
Fターム[3F048AA00]の内容
シート、ウェブの制御 (32,277) | 用途(その他) (4,235)
Fターム[3F048AA00]の下位に属するFターム
記録機、画像形成装置(例;X線撮影装置) (3,759)
金融自動化機(CD、ATM) (162)
駅務自動化機、自動販売機 (20)
記録読取機(例;OCR、OMR) (109)
郵便物自動処理機 (27)
丁合い機、ソータ、コレータ (33)
Fターム[3F048AA00]に分類される特許
81 - 100 / 125
紙幣処理装置
【課題】不正行為防止のために設置されるシャッタ機構の紙幣挿入時における制御動作を簡略化してスムーズな紙幣挿入操作が行える紙幣処理装置を提供する。
【解決手段】紙幣処理装置1は、紙幣挿入口と、紙幣挿入口から挿入された紙幣を挿入方向に搬送可能な紙幣搬送機構8と、紙幣挿入口に挿入された紙幣を検知する紙幣検知センサ18と、紙幣検知センサ18の下流側に設置され、紙幣搬送機構8により搬送された紙幣を読取る紙幣読取手段20と、紙幣読取手段20により読取られた紙幣の真贋を識別する紙幣識別手段と紙幣挿入口と紙幣読取手段20との間の紙幣搬送路に設置され、紙幣が挿入される以前から前記紙幣挿入口が開放状態であると共に、前記紙幣挿入口から挿入された紙幣が前記紙幣識別手段により真券と識別されるまでに、開放状態にある前記紙幣挿入口を閉塞するように駆動されるシャッタ機構50とを有する。
(もっと読む)
原稿搬送装置及び画像形成装置

【課題】原稿の色に関わらず排紙トレイ上の原稿の視認性を向上させる。
【解決手段】原稿Xが載置される給紙トレイ21と、該給紙トレイ21に載置された上記原稿Xを搬送する搬送手段22と、該搬送手段22によって搬送される上記原稿Xが排出される排紙トレイ23と、を備える原稿搬送装置であって、上記排紙トレイ23に排出された上記原稿Xの少なくとも一部を照明可能な光源25と、上記原稿Xが有する面のうち上記排紙トレイ23において作業者が視認可能な面である視認面X2の画像データを取得する視認面画像データ取得手段13b1と、該視認面画像データ取得手段13b1によって取得された画像データに基づいて、上記視認面X2と上記排紙トレイ23の上記原稿載置面とのコントラストを算出し、算出結果が所定の閾値以下であった場合に上記コントラストが向上されるように、上記光源25を制御して上記原稿Xの少なくとも一部を照明する。
(もっと読む)
紙葉類とカード類のカウンター
【課題】カードサイズからA4サイズまでの紙葉類やカード類を、傷や擦れ痕をつけずに一枚づつ搬送し、整列させる。
【解決手段】紙葉類またはカード類の供給部と、その供給部にセットされた紙葉類やカード類を一枚づつ送る送り機構と搬送路と、その搬送路に設けられたカウントセンサーと、前記した搬送路を通過した紙葉類やカード類を順次収納するスタッカーと各種の表示をする表示部及び複数の操作スイッチを備えており、計数の対象となる紙葉類とカード類は多種多様なものに予め対応可能とし、供給部とスタッカーを収納時保護カバーとすることで小型にすることを可能とした。
(もっと読む)
非接触式のジョイント量測定装置
【課題】連続シートに傷を付けることなく、2枚のシート片が重なり合うジョイント部の長さ寸法を高速でかつ正確に測定する非接触式のジョイント量測定装置を提供する。
【解決手段】シート片の端部同士を順次重ね合わせた連続シートにおけるジョイント部の長さ寸法を測定する非接触式のジョイント量測定装置であって、搬送される連続シートに接触して従動されるフリーローラに接続されたロータリーエンコーダと、連続シートに対して垂直方向をなす同一光軸上に、連続シートと非接触に挟んで設けられる一対の光学式変位センサと、一対の光学式変位センサにより連続シートの厚みを検出して、シート片2枚分の厚みが検出される期間におけるロータリーエンコーダから出力されるパルス信号をカウントしてジョイント量を算出する演算制御手段とを設けている。
(もっと読む)
