
Fターム[3F027DA12]の内容
Fターム[3F027DA12]に分類される特許
61 - 80 / 83
物品受渡装置

【課題】 搬送面上に形成された物品受容部に物品を載置して搬送するコンベヤと、前記物品受容部に対してトラッキング動作しながら該物品受容部との間で前記物品の授受を行なう物品保持機と、を具備する物品受渡装置に於いて、異常が発生した際の急停止時にコンベヤと物品保持機の同期が崩れるのを防止する。
【解決手段】 前記トラッキング動作中に前記コンベヤ及び前記物品保持機を急停止させるときには、前記物品保持機の前記トラッキング動作を中断し、物品保持状態で減速可能な値として予め設定さている物品保持機の設定減速度、又は、コンベヤの設定減速度うち、小さい方の設定減速度を用いてコンベヤ及び物品保持機を停止させる。
(もっと読む)
ワーク搬送システム、経路設定方法及び経路設定プログラム

【課題】 システムレイアウトの変更に柔軟に対応でき、かつ、効率のよいワークの搬送を実現すること。
【解決手段】 複数のワーク搬送ユニットのレイアウトを示すレイアウト情報に基づいて、搬入予定箇所と搬出予定箇所との間の搬送経路の候補を複数設定し、設定した複数の搬送経路の候補の中から、所定の条件に基づいて、いずれか一つの搬送経路を選択する。
(もっと読む)
物品の搬送方法及び搬送装置並びにパウチ容器の搬送装置
【課題】多列で送出されるパウチ容器を1列に整列させた状態で搬送する場合であっても、パウチ容器が損傷を受けにくいパウチ容器の搬送方法及び搬送装置を提供する。
【解決手段】各容器送出用ガイドレール71がそれぞれの容器送出位置θ1〜θ4において接続され、各容器送出位置θ1〜θ4に送出されるパウチ容器SPを、それぞれのスパウトS部分で吊り下げた状態で、所定の搬送経路に沿って案内する容器搬送用ガイドレール81と、容器搬送用ガイドレール81に沿ってパウチ容器SPを搬送する容器搬送手段82とを備えている。容器搬送手段82は、駆動プーリ83及び従動プーリ84に掛け渡されたベルト85に、各容器送出位置θ1〜θ4を通過するように、数5に示す式によって算出されたピッチで取り付けられた多数の容器搬送プレート86を備えており、ベルト85を数6に示す式によって算出されたピッチで間歇的に循環移動させるようになっている。
(もっと読む)
スライドシュー式物品仕分けコンベヤ
【課題】インダクションコンベヤからスラットコンベヤへの物品の投入を制御することによって、スラットコンベヤに投入される物品の前後の間隔を短くし、搬送効率の高いスライドシュー式物品仕分けコンベヤを提供する。
【解決手段】インダクションコンベヤ120の近傍に設置され、投入される物品の最前部を検出する光センサPHA、PHBと、スラットコンベヤ140の回転軸部に設置され、各スラットの位置を検出できる回転検出器146と、前記光センサ及び前記回転検出器の出力に基づき、前記インダクションコンベヤの投入スピードを制御するコントローラとを有しており、前記物品の最前部が前記スラットの所定の位置にくるように前記インダクションコンベヤから前記スラットコンベヤへの前記物品の投入制御を行う。
(もっと読む)
ローラコンベヤの制動装置
【課題】 簡単な構成で確実にローラコンベヤを停止することができる制御装置の提供。
【解決手段】 モータ9を備えた少なくとも1つのモータローラを含むローラコンベヤのモータ9が物品を搬送方向に搬送するように回転している状態において、制御機器14がモータ9の駆動を停止する。モータ9の駆動停止後に、モータ9が搬送方向に回転しているか回転方向検出部22が判定する。モータ9が搬送方向に回転していると判定されたとき、搬送方向と反対方向に逆回転制御部26がモータ9を所定回転数だけまたは所定時間だけ回転させる。制動後に、モータ9が搬送方向に回転しているか否か判断し、搬送方向に回転しているとき、搬送方向への回転が中止されるまで、逆回転制御部26が繰り返し制動する。
(もっと読む)
長物野菜の選別制御装置
【課題】長物野菜の搬出数量が多い引出コンベヤと同様に、長物野菜の搬出数量が少ない引出コンベヤでも長物野菜の箱詰め作業を効率よくできる長物野菜の選別制御装置を提供するものである。
