
Fターム[3E050FA01]の内容
基本的包装技術−容器成形充填 (14,831) | 充填(手段) (603) | 重力(落下筒、シュート) (413)
Fターム[3E050FA01]に分類される特許
1 - 20 / 413
四方シール型包装体の製造装置及び四方シール型包装体の製造方法
製袋包装機
【課題】簡単な構造で横シール部を水平方向に寝かせることができる製袋包装機を提供する。
【解決手段】製袋包装機10は、横シール機構34と、矯正機構36と、底形成機構7とを備える。横シール機構34は、一対のシールジョー34a、34bを備え、各シールジョー34a、34bの対向面は、一方が矢尻形に、他方がそれと噛み合うV字状に形成されている。矯正機構36は、袋の下部に形成された横シール部位T2を袋の底面部に押し付ける。底形成機構7は、袋の下部を受け止めて、袋の底面部を整形する。
(もっと読む)
製袋充填包装機

【課題】横シールブロックの1サイクルの動作時間が変動しても、安定した品質の包装袋を製造する。
【解決手段】横シールブロックにより包装フィルムを挟持して熱シールするための横シール時間T1、T2があらかじめ設定してあり、フィルム並走区間において当該横シール時間の間だけ横シールブロックを閉じて包装フィルムの横シール動作を実行するように、ブロック開閉用モータを制御する。このとき、当該横シール時間に対する1サイクルの動作時間S1、S2の変動に対応して、横シールブロックは横シール中の移動距離が変動する。任意に調整した1サイクルの動作時間から横シール時間を差し引いた時間の間で、横シールブロックを開き、戻り区間を経て、次サイクルの横シール動作を開始させるように、ブロック開閉用モータ及びブロック移動用モータを制御する。
(もっと読む)
製袋包装機
【課題】フフラットボトム型の袋の底部の形状を角がはっきりした綺麗な四角形に安定して成形することが可能な製袋包装機を提供する。
【解決手段】
筒状フィルムを横シールして製袋しつつ被包装物の充填を行う製袋包装機であって、横シール機構と、複数の四角成形用スプレッダ41とを備える。横シール機構は、筒状フィルムを横シールし、フィルムを袋状に成形する。四角成形用スプレッダ41は、筒状フィルムの内部においてX方向に開き、筒状フィルムの下端を四角状に成形する。四角成形用スプレッダ41は、その脚先部41aに弾性体43を有する。弾性体43は、X方向に交差するY方向に弾性変形する。
(もっと読む)
製袋包装機
【課題】フラットボトム型の袋の底部の下シール部を安定して押し曲げることが可能な製袋包装機を提供する。
【解決手段】
袋を筒状フィルムから製造する製袋包装機であって、横シール機構と、底プレートとを備える。横シール機構は、筒状フィルムを横方シールし、水平面に沿って延びる上シール部および下シール部SL2を形成する。底プレート71aは、袋の底部を成形する際に、下シール部SL2が延びる第1水平方向HD1と交差する第2水平方向HD2に移動して下シール部SL2を押し倒し、下シール部SL2の姿勢を変える。底プレート71aは、少なくとも底下部FAの第1水平方向HD1に沿った幅よりも大きい。底プレート71aは、第2水平方向HD2に移動することで下シール部SL2に当たる先端の中央部が、先端の両端部よりも先に下シール部SL2に当たるように構成されている。
(もっと読む)
製袋包装機
【課題】部品の劣化を防ぐことができる製袋包装機を提供する。
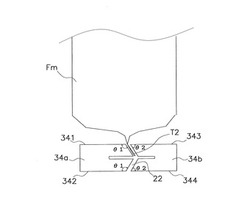