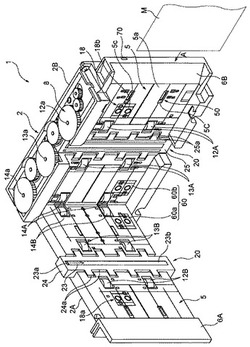
紙葉類処理装置及び紙葉類処理方法
【課題】 当紙を区分し、この区分された当紙の員数確認及び廃棄処分を自動的に処理することにより操作員の作業負担を軽減する紙葉類処理装置及び紙葉類処理方法を提供する。
【解決手段】紙葉類検査装置4による媒体Pの検査結果が当紙の場合、搬送制御部9は、区分ゲートG3を回動して当該当紙を搬送路35側に搬送し、実際に搬送されたかどうかを当紙検知センサ74で検知し、紙葉類裁断装置7に供給する直前の当紙を搬送制御部9で計数する。同様に、当紙検知センサ75で検知し、紙葉類裁断装置7で裁断する直前の当紙を裁断制御部で計数する。裁断制御部8は、これらの計数結果を比較判別し、計数値が一致した場合には裁断を行う。一方、一致しなかった場合には、搬送異常として紙葉類裁断装置による裁断を停止する。裁断された裁断片は、気送管73によって装置外に排出する。
(もっと読む)
重送検知装置
【課題】用紙の重送を確実に検出するとともに、用紙に添付又は付着されている異物又は付着物を確実に検出できるようにする。
【解決手段】搬送されてきた用紙22が1枚であるか否かを検出する重送検知装置10であって、静電容量センサ12と、静電容量センサに対して、用紙の搬送路を挟んで対向するように配置された導電性の金属ターゲット14と、静電容量センサの出力値と所定の閾値との大小関係を比較する比較部と、この比較部による比較結果に基づいて、用紙が1枚であるか否かを判定する判定部とを具備する。
(もっと読む)
紙葉類処理装置、紙葉類処理システム、および、紙葉類処理方法
【課題】 排除券が発生した割合に応じて一連の処理を停止するようにすることができ、システム全体の効率的な運用が実現でき、人手によるオペレーションの低減、あるいは、スループットの向上を実現できる。
【解決手段】 紙葉類処理システムあるいは紙葉類処理装置としての検査機が、複数の紙葉類を連続的に処理する場合、1連の処理を停止させるための基準値を予め設定しておき、各紙葉類が排除券か否かを判定し、排除券と判定された紙葉類を所定の集積手段に集積し、前記集積手段に集積された排除券が前記基準値に達した場合、1連の処理を停止するようにしてものである。
(もっと読む)
ラベル用テープのマーク検出装置
【課題】印字済みタグラベル用テープの終端部のエンドマークを光学センサにより高精度に検出する。
【解決手段】無線タグラベルを作成するラベル作成装置において、印字済みタグラベル用テープ109の終端部に設けてある孔部からなるエンドマークPHの光反射式のマークセンサ127による検出と、テープ109の終端部に対するハーフカットユニット35のカッタによる前ハーフカットとを同時に行う。ハーフカッタによりテープ109を搬送経路の所定範囲内に規制して、エンドマークPHの検出を行えるので、高精度に検出できる。
(もっと読む)
画像読取装置
【課題】本発明は、画像読取装置の小型化を図ることができると共に、原稿1枚あたりの処理速度を速くすることが可能となる画像読取装置を提供する。
【解決手段】CPU100が、印字開始時間になる前に印字情報生成部102が印字情報を生成したときは、原稿90の搬送を停止することなくそのまま順送して印字開始位置から印字を開始する。一方、既に印字開始時間を経過していたときは、CPU100は原稿90の搬送を停止し、原稿90を逆送させながら印字情報を左右反転させて印字する。
(もっと読む)
紙送り機
【課題】安価にしかも一度に大量の紙を扱うことができ、さらに無人で安定した紙送りを実現できる紙送り機を単純な機構を用いて提供することを目的とする。
【解決手段】本発明の紙送り機は、二本のローラー5a、5bの上に給紙用の紙19を置くことにより、シュレッダ口に向けて紙を絞り出す機構を有する。この際、扉の開閉と連動した錘機構(吊り下げ錘、錘の配線)により紙に上方から静荷重を与え続けることで最後の一枚まで給紙を可能にする。また、扉の開閉を扉開閉センサーで検知する事で扉開放(給紙)中の誤作動を防止し、紙送りセンサー部13が紙詰まりを検知することで紙詰まり発生時の動作停止を行う。これらの複合的な効果により無人の安定稼動を提供する。
