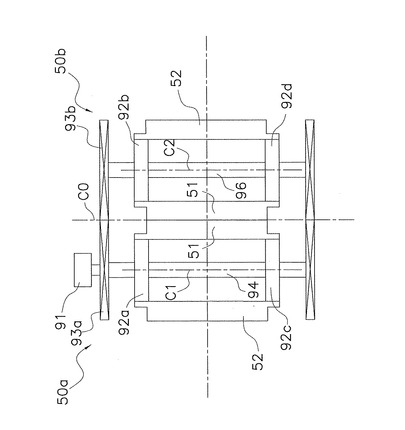
横シール機構17は、図3および図4に示すように、左右のシールユニット50a,50bから構成される。これらのシールユニット50a,50bは、それぞれ2つのシールジョー51,52を回転させながら(図3の点線で示すシールジョーの軌跡を参照)、チューブ状フィルムFを横シールするときに両ユニット50a,50bの一対のシールジョー51又はシールジョー52を互いに押しつけ合わせるためのユニットである。なお、シールジョー51,52は交換可能になっており、シールユニット50a,50bにその他のシールジョーを取り付けることもできるが、以下では、シールジョー51,52が取り付けられた場合を例として、シールジョーの一般的な構成について説明する。以下、図3および図4において、チューブ状フィルムFの左側に位置する方を第1シールユニット50a、右側に位置する方を第2シールユニット50bとする。
【0041】
チューブ状フィルムFは、両シールユニット50a,50bを区切る面COに沿って、面COがチューブ状フィルムFの幅方向の中心を通るような状態で下方に搬送される。また、説明を簡単にするために、図4では、図6に示されるアームカバー100が取り外された状態となっている。
【0042】
シールジョー51,52は、駆動モータ91によって軸C1,C2を中心に回転する。すなわち、第1シールユニット50aのシールジョー51,52は軸C1を中心として、第2シールユニット50bのシールジョー51,52は軸C2を中心として回転する(図3の点線で示すシールジョーの軌跡を参照)。
【0043】
駆動モータ91のトルクは、ギア93a,93bを介して、シールユニット50a,50bの回転中心C1,C2と同軸の回転軸94,96に伝わる。回転軸94にはアーム部材92a,92cが、回転軸96にはアーム部材92b,92dが固定されているため、各アーム部材92a,92cが回転中心C1の周りを回転するとともに、各アーム部材92b,92dが回転中心C2の周りを回転することになる。
【0044】
第1シールユニット50aのシールジョー51は、一端がアーム部材92aによって、他端がアーム部材92cによって支持されている。また、第1シールユニット50aのシールジョー52も、一端がアーム部材92aによって、他端がアーム部材92cによって支持されている。アーム部材92a,92cは、回転中心C1を中心として回転する部材であり、回転軸94に回転可能に支持されている。
【0045】
第2シールユニット50bのシールジョー51は、一端がアーム部材92bによって、他端がアーム部材92dによって支持されている。また、第2シールユニット50bのシールジョー52も、一端がアーム部材92bによって、他端がアーム部材92dによって支持されている。アーム部材92b,92dは、回転中心C2を中心として回転する部材であり、回転軸96に回転可能に支持されている。
【0046】
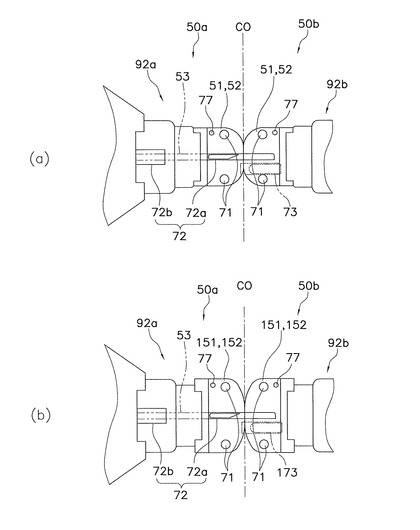
各シールジョー51,52は、内部にシール用ヒータ71およびセンサ77を有している(図5(a)参照)。このシール用ヒータ71およびセンサ77によってシールジョー51,52のシール面の加熱が制御され、左右のシールジョー51,52によって挟み込まれたチューブ状フィルムFの一部が熱シールされるようになっている。
【0047】
また、シールユニット50a,50bには、それぞれ、シールジョー51,52と連動して被包装物がチューブ状フィルムF内に落下することを規制したり、被包装物を下方側にしごいたりするしごき部材61,62が設けられている。しごき部材61,62は、シールジョー51,52と同様に、駆動モータ91によって軸C1,C2を中心に回転する。すなわち、第1シールユニット50aのしごき部材61,62は軸C1を中心として、第2シールユニット50bのしごき部材61,62は軸C2を中心として回転する。
【0048】
(シールジョーの構成)
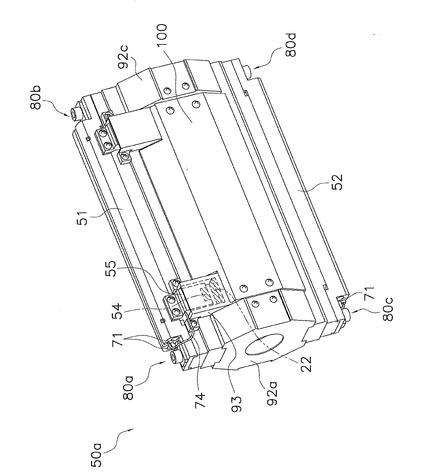
シールジョー51,52は、上述のように、チューブ状フィルムFに対して当接して熱シールするための部材であって、シール用ヒータ71、切断機構72、パンチ穴開け機構73、センサ77を有している(図5(a)参照)。そして、図6に示すように、シールジョー51,52は、アーム部材92a,92cにねじ80a〜80d等により固定されている。なお、図6には、シールユニット50aのみしか示されないが、シールユニット50bについても同様とする。
【0049】
シール用ヒータ71は、図5(a)および図6に示すように、シールジョー51,52の長手方向に沿ってシールジョー51,52の内部に2本ずつ挿入されている。そして、電気配線74から供給される電力を受けて発熱し、チューブ状フィルムFに対応するシール温度までシールジョー51,52を加熱する。
【0050】
センサ77は、図5(a)に示すように、シールジョー51,52の内部に挿入されている。そして、センサ77は、シールジョー51,52の温度を感知して制御部20(図7参照)に送る。制御部20は、センサ77からの信号をフィードバック信号として受け取り、シールジョー51,52がチューブ状フィルムFに対応するシール温度に維持されるようにシール用ヒータ71による加熱を制御する。
【0051】
切断機構72は、シールユニット50a側のシールジョー51,52に設けられており、カッター72aと、カッター駆動機構72bとを有している。カッター72aは、チューブ状フィルムFをシールするタイミングに合わせてカッター駆動機構72bによってシールユニット50a側のシールジョー51,52に形成されたスライド空間53内からシールユニット50b側のシールジョー51,52の方へ前進させられる。カッター駆動機構72bは、カッター72aを所定の方向へ往復移動させるためのエアシリンダである。これにより、1対のシールジョー51,51あるいは1対のシールジョー52,52の間においてシール部分の高さ方向のほぼ中心位置にカッター72aを押し当ててシールされた袋B(チューブ状フィルムF)の上端部分を切断することができる。この結果、袋Bを1個ずつ分割してシュートコンベア19(図1および図2参照)に排出することができる。
【0052】
パンチ穴開け機構73は、シールユニット50b側のシールジョー51,52に設けられており、バーンスルーヒータを有している。バーンスルーヒータは、シール用ヒータ71と同様に、電気配線74から供給される電力を受けて発熱する。バーンスルーヒータの先端部分は、ホールパンチ形状に加工されている。そして、バーンスルーヒータは、シールジョー51,52がチューブ状フィルムFを挟むように当接すると、略C字型のヒータの先端部分がシール部分に押し当てられ、熱と圧力とによって袋Bの上部(シール部分)に商品陳列時の吊り下げ用のパンチ穴を形成することができる。
【0053】
また、図6に示されるように、シールジョー51,52には差し込み部材55が設けられており、一方、アーム92a,92cには差し込み部材55が差し込まれる受け取り部材97が設けられている。差し込み部材55は、電気配線74を受け取り部材97まで案内し、受け取り部材97は、電気配線74を電源まで案内する。そして、差し込み部材55には、その先端付近にICタグ54が取り付けられており、受け取り部材97には、差し込み部材55が差し込まれた状態でICタグ54に近接する位置にタグリーダ22が取り付けられている。シールジョー51,52に取り付けられたICタグ54には、シールジョー51,52の種類を識別する識別情報「J001」が記憶されている。タグリーダ22は、ICタグ54から識別情報を読み取り、読み取った識別情報を制御部20(図7参照)に送る。
【0054】
そして、アーム92a〜92dには、被包装物に応じて、例えば、図5(b)に示すシールジョー151,152のような他のシールジョーも収容することができるようになっている。なお、図5(a)と図5(b)とは同じ縮尺で描かれており、図5(b)中、図5(a)に示される部材と同じ参照符号が付された部材は、図5(a)に示される部材と同じ構成となっているものとする。シールジョー151,152のシール面は、シールジョー51,52と比較すると、図5(a)および図5(b)の上下方向について長くなっており、図5(a)および図5(b)の奥行き方向について短くなっている。従って、シールジョー151,152が使用される場合には、シールジョー51,52が使用される場合よりも大きな袋Bを製造することができる。
【0055】
(制御部の構成)
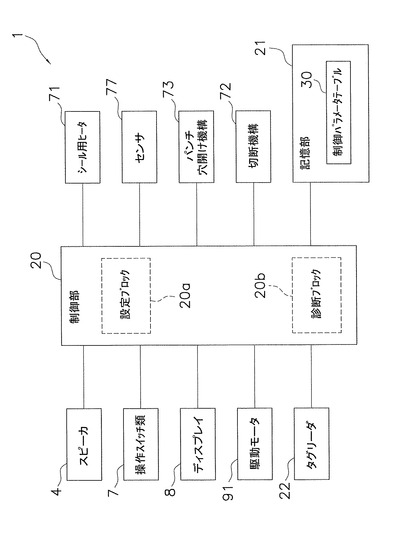