【解決手段】製袋包装機100は、縦シール機構2と、第1フィルム検知センサ51と、制御部29とを備える。縦シール機構2は、ホーン21と、アンビル22と、超音波発信器24とを有する。縦シール機構2は、プルダウンベルト機構23によって搬送された筒状フィルムFmをホーン21およびアンビル22で挟み、筒状フィルムFmに超音波振動を与えて筒状フィルムFmをシールする。第1フィルム検知センサ51は、超音波発信器24がホーン21に伝える超音波振動の状態の変化に基づいて、ホーン21およびアンビル22によって筒状フィルムFmが挟まれているか否かを検知する。制御部29は、ホーン21およびアンビル22によって筒状フィルムFmが挟まれていないと第1フィルム検知センサ51が検知した場合に、超音波発信器24を停止する。
(もっと読む)
ロールタイプ自動包装機におけるポケットシールロール機構
【課題】
従来のロールタイプ自動包装機において発生していた粉舞い上がり現象を抑えることにより横シール動作時における粉噛み込み障害を防止できるロールタイプ自動包装機を提供する。
【解決手段】
上記ロールタイプ自動包装機のシールロール機構は、重ね合わされた包装フィルムに対して最初にポケットシール部を施すポケットシールロール装置と、このポケットシール部内に粉末原料を投入した後に当該包装フィルムに対して縦シール部を施す縦シールロール装置と、この縦シール部が施された包装フィルムに対して横シール部を施して密封包装体にする横シールロール装置とで構成され、原料供給装置から落下してくる粉末原料をポケットシールロール装置のポケットシール部で受け取ることにより、粉末原料の落下距離を短縮し、粉末原料落下動作に伴う粉舞い上がり現象を抑止している。
(もっと読む)
製袋包装機
【課題】筒状の包材の縦方向の重なり部分が横に開いてしまうのを防ぐことができる製袋包装機を提供する。
【解決手段】製袋包装機1は、チューブ31と、セーラ部32と、縦シール機構15とを備える。セーラ部32は、シート状のフィルムFをその両端部が重なるようにチューブ31に巻き付ける。縦シール機構15は、シート状のフィルムFの両端部の重なり部分を縦方向に超音波シールする。縦シール機構15は、振動体50と、ローラ54とを有する。振動体50は、超音波を発生させる。ローラ54は、フィルムFの進行方向に沿って振動体50の下流側に配置される。ローラ54は、フィルムFの進行方向に回転しながら、振動体50を通過した後のフィルムFを押さえる。
(もっと読む)
製袋包装機
【課題】包材を安定してシールすることができる。
【解決手段】製袋包装機100は、プルダウンベルト機構23と、縦シール機構2と、制御部29とを備える。プルダウンベルト機構は、筒状フィルムFmを搬送する。縦シール機構は、プルダウンベルト機構によって搬送されている筒状フィルムに圧力および超音波振動を与えて、筒状フィルムをシールする。制御部は、プルダウンベルト機構によって搬送される筒状フィルムの速度、および、縦シール機構によって筒状フィルムに与えられる超音波振動の振幅を制御する。制御部は、プルダウンベルト機構によって筒状フィルムの搬送が開始される第1時点に移行する直前の時間領域において、筒状フィルムに超音波振動を与える。制御部は、第1時点に移行した後の時間領域において、筒状フィルムの速度に応じた振幅を有する超音波振動をフィルムに与える。
(もっと読む)
充填包装体,充填包装装置,及び充填包装体の製造方法
【課題】シール強度が安定的に確保される充填包装体を提供する。
【解決手段】基層(2ek)とシーラント層(2es)とを含む多層フィルム(F)から形成され、シーラント層(2es)を内側とした筒状でその軸線方向に長手を有するよう形成された充填部(2a)と、充填部(2a)の一端及び他端をそれぞれ封止した第1及び第2のシール部(2b)(2c)と、充填部(2a)に充填された液状又はゲル状の充填物(3)と、を備える。第1及び第2のシール部(2b)(2c)は、筒状の内面として対向するシーラント層(2es)(2fs)同士を溶着状態として軸線方向と交叉する方向に延在すると共に、軸線方向に所定間隔(d1)で離隔形成された複数の線状シール部(SE)と、隣接する二つの線状シール部(SE)の間において、シーラント層(2es)(2fs)同士を非溶着状態としてなる充填物溜まり部(SH)と、を有している。