(もっと読む)
紙葉類処理装置
【課題】 不良発生原因の解析が十分可能であり、かつ不良判定紙を即時に処分し得る紙葉類処理装置を提供する。
【解決手段】 不良な紙葉類を裁断する裁断部と、正常な紙葉類を集積する集積部と、
画像読取部によって読み取られた画像情報に基づき、必要に応じて紙葉類の画像を表示する表示部を有する紙葉類処理装置を得る。
(もっと読む)
シート後処理装置及びシート束のスタック方法
【課題】シート束を収納する際に整列性が良く整然と収納することが可能なシート後処理装置を提供する。
【解決手段】スタック手段にシート束を積載状に支持するシート保持手段を設ける。シート保持手段にはシートの積載量に応じて後退移動するシフト手段と、その制御手段を備え、シートの厚さを検知するシート束厚検知手段とを備える。上記制御手段は、このシート厚検知手段からの厚さ情報に基づいて上記シート保持手段の後退移動量を異ならせるように構成する。上記スタック手段には上記シート保持手段に支持した最上位シートを突き当て整合する紙面突当規制部材を設ける。そして上記シフト手段はシート保持手段がシート搬入時には搬入口から所定量離間した搬入待機位置に移動し、シート搬入後は上記紙面突当規制部材に最上位シートを突当てて整合するように移動する。
(もっと読む)
紙葉類処理装置
【課題】 ヘッダーカードと紙葉類を2枚取りした場合であってもヘッダーカードを認識
しバッチ処理可能な紙葉類処理装置を提供する。
【解決手段】 紙葉類の標準厚さTsに対してヘッダーカードの標準厚さHsを1.5T
sに設定し、各バッチの区切りにヘッダーカードを挿入し、例えばバッチP1及びバッチ
P2を形成し、供給部10に供給し取出しを開始する。バッチP1の紙葉類Pから順番に
取り出され、紙葉類P1nとヘッダーカードH1が2枚取りされた場合、ヘッダーカード
検知装置8ではヘッダーカードH1が検知されず、紙葉類判別装置19によって判別され
る。その判別の結果、当該2枚取りされた紙葉類は、表面が紙葉類であり、裏面がヘッダ
ーカードであるため、券種判別、真偽判別で判別不能券になる。しかしながら厚さ検知に
よって所定の範囲の厚さが上述した分類Dに区分されるため、ヘッダーカードと判別され
る。
(もっと読む)
紙葉給送方法及び装置の改良
【課題】グリッパ爪に把持されるシートの横方向を厳密に制御して紙葉上の図柄の印刷位置と後続の加工の位置との不一致に起因する不良品の発生率を低減する。
【解決手段】最下部の紙葉1´を支える固定ガイド板6と給紙ロール対7,8の間の下方に、印刷マーク検出用カメラ15と印刷マーク照明用のライト16が設置され、紙葉1´の先端部が通過する一定のタイミングでカメラ15が作動し紙葉1´に予め印刷された印刷マークの位置を確認する。給紙ロール対7,8は回転し、紙葉1´を給送しながら軸方向に対し横方向へカメラ15によって確認された印刷マークの位置に対応し、制御装置によって指示された寸法で移動し、紙葉1´の位置は正しい位置に修正されていることになる。
(もっと読む)
原稿両面搬送ユニットにおける離間機構付ローラーの制御方法
【課題】 両面搬送装置を用いた読み取り動作中に、、キャンセル動作が入ったときはすぐにモーターの駆動を停止し、かつ、排紙ローラーの初期化が可能と判断された時に排紙ローラーを閉じる駆動を行なって、離間したたまま放置されることを防ぐ。
【解決手段】 停止命令があった直後に排紙ローラーの初期化を行なわず、搬送路内の原稿が除去されたと判断できる状態になってから、改めて排紙ローラーの初期化を行なう。この排紙ローラーの初期化ができるかどうかの判断は、一定時間おきに行なう。また、排紙ローラーを閉じるために必要なモーターの駆動が、どこまで行なわれたかを保存しておく。
(もっと読む)
紙葉類処理方法及び紙葉類処理装置