図7に示されるように、製袋包装機1は、制御部20を備えており、制御部20は、スピーカ4、操作スイッチ類7、液晶ディスプレイ8、シール用ヒータ71、センサ77、パンチ穴開け機構73、切断機構72、駆動モータ91、タグリーダ22および記憶部21に接続されている。そして、制御部20は、記億部21に記憶されたプログラムを実行することにより、各部の動作を制御している。例えば、駆動モータ91のトルクを制御することによりシールジョー51,52の回転パターンを制御したり、センサ77からのフィードバック信号を参照しつつシール用ヒータ71の加熱を制御したり、連動する各部の動作の同期を取ったりしている。
【0056】
(制御パラメータテーブルの構成)
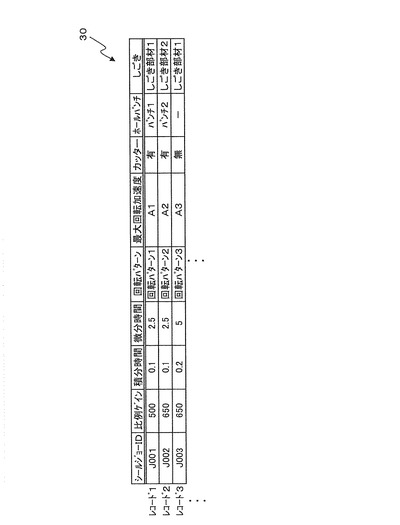
記憶部21には、製袋包装機1に交換可能に取り付けることができる様々な種類のシールジョーについての制御パラメータテーブル30(図8参照)が記憶されている。制御パラメータテーブル30は、テーブル形式で整理された制御パラメータのリストであり、シールジョーIDフィールド、比例ゲインフィールド、積分時間フィールド、微分時間フィールド、回転パターンフィールド、最大回転加速度フィールド、カッターフィールド、ホールパンチフィールドおよびしごきフィールドを有している。なお、図8におけるレコード1はシールジョー51,52に、レコード2はシールジョー151,152に対応しているものとする。
【0057】
シールジョーIDフィールドには、シールジョーの種類を識別するIDが格納されている。すなわち、「J001」はシールジョー51,52の種類を示し、「J002」はシールジョー151,152の種類を示す。
【0058】
比例ゲインフィールド、積分時間フィールドおよび微分時間フィールドには、それぞれ、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーの加熱をPID制御するための比例ゲインKp、積分時間Kiおよび微分時間Kdが格納されている。すなわち、シールジョー51,52を加熱するためのPID制御では、Kp=500,Ki=0.1,Kd=2.5となり、シールジョー151,152を加熱するためのPID制御では、Kp=650,Ki=0.1,Kd=2.5となる。なお、比例ゲインフィールド、積分時間フィールドおよび微分時間フィールドの値は、そのレコードに対応するシールジョーを実際に製袋包装機1に取り付けた状態での試験により得られた値である。
【0059】
回転パターンフィールドには、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーを適切に回転させるための回転パターンを特定するための情報が格納されている。すなわち、シールジョー51,52は「回転パターン1」で、シールジョー151,152は「回転パターン2」で回転する。ここで、「回転パターン1」は図9に示される回転パターンP1に、「回転パターン2」は図9に示される回転パターンP2に対応する。なお、図9中、時間T1は、回転パターンP1でのシール時間を示し、時間T2は、回転パターンP2でのシール時間を示す。
【0060】
最大回転加速度フィールドには、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーを適切に回転させるための最大回転加速度が格納されている。すなわち、シールジョー51,52の最大回転加速度は「A1」であり、シールジョー151,152の最大回転加速度は「A2」である。
【0061】
カッターフィールドには、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーに切断機構が設けられているか否かを示す情報が格納されている。すなわち、シールジョー51,52およびシールジョー151,152には切断機構72が設けられている。
【0062】
ホールパンチフィールドには、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーのパンチ穴開け機構の種類を示す情報が格納されている。すなわち、シールジョー51,52では「パンチ1」が、シールジョー151,152では「パンチ2」が使用される。なお、「パンチ1」は、図5(a)のパンチ穴開け機構73に対応し、「パンチ2」は、図5(b)のパンチ穴開け機構173に対応する。また、ホールパンチフィールドに「−」が格納されている場合には、そのレコードに対応するシールジョーにパンチ穴開け機構が設けられていないことを意味する。
【0063】
しごきフィールドには、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーと組み合わせて使用することができるしごき部材の種類を示す情報が格納されている。すなわち、「しごき部材1」は、図3においてシールジョー51,52と組み合わせて使用されているしごき部材61,62の種類を示す。
【0064】
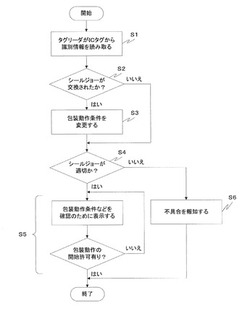
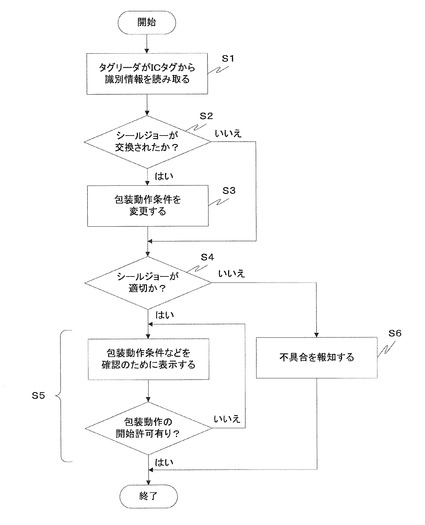
(製袋包装機の起動処理)
操作者により製袋包装機1による包装動作を開始させるための開始ボタンが押されると、包装動作が開始する前に、図10に示される起動処理が開始する。以下に、起動処理の詳細を説明する。なお、以下の説明において、現在アーム92a〜92dにはシールジョー51,52が収容されているものとする。また、操作者により開始ボタンが押される際には、操作者により操作スイッチ類7を介して動作終了時間、カッターの駆動の有無やパンチ穴の形状などの設定予約がなされるものとする。
【0065】
ステップS1では、タグリーダ22が、シールジョー51,52に取り付けられたICタグ54からシールジョー51,52の種類を識別するID「J001」を読み取る。これにより、製袋包装機1は、現在アーム92a〜92dに収容されているシールジョーの種類を認識することができる。
【0066】
次に、ステップS2では、制御部20が、製袋包装機1の前回の使用時にアーム92a〜92dに収容されていたシールジョーが現在収容されているシールジョー51,52と同じであるか否かを判断する。記憶部21には、製袋包装機1の前回の使用時に収容されていたシールジョーの種類を示す情報を記憶する記憶領域が確保されている。制御部20は、この記憶領域に記憶されている情報に基づいて、ステップS1で読み取られたID「J001」により識別されるシールジョー51,52の種類と、製袋包装機1の前回の使用時に収容されていたシールジョーの種類とを比較する。同じでないと判断される場合には、ステップS3へ進み、同じであると判断される場合には、ステップS3をスキップしてステップS4に進む。
【0067】
ステップS3では、制御部20が、設定ブロック20aとして動作する。設定ブロック20aは、記憶部21に記憶された制御パラメータテーブル30を参照して、ステップS1で読み取られたID「J001」に対応するレコード(レコード1)を読み出す。そして、設定ブロック20aは、読み出されたレコード(レコード1)に基づいて、製袋包装機1に包装動作をさせるためのプログラムがその実行時に参照する制御パラメータを変更する。具体的には、このとき、シールジョー51,52の加熱をPID制御するための比例ゲインKp、積分時間Kiおよび微分時間Kdがそれぞれ「500」「0.1」「2.5」となるように、シールジョー51,52を回転させるための回転パターンが「回転パターン1」となるように、シールジョー51,52を回転させるための回転加速度が「A1」以下となるように変更される。これにより、現在アーム92a〜92dに収容されているシールジョーに応じたシールジョーの包装動作条件が設定されることになる。
【0068】
次に、ステップS4では、制御部20が、診断ブロック20bとして動作する。診断ブロック20bは、現在設定されている包装動作条件でシールジョー51,52を動作させることが適切であるか否かを診断する。
【0069】
具体的には、診断ブロック20bは、ステップS1で読み取られたID「J001」に対応するレコード(レコード1)のカッターフィールドおよびホールパンチフィールドの値に基づいて、カッターの有無やパンチ穴の形状などの現在収容されているシールジョー51,52の構造が操作者により入力された設定予約と矛盾していないか否かを判断する。
【0070】
また、記憶部21には、現在製袋包装機1に取り付けられているしごき部材の種類を示す情報を記憶する記憶領域が確保されている。この情報は、操作者により、操作スイッチ類7を介して、しごき部材が取り付けられる際に入力される。診断ブロック20bは、この記憶領域に記憶されている情報と、ステップS1で読み取られたID「J001」に対応するレコード(レコード1)のしごきフィールドの値とに基づいて、シールジョー51,52を現在製袋包装機1に取り付けられているしごき部材と組み合わせて使用しても不具合が生じないか否かを判断する。
【0071】
以上の診断の結果、現在設定されている包装動作条件でシールジョー51,52を動作させることが適切であると診断される場合には、ステップS5に進み、適切でないと診断される場合には、ステップS6に進む。
【0072】