【解決手段】選別コンベヤのバケット上に長物野菜を載置して移送し、この移送途中で前記選別コンベヤに沿った複数箇所の仕分け部にて、所定の等級の長物野菜ごとに引出コンベヤに落下排出させるように構成してなる長物野菜の選別制御装置において、前記引出コンベヤを作動及び停止させる制御手段を備え、前記制御手段は、前記各仕分け部において、所定の等級の長物野菜を落下排出する時間間隔が短かいときには、前記引出コンベヤを連続して作動させる一方、前記時間間隔が長いときには、次の長物野菜が落下排出される直前まで前記引出コンベヤを停止させるように制御するものである。
(もっと読む)
コンベア装置およびその制御方法
【課題】 構成が簡単で、複数のコンベアモジュールの加減速制御ができ、かつ搬送速度の速いコンベア装置を得る。
【解決手段】 本発明のコンベア装置は、駆動用モータとその制御装置が一体化されコンベアモジュール1と、コンベアモジュール1に接続され搬送物4の有無を検知する搬送物センサ2と、複数のコンベアモジュール全体を統括するコンベアコントローラ3とからなり、複数の制御ゾーンに区分された搬送物の搬送ラインにコンベアモジュール1を直列に接続し制御ゾーン間で授受する制御データによりコンベア装置を減速停止させるもので、コンベアモジュール1の制御指令データは、アナログ信号とし、かつ下流側から上流側へ伝達する運転可能な最高速度データを指令する速度制限指令10と、上流側から下流側へ伝達する搬送物を受け取るのに必要な最低速度データを指令する最低速度指令11とからなる。
(もっと読む)
タイヤ搬送装置及びその方法
【課題】加硫後のタイヤ搬送における作業効率及び搬送効率を向上させることができるタイヤ搬送装置及びその方法を提供する。
【解決手段】複数の加硫機から搬出された複数の加硫後のタイヤ1をタイヤ種類毎にレーン1によって所定の搬送先71〜73に搬送するタイヤ搬送装置において、タイヤ種類毎の加硫時間とタイヤ種類毎の加硫機の数とに基づいてタイヤ1を格納するための複数の前記レーン41〜45からタイヤ種類毎に少なくとも1つのレーン41〜45を割り当てて、タイヤ1からタイヤ種類を読取る読取センサ30と、読み取ったタイヤ種類に基づいて該タイヤ種類に割り当てているレーン41〜45にタイヤ1を搬入する搬入アーム41a〜41bと、レーン41〜45からタイヤ1を搬出する搬出ストッパ41b〜45bとを備えている。
(もっと読む)
組立システム、組立ユニット、レイアウト作成装置ならびにレイアウト作成方法
組立ユニットにより構成されるシステムのレイアウトを自動的に作成するレイアウト作成装置を提供する。具体的には、接続可能な複数のコンベア(C/V1〜12)と通信可能なレイアウト作成装置102であって、接続されたコンベア(C/V1〜12)を認識するモジュールと、認識されたコンベア(C/V1〜12)の組立状態に関する情報を取得するモジュールと、前記取得された組立状態に関する情報に基づいて、前記認識されたコンベア(C/V1〜12)のレイアウトを作成するモジュールとを備える。  (もっと読む)
(もっと読む)
荷合流設備
【課題】 速度制御とともに荷間隔制御を行うことにより、搬送能力を維持させることができる荷合流設備を提供することを目的とする。
【解決手段】 複数の搬送経路L1,L2で荷2を搬送するとき、またはいずれか1つの搬送経路L2(L1)で荷が流れてこず、他の搬送経路L1(L2)のみで荷2を搬送するときによって、アキュームコンベヤ3A,3Bおよび切り出しコンベヤ4A,4Bにおける搬送速度の速度制御、ならびに切り出しコンベヤ4A,4Bにおける荷2同士の荷間隔制御を適宜変更することにより、上述したいずれの場合においても所定時間内に下流コンベヤ6へ搬出される荷2の個数を同一にすることができ、したがって搬送能力を維持させることができる。
(もっと読む)
選別装置
【課題】 作業者がランク別収容容器の好適な交換時期を把握することができ、ランク別収容容器の交換を円滑に行って作業効率を向上させることができる選別装置を提供すること。