【課題】類似する絵柄をもつ紙葉類を判別して、集積し得る紙葉類処理方法を得る。
【解決手段】第1の特徴量を検知する第1の検知部、及び第2の特徴量を検知する第2の検知部を有する前記紙葉類の分類を特定するための第1の鑑査部と、真偽判定を行う第2の鑑査部とを備えた鑑査ユニットを設ける。
(もっと読む)
印刷機の断裁制御装置及び断裁制御方法
【課題】印刷機の断裁制御装置及び断裁制御方法に関し、マークの誤認定を防止できるようにするとともに、マークの判定にかかるメモリ系統や演算系統の負担を軽減することができるようにする。
製版用の画像データあるいは製版用の画像データを加工した画像データからマーク位置を算出し、印刷開始前にマーク検出器を予め前記マーク位置に移動できるようにする。
【解決手段】ウェブ1上に印刷されるマーク2のウェブ走行方向位置とウェブ1の目標断裁位置との相対位置関係を予め取得する相対位置関係取得手段12Bと、取得した相対位置関係に基づく特定期間内に、マーク検出器6によるマーク2の検出を実施するようにマーク検出タイミングを制御する検出タイミング制御手段13Bとをそなえる。
(もっと読む)
プリント装置
【課題】装置設定情報をフラッシュメモリに蓄積するプリント装置で、装置が正常終了しなかった場合であっても、フィルム使用状況管理を適切に実行する。
【解決手段】制御プログラムおよび設定情報を記憶するフラッシュメモリと、制御プログラムと設定情報とに基づいてプリント装置を制御する制御部と、制御部により制御され、記録媒体に対してプリント動作を行う動作ユニットと、各種情報が記録されるEEPROMと、を備え、制御部は、動作ユニットにおける記録媒体使用状況を、動作ユニットにおける記録媒体の使用毎にEEPROMに記録し、プリント装置の終了時毎に、プリント装置の終了状況と動作ユニットにおける記録媒体使用状況とをフラッシュメモリに記録し、プリント装置の起動時に、前回の終了が正常でなかった場合には、EEPROMに記録された記録媒体使用状況を前回終了時における記録媒体使用状況として扱う。
(もっと読む)
加工機内で薄く平らな物品を位置決めする方法
【課題】加工機の連続ステーションにおいて、薄く平らな物品に遂行される種々の作業間で全く整合誤差が生じないようにする。
【解決手段】本発明は、加工機(1)内で薄く平らな物品(10)を位置決めする方法であって、加工機(1)は、連続ステーション(3、4、5)を通して、薄く平らな物品(10)を不連続的に引出すコンベア(30)に属する複数のグリッパ部材(31)内で薄く平らな物品を位置決めする挿入機(20)を有する。本発明の方法は、各グリッパ部材(31)について、基準位置に対するこれらのグリッパ部材(31)の位置決め距離の変化を計算する段階と、これらの変化をそれぞれのグリッパ部材(31)に割当てる段階と、グリッパ部材(31)内での薄く平らな物品(10)の位置決めを改善するために、前記変化をコントローラ(4)の第一手順に組入れる段階とを含む。
(もっと読む)
シート処理装置、および画像形成装置
【課題】新たな部品を追加したり、コストアップを招いたりすることなく、穿孔位置の精度と生産性のバランスを容易に切り替え設定可能な穿孔装置を提供する。
【解決手段】スイッチ90を切り替えて生産性重視モードと孔位置精度重視モードとを切り替える。生産性重視モードでは、シートの後端の182mm手前でセンサユニット41によるシートの側端検知を開始し、側端検知と側端検知後のパンチユニットのセンタ合わせを残り182mmの搬送中に済ませるため、シートをパンチユニット40下で一瞬停止するだけで穿孔処理が終了する。一方、孔位置精度重視モードでは、シートの搬送を停止して穿孔位置の直前でセンサユニット41によるシートの側端検知とパンチユニット40のセンタ合わせを行うので、シートの斜行や搬送ずれの影響を受けにくく、パンチユニット40をシートのセンタに精度高く位置決めできるが、停止の分だけ毎分処理枚数は低下する。
(もっと読む)
81 - 100 / 125
[ Back to top ]