ステップS5では、カッターの有無やパンチ穴の形状などの現在収容されているシールジョー51,52の構造を示す情報や現在設定されている包装動作条件とともに、製袋包装機1による包装動作を開始してもよいかを操作者に確認してその回答を促すメッセージが液晶ディスプレイ8に表示される。操作者から包装動作の開始を許可する旨の回答が入力されると、起動処理が終了し、包装動作に移行する。
【0073】
一方、ステップS6では、スピーカ4により警告音が鳴らされるとともに、ステップS4において適切でないと診断された項目が液晶ディスプレイ8に表示され、包装動作に移行することなく起動処理が終了する。
【0074】
このように、ステップS4〜S6により操作者への確認がなされることにより、以後の包装動作において不具合が生じる可能性が低減される。
【0075】
<特徴>
(1)
この製袋包装機1では、フィルムFをシールするシールジョーがアーム92a〜92dにより交換可能に収容されており、シールジョーに取り付けられたICタグからタグリーダ22によりシールジョーの種類を識別する識別情報が読み取られる。そして、読み取られた識別情報に基づいて現在アーム92a〜92dに収容されているシールジョーの種類が識別され、設定ブロック20aによりシールジョーの種類に応じた包装動作条件が自動的に設定される。これにより、この製袋包装機1では、シールジョーを交換した後に包装動作条件を全て手動で再設定する必要のあった従来の構成と比較して、包装動作条件の変更作業に要する時間を大幅に短縮するとともに、特別の知識を持たない操作者にとっては特に困難であった包装動作条件の変更作業を正確に行うことが可能になる。
【0076】
(2)
この製袋包装機1では、包装動作が開始する前に、カッターの有無やパンチ穴の形状などの現在アーム92a〜92dに収容されているシールジョーの構造を示す情報や設定ブロック20aにより自動的に設定されたシールジョーの包装動作条件が液晶ディスプレイ8に表示される。これにより、この製袋包装機1の操作者は、自身が入力した製袋包装機1の設定予約や製袋包装機1により自動的に設定された包装動作条件を確認することができる。
【0077】
(3)
この製袋包装機1では、包装動作が開始する前に、設定ブロック20aにより自動的に設定された包装動作条件でシールジョーが動作しても不具合が生じないか否かが診断される。そして、不具合が生じ得ると診断される場合には、スピーカ4により警告音が鳴らされるとともに警告内容が液晶ディスプレイ8に表示されるなどの報知がなされる。これにより、この製袋包装機1では、不具合の発生を回避することができる。
【0078】
(4)
一般的に、シールジョーは、内部にシール用ヒータ71などの加熱機構やカッター72aなどからなる切断機構72を有するとともに、搬送経路を搬送されてくるチューブ状フィルムFやしごき部材61,62などといったシールジョー以外の要素とも連動しながら複雑に動作するため、シールジョーの交換に際して変更する必要のある制御パラメータは多項目にわたる。また、シールジョーの動作に関する制御パラメータの中には、シール用ヒータ71のPID制御についての係数のように、特別の知識を持たない者にはその意味を理解し難いものもある。しかしながら、本発明では、シールジョーに関する制御パラメータがシールジョーの交換に伴い自動的に変更されるため、制御パラメータの変更ミスが生じにくくなっている。
【0079】
(5)
この製袋包装機1では、シールジョー51,52にシール用ヒータ71が内蔵されており、各シール用ヒータ71には電気配線74が接続されている。そして、この電気配線74は、差し込み部材55と受け取り部材97とにより電源まで導かれている。これにより、この製袋包装機1では、シールジョーを交換する際の電気配線の取り扱いが容易になっている。
【0080】
<その他の実施形態>
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
【0081】
(A)
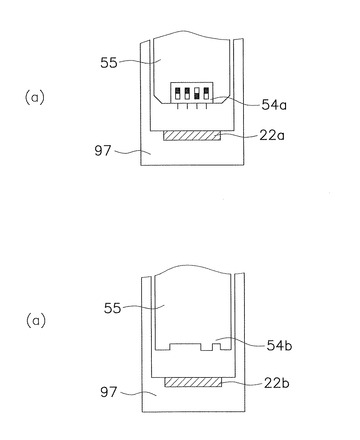
上記実施形態では、シールジョー51,52の識別情報を有する識別媒体としてICタグ54が利用されたが、本発明はこの態様に限定されない。
【0082】
例えば、図11(a)に示されるように、ICタグ54の代わりにディップスイッチ54aが利用されてもよい。この場合、ディップスイッチ54aは、シールジョー51,52の差し込み部材55の先端に取り付けられる。そして、タグリーダ22の代わりに、受け取り部材97にディップスイッチ54aの読み取り回路22aが取り付けられる。このとき、読み取り回路22aは、差し込み部材55が受け取り部材97に差し込まれた状態でディップスイッチ54aから識別情報を読み取ることが可能な位置に取り付けられる。
【0083】
また、図11(b)に示されるように、ICタグ54に代えてシールジョー51,52の表面に切り欠き54bが形成されてもよい。この場合、例えば、タグリーダ22の代わりに、レーザを用いて物理的な形状を読み取ることが可能な形状センサ22bが取り付けられる。
【0084】
その他の構成については、上記実施形態と同様である。
【0085】
(B)
上記実施形態では、シールジョーの動作に関する制御パラメータが製袋包装機1に内蔵される記憶部29に記憶されたが、外部の記憶媒体に記憶されてもよいし、シールジョーに取り付けられたICタグ自体に記憶されてもよい。
【0086】
(C)
本発明では、上記実施形態の説明において例示された制御パラメータだけでなく、例えば、アーム92a〜92dの回転をPID制御するための係数や駆動モータのモータドライバを動作させるための制御パラメータなど、シールジョーの動作に関する任意の制御パラメータを利用することができる。
【0087】
(D)
上記実施形態では、ICタグ54から読みとられる識別情報がシールジョーの種類を識別する情報であったが、個々のシールジョーを識別する情報であってもよい。
【0088】
(E)
上記実施形態では、本発明を縦型製袋包装機に対して適用している例を挙げて説明したが、例えば、シールジョーを備えた他の製袋包装機に対して本発明を適用した場合でも、上記実施形態で得られる効果と同様の効果を得ることができる。
【0089】
(F)
上記実施形態では、シールジョーがカッターやバーンスルーヒータを内蔵する構成となっていたが、本発明は、他の機能を搭載したシールジョーに対しても同様に適用可能である。
【産業上の利用可能性】
【0090】
本発明は、製袋包装機においてシールジョーの交換に伴う操作を容易にすることにより、シールジョーの動作に不具合が生じる可能性を低減することができるという効果を有し、包材をシールして製袋しつつ被包装物を充填する製袋包装機として有用である。
【図面の簡単な説明】
【0091】
【図1】本発明の一実施形態に係る製袋包装機1の斜視図。
【図2】製袋包装機1の側面図。
【図3】横シール機構17の側面図。
【図4】横シール機構17の平面図。
【図5】(a)シールジョー51,52の側面図。(b)シールジョー151,152の側面図。
【図6】シールジョー51,52が収容された状態でのアーム92a,92cの斜視図。
【図7】製袋包装機1の構成を示すブロック図。
【図8】制御パラメータテーブルの構成を示す図。
【図9】シールジョー51,52およびシールジョー151,152の回転速度を示す図。
【図10】製袋包装機1の起動処理を示すフローチャート。
【図11】(a)差し込み部材55が受け取り部材97に差し込まれる直前の状態における、シールジョーに取り付けられたディップスイッチを示す図。(b)差し込み部材55が受け取り部材97に差し込まれる直前の状態における、シールジョーに形成された切り欠きを示す図。
【符号の説明】
【0092】
1 製袋包装機
4 スピーカ
8 液晶ディスプレイ
20 制御部
20a 設定ブロック
20b 診断ブロック
21 記憶部
22 タグリーダ
22a 読み取り回路
22b 形状センサ
30 制御パラメータテーブル
51,52,151,152 シールジョー
54 ICタグ
54a ディップスイッチ
54b 切り欠き
71 シール用ヒータ
91 駆動モータ
92a〜92d アーム部材
【技術分野】
【0001】
本発明は、包材をシールして製袋しつつ被包装物を充填する製袋包装機に関する。
【背景技術】
【0002】
袋を製造しながらこの袋に食品などの被包装物を充填して包装する装置として、縦型の製袋包装機が存在する。
【0003】
例えば、縦型のピロー製袋包装機は、シート状のフィルムである包材をフォーマーおよびチューブによってチューブ状に成形し、縦シール機構によりチューブ状の袋の重ねられた縦方向の縁をシール(熱封止)する。そして、被包装物をチューブから袋になるチューブ状の包材の内部に充填して、チューブ下方の横シール機構によって袋の上部と後続の袋の下部とにまたがってシールした後、横シール部分の中央をカッターで切断することを繰り返す。すなわち、ピロー製袋包装機では、上記のように袋の製造と袋内への被包装物の充填という動作が連続的に行われる。