(もっと読む)
製袋包装機
【課題】層厚部分を有する包材が傷付くのを防止することができる製袋包装機を提供する。
【解決手段】製袋包装機は、筒状部と、セーラ部とを備える。セーラ部は、シート状の包材を筒状部に巻き付けるように包材を案内する。セーラ部は、包材の進行方向を略鉛直方向に変化させる折り返し部位を有する。折り返し部位には、包材の層厚部分を通過させるための切り欠きが形成されている。それにより、包材がセーラ部の折り返し部位を通過する時に、層厚部分に加わる摩擦が低減される。
(もっと読む)
薬剤分包装置
【課題】シール部の構造を簡略化し、横シール部と縦シール部の温度差を低減し、包装シートの製造コストを削減しつつ、分包袋の大きさを調整可能とする。
【解決手段】包装シートを搬送する搬送部材27と、包装シートに薬剤を供給する薬剤供給部材2、3と、包装シートを自転しながらシールする一対のシール部材36とを備える。シール部材36は、包装シートの折り目とは反対側の縁部を搬送方向にシールする縦シール部41と、搬送方向に所定間隔でシールする横シール部42とを一体化した構成とする。一対のシール部材36を、少なくとも包装シートに接触するシール位置と、離間する作業位置とに移動可能な状態として支持する支持部材51を備える。各シール部材36は、シール位置及び作業位置のいずれの位置であっても噛合するギア38を有する軸部36aをそれぞれ備えたものとする。
(もっと読む)
包装機
【課題】被包装物の割れ、及びシール部への噛み込みの発生を抑制し、被包装物の充填率を高めることができる包装機を提供する。
【解決手段】包装機1では、一対のシャッタ部材167が筒状フィルムFmを挟んで揺さぶるので、その振動によってシャッタ部材167より上流側にある被包装物がお互いの隙間を詰めながらシャッタ部材167側に向かって集合する。被包装物は振動による慣性で集合するので、直に触れられて押し込まれるよりも割れ難い。また、ローラー165がシャッタ用カム170の波形曲面171b上を移動するだけで、シャッタ部材167がその波形曲面171bに応じて揺れる。
(もっと読む)
包装機
【課題】チューブ内での被包装物の引っ掛かりによる詰まりを抑制した包装機を提供する。
【解決手段】 包装機1では、シート状のフィルムFが、セーラー13aとチューブ13bとによって筒状に成形される。チューブ13bは、投入部13baと成形部13bbと排出部13bcとを有している。投入部13baには、上開口端から成形部13bb側に向って第1切り欠き部131が設けられている。また、成形部bbのうち筒状フィルムFmの合せ目と対峙しない側の面には、第2切り欠き部132が設けられている。さらに、排出部13bcのうち筒状フィルムFmの合せ目と対峙しない側の面には、第3切り欠き部133が設けられている。
(もっと読む)
包装機
【課題】被包装物の割れ、及びシール部への噛み込みの発生を抑制し、被包装物の充填率を高めることができる包装機を提供する。
【解決手段】包装機1では、一対のブラシ191が回転しながら筒状フィルムFmを挟み込み、被包装物の進行を阻止することによって、長く連なった被包装物がその先頭に集合する。さらに、筒状フィルムFmの挟み込みを解除することによって、被包装物は進行を一時的に阻止される前の集合状態より縮まった集合状態となって再び搬送される。また、ブラシ191の回転軸は、芯191aの中心軸から所定距離だけ偏った位置に設けられている。ブラシ191は回転によってスイングするので、小刻みな振動と大きな揺れとが、被包装物同士を無理なく接近させ、被包装物の占有空間を縮小させる。その結果、袋サイズの小型化が可能となる。
(もっと読む)
包装機
【課題】一対のシールジョーによって包材を搬送方向と交差する方向に沿って挟んで横シールする包装機において、袋底部側の横シール部分だけが一方向に倒される包装機を提供する。