【解決手段】 ランク別収容容器11A〜11E毎に表示手段16を設け、振り分けアーム8によって振り分けられるランク別収容容器11A〜11Eが満杯になる時間を予測し、満杯になるまでの間にランク別収容容器11A〜11E毎の被計量物2の累積状態に応じて表示手段16の報知内容を変更するようにした。また、その際に複数のランク別収容容器11A〜11Eの中で、最初に満杯になるランク別収容容器11A〜11Eの表示手段16を制御する。
(もっと読む)
遊技機製造ラインの制御システム
【課題】作業対象品を供給ラインから複数の搬送ラインに効率的に分配供給し、生産効率の向上を図り得るようにする。
【解決手段】
第1および第2搬送ライン10,11を、供給ライン30から供給される任意の作業対象品Xの搬送および搬送停止を行ない得る第1の回転式搬送装置13および第1の搬送装置16を複数連設したメインラインMLと、第1の回転式搬送装置13においてメインラインMLから分岐し、作業エリアSAを設けた複数のサブラインSLとから構成する。
更に、各搬送装置13,16を個別に作動制御して作業対象品Xの搬送および搬送停止を行なわせる制御手段と、各作業エリアSAの稼働状態を識別する識別手段とを設け、識別手段の識別情報に基づいて各搬送ライン10,11における作業エリアSAの稼働数を比較し、作業エリアSAの稼働数の比率に応じて各メインラインMLへの作業対象品Xの供給数を調整する。
(もっと読む)
統合型コンベヤベッド
本発明は、搬送面(58)とこの搬送面を推進する少なくとも1つのモータ(52a)と複数の下位コントローラ(106)とを備えたコンベヤシステム、およびこのコンベヤシステムの制御方法に関する。少なくとも1つの下位コントローラは少なくとも1つのモータを制御するように構成されている。また複数の下位コントローラ(106)と通信する1つの上位コントローラ(108)が設けられている。上位コントローラは少なくとも1つのモータ(52a)の制御のために下位コントローラと通信するように構成されている。さらに下位コントローラと上位コントローラとのあいだの通信を行う通信バスが設けられている。上位コントローラは自動で各下位コントローラに固有の通信アドレスを割り当てるように構成されている。固有の通信アドレスにより上位コントローラは通信バス(146)を介して各下位コントローラへメッセージを個別に送信することができる。  (もっと読む)
(もっと読む)
流れ作業における作業エリア設定装置および作業エリア設定方法
【課題】 作業負荷が変動する複数車種の混流生産等にも対応可能な流れ作業における作業エリア設定装置を提供する。
【解決手段】 ワークWを載置して各作業ステーションS1、S2・・・を経由させて搬送するコンベア1と、前記コンベア1により搬送されるワークWの作業エリア内の通過位置信号を各ステーションS1、S2・・・に配信する通過位置信号配信手段としてのライン同期盤3と、前記各ステーションS1、S2・・・の作業エリアにおけるワークWへの作業開始位置Soと作業終了位置Eとを前記通過位置信号に基づいて設定する設定手段としての作業コントローラCAと、を備えるようにした。
(もっと読む)
コンベヤ組立体
【課題】本発明は梱包機へ製品を搬送するスリップコンベヤに関する。
【解決手段】スリップコンベヤ組立体10である。組立体10は、縦列配置した6個のスリップコンベヤ11〜16を含む。各コンベヤ11〜16は、「U」形断面のトレイ18を含む。各トレイ18は、関連するトレイ18を水平方向に往復運動(振動)させて製品を組立体10沿いに前進させる駆動組立体19により動作させる。隣接するトレイ18は、製品を給送できる間隙が隣接トレイ間に存在するよう位置をかえることができる。
(もっと読む)
多連計量装置
【課題】 実際の稼動状況に応じた制限条件下で、計量できる物品の範囲を拡大するとともに、品質の安定した検査を行うことができる多連計量装置を提供する。
【解決手段】 物品を搬送しながら、その重量値を計量する計量コンベアを物品の搬送方向に直列に複数備えた多連計量装置であって、前記物品の単位時間当たりの計量処理個数である処理能力と、前記物品の搬送方向における物品長と、を設定する設定手段と、