【0004】
このような製袋包装機の横シール機構として、チューブ状の袋の搬送経路を挟んで対向配置された一対のシールジョーと呼ばれるシール部材を互いに押しつけてチューブ状の袋を加熱圧着する機構が多く採用されている。
【0005】
一方、このような製袋包装機では、被包装物に応じて素材、サイズ、印刷内容などが異なるフィルムが巻かれたフィルムロールが使用されるため、被包装物に応じてフィルムロールを交換する必要があり、同時に、新たに交換されたフィルムロールに応じて製袋包装機の動作条件も変更する必要がある。仮に、製袋包装機の動作条件の変更がされないままに新たなフィルムロールが使用されると、袋に印刷されている文字や模様が途中で切れてしまったり、フィルムの蛇行搬送やシールの接着不良が生じたりする虞がある。
【0006】
そこで、特許文献1では、フィルムロールにフィルムロールのタイプを識別する識別媒体を取り付けて、自動的に動作条件を変更する方法が提案されている。
【特許文献1】特開2004−155469号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、シールジョーは内部にヒータなどの加熱機構やカッターなどの切断機構を有するとともに、搬送経路を搬送されてくるチューブ状の袋などといったシールジョー以外の要素とも連動しながら複雑に動作するため、シールジョーの交換に伴う動作条件の変更のための操作が難しくなる傾向がある。そのため、シールジョーの交換時には、製袋包装機の動作条件の変更のための操作が容易であることが特に望まれる。
【0008】
本発明の課題は、製袋包装機においてシールジョーの交換に伴う操作を容易にすることにより、シールジョーの動作に不具合が生じる可能性を低減することにある。
【課題を解決するための手段】
【0009】
第1発明に係る製袋包装機は、シールジョーと、収容部と、読み取り部と、設定部とを備え、包材をシールして製袋しつつ被包装物を充填する。シールジョーは、識別媒体を有し、包材をシールする。収容部は、シールジョーを交換可能に収容する。読み取り部は、シールジョーが収容部により収容された状態において、識別媒体からシールジョーを識別する識別情報を読み取る。設定部は、読み取り部により読み取られた識別情報に基づいて、シールジョーの包装動作条件を設定する。
【0010】
この製袋包装機では、包材をシールするシールジョーが収容部により交換可能に収容されており、シールジョーの有する識別媒体から読み取り部によりシールジョーを識別する識別情報が読み取られる。そして、読み取られた識別情報に基づいて現在収容されているシールジョーが識別され、設定部によりそのシールジョーに応じたシールジョーの包装動作条件が自動的に設定される。これにより、この製袋包装機では、シールジョーの交換に伴う操作を容易にすることが可能になり、シールジョーの動作に不具合が生じる可能性を低減することができる。
【0011】
なお、識別媒体から読みとられる識別情報は、個々のシールジョーを識別する情報であってもよいし、シールジョーの種類を識別する情報であってもよい。
【0012】
第2発明に係る製袋包装機は、第1発明に係る製袋包装機であって、表示部をさらに備える。表示部は、設定部により設定された包装動作条件を表示する。
【0013】
この製袋包装機では、設定部により自動的に設定されたシールジョーの包装動作条件が表示部に表示される。これにより、この製袋包装機の操作者は、製袋包装機により自動的に設定された包装動作条件を確認することができる。
【0014】
第3発明に係る製袋包装機は、第1発明又は第2発明に係る製袋包装機であって、診断部と、報知部とをさらに備える。診断部は、設定部により設定された包装動作条件でシールジョーを動作させることが適切であるか否かを診断する。報知部は、診断部により適切でないと診断される場合には、その旨を報知する。
【0015】
この製袋包装機では、設定部により自動的に設定された包装動作条件でシールジョーが動作した場合に不具合が生じないか否かが診断される。例えば、現在収容されているシールジョーと組み合わせて使用することができないような部材が製袋包装機に取り付けられている場合には、不具合が生じることになる。このような場合には、スピーカやディスプレイなどの報知部を介して警告音が鳴らされたり警告画面が表示されたりするなど、操作者に不具合を知らせる報知がなされる。これにより、この製袋包装機では、不具合が生じ得る状況でシールジョーを動作させることを回避することができる。
【0016】
第4発明に係る製袋包装機は、第1発明から第3発明のいずれかに係る製袋包装機であって、識別媒体は、ICタグである。
【0017】
この製袋包装機では、シールジョーにICタグが付される。これにより、この製袋包装機では、現在収容されているシールジョーが識別可能になる。
【0018】
第5発明に係る製袋包装機は、第1発明から第3発明のいずれかに係る製袋包装機であって、識別媒体は、シールジョーの一部に形成された切り欠きである。
【0019】
この製袋包装機では、シールジョーの一部に切り欠きが形成される。これにより、この製袋包装機では、現在収容されているシールジョーが識別可能になる。
【0020】
第6発明に係る製袋包装機は、第1発明から第3発明のいずれかに係る製袋包装機であって、識別媒体は、ディップスイッチである。
【0021】
この製袋包装機では、シールジョーにディップスイッチが取り付けられる。これにより、この製袋包装機では、現在収容されているシールジョーが識別可能になる。
【0022】
第7発明に係る製袋包装機は、第1発明から第6発明のいずれかに係る製袋包装機であって、記憶部をさらに備える。記憶部は、複数のシールジョーについて、各シールジョーに対応する制御パラメータを記憶する。設定部は、記憶部に記憶された制御パラメータのうち、読み取り部により読み取られた識別情報により識別されるシールジョーに対応するものを記憶部から読み出して、包装動作条件を設定する。
【0023】
この製袋包装機の記憶部には、複数のシールジョーについての制御パラメータのリストが記憶されている。そして、この制御パラメータのリストから現在収容されているシールジョーに対応する制御パラメータが選択され、シールジョーの包装動作条件の設定に利用される。これにより、この製袋包装機では、シールジョーが交換された場合にも、交換されたシールジョーに応じた包装動作条件でシールジョーを動作させることができる。
【0024】
第8発明に係る製袋包装機は、第7発明に係る製袋包装機であって、シールジョーは、ヒータを有する。シールジョーは、ヒータにより包材の所定の位置を加熱してシールする。制御パラメータには、ヒータをPID制御するための比例ゲイン、積分時間及び微分時間の少なくとも1つが含まれる。
【0025】
シールジョーは、ヒータにより包材の所定の位置を加熱圧着することにより袋を製造する。シールジョーが交換されると、形状や材質といったシールジョー本体の属性が変化するため、包材の圧着に適切な温度までシールジョーを加熱するための制御に用いられるヒータの制御パラメータも変化する。
【0026】
第8発明に係る製袋包装機の記憶部には、シールジョーのヒータをPID制御するための比例ゲイン、積分時間及び微分時間の少なくとも1つが複数のシールジョーについて記憶されている。これにより、この製袋包装機では、シールジョーのヒータのPID制御に用いられる少なくとも1つの係数をシールジョーに応じて設定することができ、現在収容されているシールジョーを適切に加熱することができる。
【0027】
第9発明に係る製袋包装機は、第7発明又は第8発明に係る製袋包装機であって、回転駆動部をさらに備える。回転駆動部は、収容部に収容されているシールジョーとともに、収容部を回転させる。制御パラメータには、シールジョーの回転パターンが含まれる。
【0028】
一般的に、1対のシールジョーは、互いに当接して包材をシールする位置とそれ以外の位置とを含む回転経路に沿って、回転中の位置に応じて適切な回転速度で回転する。そして、シールジョーが交換されると、例えば、1対のシールジョーが互いに当接する面の大きさなどが変化するため、適切に包材をシールするための回転パターンも変化する。
【0029】
第9発明に係る製袋包装機の記憶部には、シールジョーの回転パターンが複数のシールジョーについて記憶されている。これにより、この製袋包装機では、シールジョーの回転パターンをシールジョーに応じて設定することができ、現在収容されているシールジョーを適切な回転パターンで回転させることができる。
【0030】
第10発明に係る製袋包装機は、第7発明又は第8発明に係る製袋包装機であって、回転駆動部をさらに備える。回転駆動部は、収容部に収容されているシールジョーとともに、収容部を回転させる。制御パラメータには、シールジョーの最大回転加速度が含まれる。
【0031】
シールジョーが交換されると、交換されたシールジョーの質量に応じてシールジョーの慣性モーメントが変化するため、回転駆動部のトルクによる回転加速度も変化する。