【解決手段】包装機1は、第1シールジョー51aと第2シールジョー51bとによって筒状フィルムFmを搬送方向と交差する方向に沿って挟んで横シールする。第1シールジョー51aの筒状フィルムFmを挟む面には、上端から下端にかけて第1セレーション511が設けられている。同様に、第2シールジョー51bの筒状フィルムFmを挟む面には、上端から下端にかけて第2セレーション512が設けられている。第1セレーション511の上端の歯511aの先端角度は、その下方に隣接する歯の先端角度よりも小さく、且つ鋭角である。
(もっと読む)
自動包装装置
【課題】簡易な構成で安定して高品質の包装体を得ることができる自動包装装置を提供する。
【解決手段】成形シュート3にて二つ折り成形された包装材料2を縦シール及び横シールして、成形シュート3より供給される被包装物を密封包装する縦シール装置5及び横シール装置6と、被包装物が密封包装された包装材料2を所定の離間毎に裁断して一の又は二個以上が連続された包装体2cを形成するカッター装置7と、を具備してなる自動包装装置1において、カッター装置7は、包装材料2を開閉把持する一対のカッターバー80・80及びカッターバー80の把持面80aより突出されて包装材料2を裁断するカッター刃81が設けられたカッターバー本体部8と、カッターバー本体部8を上下方向に昇降移動させる昇降機構部9とを有してなる。
(もっと読む)
物品移送装置
【課題】物品が割れるのを抑制しつつ、シュートの内部に物品が詰まるのを防止する。
【解決手段】物品移送装置100は、上方から落下させた物品Bを下方に移送させる装置である。そして、物品移送装置100は、上下方向に延在する筒状のシュート400と、シュート400の側壁面に形成されるスリット430A〜430Dと、回転可能に支持され、当該回転に伴ってシュート400の外部からスリット430A〜430Dを通ってシュート400の内部に進入する詰まり防止部材520A〜520Dと、を備えている。
(もっと読む)
製袋包装機
【課題】フラットボトム型の袋に好適な底部を形成することができる製袋包装機を提供する。
【解決手段】シール部形成機構56と、第1押し曲げ機構57と、第2押し曲げ機構58とを備える。シール部形成機構は、筒状の包材を横シールして上シール部および下シール部を形成する。第1押し曲げ機構は、被包装物が充填された筒状の包材の下シール部を、下シール部と交差する方向に押し曲げることにより、下シール部および本体部の一部を含む袋の袋下部を形成する。第2押し曲げ機構は、下シール部の長手方向端部を含む袋下部の側部に対して斜め上方である第1位置に配置される。また、第2押し曲げ機構は、袋下部の側部に対して斜め下方である第2位置に向かって第1位置から移動し側部を押し曲げる押し曲げ部材を有する。これにより、上向きに反り上がった下シール部の側部を、確実に押し曲げることができる。
(もっと読む)
包装装置
【課題】包装装置について、大型化やコスト高騰を伴うことなく作業トラブルの生じにくいものとして効率的な包装作業が行えるものとする。
【解決手段】ヒータ板31Aを有した溶着切断部30Aとその上流側で軸支され閉鎖方向に付勢されたシャッター板21A及びこれを閉鎖方向に押圧するソレノイド23を有したシャッター部20Aとを備え、センサ27の出力信号で品物200が所定位置に進んだのを検知した制御手段が溶着切断部30Aを作動させて少なくとも溶着作業開始から所定の間はシャッター板21Aの閉鎖状態を維持するものとし、シャッター板21Aは当接した品物200の進行により先端側を下流方向に回動して開き、制御手段は前記出力信号で品物200後端部がシャッター部20Aを通過するタイミングを検知又は判定し、このタイミングを基にソレノイド23を作動させて次の品物200の溶着切断部30Aへの侵入を阻止するものとした。
(もっと読む)
1 - 20 / 413
[ Back to top ]