該設定手段により設定された処理能力及び物品長に基づき、前記計量コンベアの運転条件となる変動パラメータを算出する変動パラメータ算出手段と、該変動パラメータに基づき、前記複数の計量コンベアのうち前記物品の重量を計量する計量コンベアを選択する計量コンベア選択手段と、を備えることを特徴とする。
(もっと読む)
ワークキャリヤ
【課題】搬送工程の自動化に好適に対応するワークキャリアを提供する。
【解決手段】電磁波を利用して情報の読み取り・書き込みを行うためのリーダーライターR1,R2が設けられたコンベヤ1においてワークW1,W2,W3,W4を載置して搬送するために用いられるワークキャリヤC1,C2,C3,C4に、ワークW1,W2,W3,W4を載置する樹脂土台部分C11と、リーダーライターR1,R2から送られた情報を記憶する情報記憶素子C12とを設け、情報記憶素子C12を挟んでリーダーライターR1,R2とは反対側の位置に金属板C13を配置した。
(もっと読む)
別個の商品を搬送及び処理するための装置
別個の商品のための搬送装置であって、複数の連続する搬送装置により形成され、且つ、処理局がこれに沿って配され、且つ、新たな運搬タスクや処理工程に容易に適合させることができると共に、制御装置と、商品物品が前記搬送路の所定の部分に入るとその位置を検知する第1位置検知センサと、を備えるものにおいて、次のような特徴を有する装置を提案する。即ち、搬送装置と関連付けられた駆動ユニットがこの搬送装置ごとに設けられ、且つ、この駆動ユニットが自立的な駆動モータとこのモータと関連付けられた単位時間当たりの各搬送距離を検知するための信号生成器とを有すること;前記制御装置が、前記駆動ユニット及び前記処理局とバス接続を介して接続されるだけでなく、前記位置検知センサと信号線を介して接続されること;及び、前記制御装置が、個々の各商品物品を前記搬送路の経路に沿って追跡する前記位置管理のためのユニットと、前記商品物品の前記搬送路における位置に応じて前記処理局に前記バス接続を介して事象信号を送信する事象生成器と、前記商品物品の処理状態及び前記搬送路におけるその位置に応じて個々の前記搬送装置の速度を制御するための制御ユニットとを備えること、を特徴とする装置である。  (もっと読む)
(もっと読む)
搬送装置
【課題】 物品搬送コンベヤに対して複数の物品供給コンベヤから均等に物品を供給しながら、物品を搬送することができる搬送装置の提供。
【解決手段】 搬送制御手段は、物品供給コンベヤ9に物品Aが供給されると、物品Aが供給されている物品供給コンベヤ9に対応する予約用の物品搬送領域Zを均等に存在させる状態で、最も上流側に位置する物品供給コンベヤ9よりも上流側に予約用の物品搬送領域Zを予約選択し、物品供給コンベヤ9における物品供給位置に物品Aが搬送されると、その物品供給コンベヤ9の設置位置よりも上流側に存在する予約用の物品搬送領域Zあるいは空きの物品搬送領域Zを供給用の物品搬送領域Zとして選択し、物品供給コンベヤ9の設置位置に対して供給用の物品搬送領域Zが到達すると、その供給用の物品搬送領域Zに物品Aを供給すべく、物品供給コンベヤ9の作動を制御するように構成されている。
(もっと読む)
分散形物品操作を行うコンベヤシステム
物品(38)を操作するためのシステム(20,22)及び方法は、少なくとも1つの運搬面を有するベッド(30)を提供することを含む、運搬面は、物品(38)を運搬方向にベッドの上流端部から下流端部へ移動させる。少なくとも1つのセンサ(36,34a,34b,34c)は、ベッド(30)上のあらゆる物品(38)の位置を決定するために設けられている。選択された物品は、まだ操作されていないベッド上を移動する物品よりも概して高い速度で運搬方向に移動させられ、物品は選択的に回転させられる。 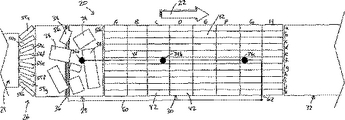 (もっと読む)
(もっと読む)
61 - 80 / 83
[ Back to top ]