【0032】
第10発明に係る製袋包装機の記憶部には、シールジョーの最大回転加速度が複数のシールジョーについて記憶されている。これにより、この製袋包装機では、シールジョーの最大回転加速速度をシールジョーに応じて設定することができ、現在収容されているシールジョーを適切な回転加速度で回転させることができる。
【発明の効果】
【0033】
本発明に係る製袋包装機では、包材をシールするシールジョーが収容部により交換可能に収容されており、シールジョーの有する識別媒体から読み取り部によりシールジョーを識別する識別情報が読み取られる。そして、読み取られた識別情報に基づいて現在収容されているシールジョーが識別され、設定部によりそのシールジョーに応じたシールジョーの包装動作条件が自動的に設定される。これにより、シールジョーの交換に伴う操作を容易にすることが可能になり、シールジョーの動作に不具合が生じる可能性を低減することができる。
【発明を実施するための最良の形態】
【0034】
(製袋包装機の全体構成)
本発明の一実施形態に係る製袋包装機1を図1および図2に示す。これらの図に示す製袋包装機1は、ポテトチップス等の被包装物を袋詰めする機械であり、主として、被包装物の袋詰めを行う本体部分である製袋包装ユニット5と、この製袋包装ユニット5に袋BとなるフィルムFを供給するフィルム供給ユニット6とから構成されている。また、製袋包装ユニット5の前面には操作スイッチ類7が配置されており、この操作スイッチ類7を操作する操作者が視認できる位置に、操作状態を示す液晶ディスプレイ8が配置されている。さらに、操作スイッチ類7の横にはスピーカ4が配置されており、この操作スイッチ類7を操作する操作者は、スピーカ4から出力される音を聞くことができる。
【0035】
(各ユニットの構成)
フィルム供給ユニット6は、後述する製袋包装ユニット5の成形機構13に対してシート状のフィルムFを供給するユニットであって、ここでは製袋包装ユニット5に隣接して設けられている。このフィルム供給ユニット6にはフィルムFが巻かれたフィルムロールがセットされ、このフィルムロールからフィルムFが繰り出される。
【0036】
製袋包装ユニット5は、図1および図2に示すように、主として、シート状で送られてくるフィルムFをチューブ状に成形する成形機構13と、チューブ状となったフィルムF(以下、チューブ状フィルムFという。)を下方に搬送するプルダウンベルト機構14と、チューブ状フィルムFの重ね合わせ部分を縦方向にシール(熱封止)する縦シール機構15と、チューブ状フィルムFを横方向にシールすることで袋Bの上下端を封止する横シール機構17と、これらの各機構を支える支持フレーム12とから構成されている。また、支持フレーム12の周囲には、ケーシング9が取り付けられている。
【0037】
成形機構13は、図2に示すように、チューブ31と、フォーマー32とを有している。チューブ31は、円筒形状の部材であり、上下端が開口している。チューブ31は、天板29の中央の開口部分に配置され、図示しないブラケットを介してフォーマー32と一体にされている。このチューブ31の上端の開口部には、コンピュータスケール2から計量された被包装物が投入される。フォーマー32は、チューブ31を取り囲むように配置されている。このフォーマー32の形状は、フィルム供給ユニット6から送られてきたシート状のフィルムFがフォーマー32とチューブ31との隙間を通るときにチューブ状に成形されるような形状とされている。このフォーマー32も、図示しない支持部材を介して支持フレーム12に固定されている。また、成形機構13のチューブ31やフォーマー32は、製造する袋Bの大きさに応じて交換することができるようにされている。そのために成形機構13は、支持フレーム12に対し着脱自在にされている。
【0038】
プルダウンベルト機構14と縦シール機構15とは、天板29から吊り下げられているサポート部材に支持されており、チューブ31に沿って縦に延びるように配置されている。一対のプルダウンベルト機構14は、チューブ31に巻き付いたチューブ状フィルムFを吸着しながら下方に搬送する機構であり、駆動ローラ、従動ローラ吸着機能を有するベルトなどから構成されている。縦シール機構15は、チューブ31に巻き付いているチューブ状フィルムFの重なり部分を、一定の加圧力でチューブ31に押しつけながら加熱して縦にシールする機構である。この縦シール機構15は、ヒータや、ヒータにより加熱されチューブ状フィルムの重なり部分に接触するヒータベルト等を有している。
【0039】
(横シール機構の構成)
本実施形態の製袋包装機1の横シール機構17は、図2に示すように、成形機構13、プルダウンベルト機構14および縦シール機構15の下方に配置され、支持フレーム12に支持されている。
【0040】
横シール機構17は、図3および図4に示すように、左右のシールユニット50a,50bから構成される。これらのシールユニット50a,50bは、それぞれ2つのシールジョー51,52を回転させながら(図3の点線で示すシールジョーの軌跡を参照)、チューブ状フィルムFを横シールするときに両ユニット50a,50bの一対のシールジョー51又はシールジョー52を互いに押しつけ合わせるためのユニットである。なお、シールジョー51,52は交換可能になっており、シールユニット50a,50bにその他のシールジョーを取り付けることもできるが、以下では、シールジョー51,52が取り付けられた場合を例として、シールジョーの一般的な構成について説明する。以下、図3および図4において、チューブ状フィルムFの左側に位置する方を第1シールユニット50a、右側に位置する方を第2シールユニット50bとする。
【0041】
チューブ状フィルムFは、両シールユニット50a,50bを区切る面COに沿って、面COがチューブ状フィルムFの幅方向の中心を通るような状態で下方に搬送される。また、説明を簡単にするために、図4では、図6に示されるアームカバー100が取り外された状態となっている。
【0042】
シールジョー51,52は、駆動モータ91によって軸C1,C2を中心に回転する。すなわち、第1シールユニット50aのシールジョー51,52は軸C1を中心として、第2シールユニット50bのシールジョー51,52は軸C2を中心として回転する(図3の点線で示すシールジョーの軌跡を参照)。
【0043】
駆動モータ91のトルクは、ギア93a,93bを介して、シールユニット50a,50bの回転中心C1,C2と同軸の回転軸94,96に伝わる。回転軸94にはアーム部材92a,92cが、回転軸96にはアーム部材92b,92dが固定されているため、各アーム部材92a,92cが回転中心C1の周りを回転するとともに、各アーム部材92b,92dが回転中心C2の周りを回転することになる。
【0044】
第1シールユニット50aのシールジョー51は、一端がアーム部材92aによって、他端がアーム部材92cによって支持されている。また、第1シールユニット50aのシールジョー52も、一端がアーム部材92aによって、他端がアーム部材92cによって支持されている。アーム部材92a,92cは、回転中心C1を中心として回転する部材であり、回転軸94に回転可能に支持されている。
【0045】
第2シールユニット50bのシールジョー51は、一端がアーム部材92bによって、他端がアーム部材92dによって支持されている。また、第2シールユニット50bのシールジョー52も、一端がアーム部材92bによって、他端がアーム部材92dによって支持されている。アーム部材92b,92dは、回転中心C2を中心として回転する部材であり、回転軸96に回転可能に支持されている。
【0046】
各シールジョー51,52は、内部にシール用ヒータ71およびセンサ77を有している(図5(a)参照)。このシール用ヒータ71およびセンサ77によってシールジョー51,52のシール面の加熱が制御され、左右のシールジョー51,52によって挟み込まれたチューブ状フィルムFの一部が熱シールされるようになっている。
【0047】
また、シールユニット50a,50bには、それぞれ、シールジョー51,52と連動して被包装物がチューブ状フィルムF内に落下することを規制したり、被包装物を下方側にしごいたりするしごき部材61,62が設けられている。しごき部材61,62は、シールジョー51,52と同様に、駆動モータ91によって軸C1,C2を中心に回転する。すなわち、第1シールユニット50aのしごき部材61,62は軸C1を中心として、第2シールユニット50bのしごき部材61,62は軸C2を中心として回転する。
【0048】
(シールジョーの構成)
シールジョー51,52は、上述のように、チューブ状フィルムFに対して当接して熱シールするための部材であって、シール用ヒータ71、切断機構72、パンチ穴開け機構73、センサ77を有している(図5(a)参照)。そして、図6に示すように、シールジョー51,52は、アーム部材92a,92cにねじ80a〜80d等により固定されている。なお、図6には、シールユニット50aのみしか示されないが、シールユニット50bについても同様とする。
【0049】
シール用ヒータ71は、図5(a)および図6に示すように、シールジョー51,52の長手方向に沿ってシールジョー51,52の内部に2本ずつ挿入されている。そして、電気配線74から供給される電力を受けて発熱し、チューブ状フィルムFに対応するシール温度までシールジョー51,52を加熱する。
【0050】
センサ77は、図5(a)に示すように、シールジョー51,52の内部に挿入されている。そして、センサ77は、シールジョー51,52の温度を感知して制御部20(図7参照)に送る。制御部20は、センサ77からの信号をフィードバック信号として受け取り、シールジョー51,52がチューブ状フィルムFに対応するシール温度に維持されるようにシール用ヒータ71による加熱を制御する。
【0051】
切断機構72は、シールユニット50a側のシールジョー51,52に設けられており、カッター72aと、カッター駆動機構72bとを有している。カッター72aは、チューブ状フィルムFをシールするタイミングに合わせてカッター駆動機構72bによってシールユニット50a側のシールジョー51,52に形成されたスライド空間53内からシールユニット50b側のシールジョー51,52の方へ前進させられる。カッター駆動機構72bは、カッター72aを所定の方向へ往復移動させるためのエアシリンダである。これにより、1対のシールジョー51,51あるいは1対のシールジョー52,52の間においてシール部分の高さ方向のほぼ中心位置にカッター72aを押し当ててシールされた袋B(チューブ状フィルムF)の上端部分を切断することができる。この結果、袋Bを1個ずつ分割してシュートコンベア19(図1および図2参照)に排出することができる。
【0052】
パンチ穴開け機構73は、シールユニット50b側のシールジョー51,52に設けられており、バーンスルーヒータを有している。バーンスルーヒータは、シール用ヒータ71と同様に、電気配線74から供給される電力を受けて発熱する。バーンスルーヒータの先端部分は、ホールパンチ形状に加工されている。そして、バーンスルーヒータは、シールジョー51,52がチューブ状フィルムFを挟むように当接すると、略C字型のヒータの先端部分がシール部分に押し当てられ、熱と圧力とによって袋Bの上部(シール部分)に商品陳列時の吊り下げ用のパンチ穴を形成することができる。
【0053】
また、図6に示されるように、シールジョー51,52には差し込み部材55が設けられており、一方、アーム92a,92cには差し込み部材55が差し込まれる受け取り部材97が設けられている。差し込み部材55は、電気配線74を受け取り部材97まで案内し、受け取り部材97は、電気配線74を電源まで案内する。そして、差し込み部材55には、その先端付近にICタグ54が取り付けられており、受け取り部材97には、差し込み部材55が差し込まれた状態でICタグ54に近接する位置にタグリーダ22が取り付けられている。シールジョー51,52に取り付けられたICタグ54には、シールジョー51,52の種類を識別する識別情報「J001」が記憶されている。タグリーダ22は、ICタグ54から識別情報を読み取り、読み取った識別情報を制御部20(図7参照)に送る。
【0054】
そして、アーム92a〜92dには、被包装物に応じて、例えば、図5(b)に示すシールジョー151,152のような他のシールジョーも収容することができるようになっている。なお、図5(a)と図5(b)とは同じ縮尺で描かれており、図5(b)中、図5(a)に示される部材と同じ参照符号が付された部材は、図5(a)に示される部材と同じ構成となっているものとする。シールジョー151,152のシール面は、シールジョー51,52と比較すると、図5(a)および図5(b)の上下方向について長くなっており、図5(a)および図5(b)の奥行き方向について短くなっている。従って、シールジョー151,152が使用される場合には、シールジョー51,52が使用される場合よりも大きな袋Bを製造することができる。
【0055】
(制御部の構成)
図7に示されるように、製袋包装機1は、制御部20を備えており、制御部20は、スピーカ4、操作スイッチ類7、液晶ディスプレイ8、シール用ヒータ71、センサ77、パンチ穴開け機構73、切断機構72、駆動モータ91、タグリーダ22および記憶部21に接続されている。そして、制御部20は、記億部21に記憶されたプログラムを実行することにより、各部の動作を制御している。例えば、駆動モータ91のトルクを制御することによりシールジョー51,52の回転パターンを制御したり、センサ77からのフィードバック信号を参照しつつシール用ヒータ71の加熱を制御したり、連動する各部の動作の同期を取ったりしている。
【0056】
(制御パラメータテーブルの構成)
記憶部21には、製袋包装機1に交換可能に取り付けることができる様々な種類のシールジョーについての制御パラメータテーブル30(図8参照)が記憶されている。制御パラメータテーブル30は、テーブル形式で整理された制御パラメータのリストであり、シールジョーIDフィールド、比例ゲインフィールド、積分時間フィールド、微分時間フィールド、回転パターンフィールド、最大回転加速度フィールド、カッターフィールド、ホールパンチフィールドおよびしごきフィールドを有している。なお、図8におけるレコード1はシールジョー51,52に、レコード2はシールジョー151,152に対応しているものとする。
【0057】
シールジョーIDフィールドには、シールジョーの種類を識別するIDが格納されている。すなわち、「J001」はシールジョー51,52の種類を示し、「J002」はシールジョー151,152の種類を示す。
【0058】
比例ゲインフィールド、積分時間フィールドおよび微分時間フィールドには、それぞれ、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーの加熱をPID制御するための比例ゲインKp、積分時間Kiおよび微分時間Kdが格納されている。すなわち、シールジョー51,52を加熱するためのPID制御では、Kp=500,Ki=0.1,Kd=2.5となり、シールジョー151,152を加熱するためのPID制御では、Kp=650,Ki=0.1,Kd=2.5となる。なお、比例ゲインフィールド、積分時間フィールドおよび微分時間フィールドの値は、そのレコードに対応するシールジョーを実際に製袋包装機1に取り付けた状態での試験により得られた値である。
【0059】
回転パターンフィールドには、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーを適切に回転させるための回転パターンを特定するための情報が格納されている。すなわち、シールジョー51,52は「回転パターン1」で、シールジョー151,152は「回転パターン2」で回転する。ここで、「回転パターン1」は図9に示される回転パターンP1に、「回転パターン2」は図9に示される回転パターンP2に対応する。なお、図9中、時間T1は、回転パターンP1でのシール時間を示し、時間T2は、回転パターンP2でのシール時間を示す。
【0060】
最大回転加速度フィールドには、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーを適切に回転させるための最大回転加速度が格納されている。すなわち、シールジョー51,52の最大回転加速度は「A1」であり、シールジョー151,152の最大回転加速度は「A2」である。
【0061】
カッターフィールドには、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーに切断機構が設けられているか否かを示す情報が格納されている。すなわち、シールジョー51,52およびシールジョー151,152には切断機構72が設けられている。
【0062】
ホールパンチフィールドには、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーのパンチ穴開け機構の種類を示す情報が格納されている。すなわち、シールジョー51,52では「パンチ1」が、シールジョー151,152では「パンチ2」が使用される。なお、「パンチ1」は、図5(a)のパンチ穴開け機構73に対応し、「パンチ2」は、図5(b)のパンチ穴開け機構173に対応する。また、ホールパンチフィールドに「−」が格納されている場合には、そのレコードに対応するシールジョーにパンチ穴開け機構が設けられていないことを意味する。
【0063】
しごきフィールドには、シールジョーIDフィールドに格納されるIDにより特定される種類のシールジョーと組み合わせて使用することができるしごき部材の種類を示す情報が格納されている。すなわち、「しごき部材1」は、図3においてシールジョー51,52と組み合わせて使用されているしごき部材61,62の種類を示す。
【0064】
(製袋包装機の起動処理)
操作者により製袋包装機1による包装動作を開始させるための開始ボタンが押されると、包装動作が開始する前に、図10に示される起動処理が開始する。以下に、起動処理の詳細を説明する。なお、以下の説明において、現在アーム92a〜92dにはシールジョー51,52が収容されているものとする。また、操作者により開始ボタンが押される際には、操作者により操作スイッチ類7を介して動作終了時間、カッターの駆動の有無やパンチ穴の形状などの設定予約がなされるものとする。
【0065】
ステップS1では、タグリーダ22が、シールジョー51,52に取り付けられたICタグ54からシールジョー51,52の種類を識別するID「J001」を読み取る。これにより、製袋包装機1は、現在アーム92a〜92dに収容されているシールジョーの種類を認識することができる。
【0066】
次に、ステップS2では、制御部20が、製袋包装機1の前回の使用時にアーム92a〜92dに収容されていたシールジョーが現在収容されているシールジョー51,52と同じであるか否かを判断する。記憶部21には、製袋包装機1の前回の使用時に収容されていたシールジョーの種類を示す情報を記憶する記憶領域が確保されている。制御部20は、この記憶領域に記憶されている情報に基づいて、ステップS1で読み取られたID「J001」により識別されるシールジョー51,52の種類と、製袋包装機1の前回の使用時に収容されていたシールジョーの種類とを比較する。同じでないと判断される場合には、ステップS3へ進み、同じであると判断される場合には、ステップS3をスキップしてステップS4に進む。
【0067】
ステップS3では、制御部20が、設定ブロック20aとして動作する。設定ブロック20aは、記憶部21に記憶された制御パラメータテーブル30を参照して、ステップS1で読み取られたID「J001」に対応するレコード(レコード1)を読み出す。そして、設定ブロック20aは、読み出されたレコード(レコード1)に基づいて、製袋包装機1に包装動作をさせるためのプログラムがその実行時に参照する制御パラメータを変更する。具体的には、このとき、シールジョー51,52の加熱をPID制御するための比例ゲインKp、積分時間Kiおよび微分時間Kdがそれぞれ「500」「0.1」「2.5」となるように、シールジョー51,52を回転させるための回転パターンが「回転パターン1」となるように、シールジョー51,52を回転させるための回転加速度が「A1」以下となるように変更される。これにより、現在アーム92a〜92dに収容されているシールジョーに応じたシールジョーの包装動作条件が設定されることになる。
【0068】
次に、ステップS4では、制御部20が、診断ブロック20bとして動作する。診断ブロック20bは、現在設定されている包装動作条件でシールジョー51,52を動作させることが適切であるか否かを診断する。
【0069】
具体的には、診断ブロック20bは、ステップS1で読み取られたID「J001」に対応するレコード(レコード1)のカッターフィールドおよびホールパンチフィールドの値に基づいて、カッターの有無やパンチ穴の形状などの現在収容されているシールジョー51,52の構造が操作者により入力された設定予約と矛盾していないか否かを判断する。
【0070】
また、記憶部21には、現在製袋包装機1に取り付けられているしごき部材の種類を示す情報を記憶する記憶領域が確保されている。この情報は、操作者により、操作スイッチ類7を介して、しごき部材が取り付けられる際に入力される。診断ブロック20bは、この記憶領域に記憶されている情報と、ステップS1で読み取られたID「J001」に対応するレコード(レコード1)のしごきフィールドの値とに基づいて、シールジョー51,52を現在製袋包装機1に取り付けられているしごき部材と組み合わせて使用しても不具合が生じないか否かを判断する。
【0071】
以上の診断の結果、現在設定されている包装動作条件でシールジョー51,52を動作させることが適切であると診断される場合には、ステップS5に進み、適切でないと診断される場合には、ステップS6に進む。
【0072】
ステップS5では、カッターの有無やパンチ穴の形状などの現在収容されているシールジョー51,52の構造を示す情報や現在設定されている包装動作条件とともに、製袋包装機1による包装動作を開始してもよいかを操作者に確認してその回答を促すメッセージが液晶ディスプレイ8に表示される。操作者から包装動作の開始を許可する旨の回答が入力されると、起動処理が終了し、包装動作に移行する。
【0073】
一方、ステップS6では、スピーカ4により警告音が鳴らされるとともに、ステップS4において適切でないと診断された項目が液晶ディスプレイ8に表示され、包装動作に移行することなく起動処理が終了する。
【0074】
このように、ステップS4〜S6により操作者への確認がなされることにより、以後の包装動作において不具合が生じる可能性が低減される。
【0075】
<特徴>
(1)
この製袋包装機1では、フィルムFをシールするシールジョーがアーム92a〜92dにより交換可能に収容されており、シールジョーに取り付けられたICタグからタグリーダ22によりシールジョーの種類を識別する識別情報が読み取られる。そして、読み取られた識別情報に基づいて現在アーム92a〜92dに収容されているシールジョーの種類が識別され、設定ブロック20aによりシールジョーの種類に応じた包装動作条件が自動的に設定される。これにより、この製袋包装機1では、シールジョーを交換した後に包装動作条件を全て手動で再設定する必要のあった従来の構成と比較して、包装動作条件の変更作業に要する時間を大幅に短縮するとともに、特別の知識を持たない操作者にとっては特に困難であった包装動作条件の変更作業を正確に行うことが可能になる。
【0076】
(2)
この製袋包装機1では、包装動作が開始する前に、カッターの有無やパンチ穴の形状などの現在アーム92a〜92dに収容されているシールジョーの構造を示す情報や設定ブロック20aにより自動的に設定されたシールジョーの包装動作条件が液晶ディスプレイ8に表示される。これにより、この製袋包装機1の操作者は、自身が入力した製袋包装機1の設定予約や製袋包装機1により自動的に設定された包装動作条件を確認することができる。
【0077】
(3)
この製袋包装機1では、包装動作が開始する前に、設定ブロック20aにより自動的に設定された包装動作条件でシールジョーが動作しても不具合が生じないか否かが診断される。そして、不具合が生じ得ると診断される場合には、スピーカ4により警告音が鳴らされるとともに警告内容が液晶ディスプレイ8に表示されるなどの報知がなされる。これにより、この製袋包装機1では、不具合の発生を回避することができる。
【0078】
(4)
一般的に、シールジョーは、内部にシール用ヒータ71などの加熱機構やカッター72aなどからなる切断機構72を有するとともに、搬送経路を搬送されてくるチューブ状フィルムFやしごき部材61,62などといったシールジョー以外の要素とも連動しながら複雑に動作するため、シールジョーの交換に際して変更する必要のある制御パラメータは多項目にわたる。また、シールジョーの動作に関する制御パラメータの中には、シール用ヒータ71のPID制御についての係数のように、特別の知識を持たない者にはその意味を理解し難いものもある。しかしながら、本発明では、シールジョーに関する制御パラメータがシールジョーの交換に伴い自動的に変更されるため、制御パラメータの変更ミスが生じにくくなっている。
【0079】
(5)
この製袋包装機1では、シールジョー51,52にシール用ヒータ71が内蔵されており、各シール用ヒータ71には電気配線74が接続されている。そして、この電気配線74は、差し込み部材55と受け取り部材97とにより電源まで導かれている。これにより、この製袋包装機1では、シールジョーを交換する際の電気配線の取り扱いが容易になっている。
【0080】
<その他の実施形態>
以上、本発明の一実施形態について説明したが、本発明は上記実施形態に限定されるものではなく、発明の要旨を逸脱しない範囲で種々の変更が可能である。
【0081】
(A)
上記実施形態では、シールジョー51,52の識別情報を有する識別媒体としてICタグ54が利用されたが、本発明はこの態様に限定されない。
【0082】
例えば、図11(a)に示されるように、ICタグ54の代わりにディップスイッチ54aが利用されてもよい。この場合、ディップスイッチ54aは、シールジョー51,52の差し込み部材55の先端に取り付けられる。そして、タグリーダ22の代わりに、受け取り部材97にディップスイッチ54aの読み取り回路22aが取り付けられる。このとき、読み取り回路22aは、差し込み部材55が受け取り部材97に差し込まれた状態でディップスイッチ54aから識別情報を読み取ることが可能な位置に取り付けられる。
【0083】
また、図11(b)に示されるように、ICタグ54に代えてシールジョー51,52の表面に切り欠き54bが形成されてもよい。この場合、例えば、タグリーダ22の代わりに、レーザを用いて物理的な形状を読み取ることが可能な形状センサ22bが取り付けられる。
【0084】
その他の構成については、上記実施形態と同様である。
【0085】
(B)
上記実施形態では、シールジョーの動作に関する制御パラメータが製袋包装機1に内蔵される記憶部29に記憶されたが、外部の記憶媒体に記憶されてもよいし、シールジョーに取り付けられたICタグ自体に記憶されてもよい。
【0086】
(C)
本発明では、上記実施形態の説明において例示された制御パラメータだけでなく、例えば、アーム92a〜92dの回転をPID制御するための係数や駆動モータのモータドライバを動作させるための制御パラメータなど、シールジョーの動作に関する任意の制御パラメータを利用することができる。
【0087】
(D)
上記実施形態では、ICタグ54から読みとられる識別情報がシールジョーの種類を識別する情報であったが、個々のシールジョーを識別する情報であってもよい。
【0088】
(E)
上記実施形態では、本発明を縦型製袋包装機に対して適用している例を挙げて説明したが、例えば、シールジョーを備えた他の製袋包装機に対して本発明を適用した場合でも、上記実施形態で得られる効果と同様の効果を得ることができる。
【0089】
(F)
上記実施形態では、シールジョーがカッターやバーンスルーヒータを内蔵する構成となっていたが、本発明は、他の機能を搭載したシールジョーに対しても同様に適用可能である。
【産業上の利用可能性】
【0090】
本発明は、製袋包装機においてシールジョーの交換に伴う操作を容易にすることにより、シールジョーの動作に不具合が生じる可能性を低減することができるという効果を有し、包材をシールして製袋しつつ被包装物を充填する製袋包装機として有用である。
【図面の簡単な説明】
【0091】
【図1】本発明の一実施形態に係る製袋包装機1の斜視図。
【図2】製袋包装機1の側面図。
【図3】横シール機構17の側面図。
【図4】横シール機構17の平面図。
【図5】(a)シールジョー51,52の側面図。(b)シールジョー151,152の側面図。
【図6】シールジョー51,52が収容された状態でのアーム92a,92cの斜視図。
【図7】製袋包装機1の構成を示すブロック図。
【図8】制御パラメータテーブルの構成を示す図。
【図9】シールジョー51,52およびシールジョー151,152の回転速度を示す図。
【図10】製袋包装機1の起動処理を示すフローチャート。
【図11】(a)差し込み部材55が受け取り部材97に差し込まれる直前の状態における、シールジョーに取り付けられたディップスイッチを示す図。(b)差し込み部材55が受け取り部材97に差し込まれる直前の状態における、シールジョーに形成された切り欠きを示す図。
【符号の説明】
【0092】
1 製袋包装機
4 スピーカ
8 液晶ディスプレイ
20 制御部
20a 設定ブロック
20b 診断ブロック
21 記憶部
22 タグリーダ
22a 読み取り回路
22b 形状センサ
30 制御パラメータテーブル
51,52,151,152 シールジョー
54 ICタグ
54a ディップスイッチ
54b 切り欠き
71 シール用ヒータ
91 駆動モータ
92a〜92d アーム部材
【特許請求の範囲】
【請求項1】
包材をシールして製袋しつつ被包装物を充填する製袋包装機であって、
識別媒体を有し、前記包材をシールするシールジョーと、
前記シールジョーを交換可能に収容する収容部と、
前記シールジョーが前記収容部により収容された状態において、前記識別媒体から前記シールジョーを識別する識別情報を読み取る読み取り部と、
前記読み取り部により読み取られた前記識別情報に基づいて、前記シールジョーの包装動作条件を設定する設定部と、
を備える、製袋包装機。
【請求項2】
前記設定部により設定された前記包装動作条件を表示する表示部、
をさらに備える、
請求項1に記載の製袋包装機。
【請求項3】
前記設定部により設定された前記包装動作条件で前記シールジョーを動作させることが適切であるか否かを診断する診断部と、
前記診断部により適切でないと診断される場合には、その旨を報知する報知部と、
をさらに備える、
請求項1又は2に記載の製袋包装機。
【請求項4】
前記識別媒体は、ICタグである、
請求項1から3のいずれかに記載の製袋包装機。
【請求項5】
前記識別媒体は、前記シールジョーの一部に形成された切り欠きである、
請求項1から3のいずれかに記載の製袋包装機。
【請求項6】
前記識別媒体は、ディップスイッチである、
請求項1から3のいずれかに記載の製袋包装機。
【請求項7】
複数のシールジョーについて、各シールジョーに対応する制御パラメータを記憶する記憶部、
をさらに備え、
前記設定部は、前記記憶部に記憶された前記制御パラメータのうち、前記読み取り部により読み取られた前記識別情報により識別される前記シールジョーに対応するものを前記記憶部から読み出して、前記包装動作条件を設定する、
請求項1から6のいずれかに記載の製袋包装機。
【請求項8】
前記シールジョーは、ヒータを有し、前記ヒータにより前記包材の所定の位置を加熱してシールし、
前記制御パラメータには、前記ヒータをPID制御するための比例ゲイン、積分時間及び微分時間の少なくとも1つが含まれる、
請求項7に記載の製袋包装機。
【請求項9】
前記収容部に収容されている前記シールジョーとともに、前記収容部を回転させる回転駆動部、
をさらに備え、
前記制御パラメータには、前記シールジョーの回転パターンが含まれる、
請求項7又は8に記載の製袋包装機。
【請求項10】
前記収容部に収容されている前記シールジョーとともに、前記収容部を回転させる回転駆動部、
をさらに備え、
前記制御パラメータには、前記シールジョーの最大回転加速度が含まれる、
請求項7又は8に記載の製袋包装機。
【請求項1】
包材をシールして製袋しつつ被包装物を充填する製袋包装機であって、
識別媒体を有し、前記包材をシールするシールジョーと、
前記シールジョーを交換可能に収容する収容部と、
前記シールジョーが前記収容部により収容された状態において、前記識別媒体から前記シールジョーを識別する識別情報を読み取る読み取り部と、
前記読み取り部により読み取られた前記識別情報に基づいて、前記シールジョーの包装動作条件を設定する設定部と、
を備える、製袋包装機。
【請求項2】
前記設定部により設定された前記包装動作条件を表示する表示部、
をさらに備える、
請求項1に記載の製袋包装機。
【請求項3】
前記設定部により設定された前記包装動作条件で前記シールジョーを動作させることが適切であるか否かを診断する診断部と、
前記診断部により適切でないと診断される場合には、その旨を報知する報知部と、
をさらに備える、
請求項1又は2に記載の製袋包装機。
【請求項4】
前記識別媒体は、ICタグである、
請求項1から3のいずれかに記載の製袋包装機。
【請求項5】
前記識別媒体は、前記シールジョーの一部に形成された切り欠きである、
請求項1から3のいずれかに記載の製袋包装機。
【請求項6】
前記識別媒体は、ディップスイッチである、
請求項1から3のいずれかに記載の製袋包装機。
【請求項7】
複数のシールジョーについて、各シールジョーに対応する制御パラメータを記憶する記憶部、
をさらに備え、
前記設定部は、前記記憶部に記憶された前記制御パラメータのうち、前記読み取り部により読み取られた前記識別情報により識別される前記シールジョーに対応するものを前記記憶部から読み出して、前記包装動作条件を設定する、
請求項1から6のいずれかに記載の製袋包装機。
【請求項8】
前記シールジョーは、ヒータを有し、前記ヒータにより前記包材の所定の位置を加熱してシールし、
前記制御パラメータには、前記ヒータをPID制御するための比例ゲイン、積分時間及び微分時間の少なくとも1つが含まれる、
請求項7に記載の製袋包装機。
【請求項9】
前記収容部に収容されている前記シールジョーとともに、前記収容部を回転させる回転駆動部、
をさらに備え、
前記制御パラメータには、前記シールジョーの回転パターンが含まれる、
請求項7又は8に記載の製袋包装機。
【請求項10】
前記収容部に収容されている前記シールジョーとともに、前記収容部を回転させる回転駆動部、
をさらに備え、
前記制御パラメータには、前記シールジョーの最大回転加速度が含まれる、
請求項7又は8に記載の製袋包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2007−131331(P2007−131331A)
【公開日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願番号】特願2005−326505(P2005−326505)
【出願日】平成17年11月10日(2005.11.10)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願日】平成17年11月10日(2005.11.10)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]