
Fターム[3F070BD05]の内容
コンベア間の分岐・合流、特殊移送 (1,839) | 分岐、合流 (255) | 合流 (73)
Fターム[3F070BD05]の下位に属するFターム
Fターム[3F070BD05]に分類される特許
21 - 40 / 42
容器の分岐装置

【課題】2方向から供給された容器2を合流させた後再度2方向に分岐する分岐装置の構成を簡単にするととに、容器をできるだけ均等に振り分けることを可能にする。
【解決手段】搬送コンベヤ8の両側から容器2を供給する2列の供給コンベヤ4、6と、搬送コンベヤの両側に配置され、容器の搬送方向を変更可能な一対の揺動ガイド54、56と、この揺動ガイドの作動を制御する制御装置と、搬送コンベヤの下流側の2本の排出コンベヤ10、12と、各供給コンベヤ、排出コンベヤの容器の状態を検出するセンサー62、64、68、70とを備え、両排出コンベヤが満杯でない時には容器を搬送コンベヤの中央側に寄せ、排出コンベヤの一方が満杯の時は他方の排出コンベヤに送り、一方の供給コンベヤから容器の供給が停止し、一方の排出コンベヤが満杯の時は、他方の供給コンベヤから供給された容器を他方の排出コンベヤに送る。
(もっと読む)
空気コンベヤ

【課題】上流の管状運搬ケースと幾つかの下流の管状運搬ケースとの結合を可能にする切り換え装置を有し、従来の装置と比較して出力の増加に都合がよい空気コンベヤを提案する。
【解決手段】切り換え装置(3)及び支持土台(4)によって相互接続された上流(1)と下流(2)の管状運搬路を備える空気コンベヤに関し、切り換え装置(3)が、その縦軸に対して可撓性であり、可撓性刃で構成された運搬案内手段の形態をとる。可撓性刃は、搬送される製品や瓶(6)を推進するために個別的な剛性の平行六面体要素(18)で構成された手段(10)を支持する。可撓性運搬案内手段の一方端(3’)は支持土台(4)や上流(1)又は下流(2)の運搬ケースに固定され、その案内部品は下流(2)又は上流(1)の運搬ケースのそれに対応し、可撓性運搬案内手段の他方端(3”)は支持土台(4)や上流(1)又は下流(2)の運搬ケースで可能な角変位で案内され、往復変位手段(5)に接続される。
(もっと読む)
搬送システム
【課題】複数の投入場所から物品を効率的に投入することが可能となり、同時に投入時の作業者による仕分けミスを極力減らすことのできる、搬送システムの提供を課題とする。
【解決手段】
物品5を投入する投入ライン12と、投入ライン12より下流に配置される複数の搬送ラインと、前記投入ライン12と前記搬送ラインとの間に配置され、前記複数の搬送ラインへの物品5の仕分けを行う仕分けライン7・8と、を備える搬送システム21であって、前記投入ライン12には、複数の投入場所から投入された物品5を、一列に整列させる自動整列コンベア6を備ることとする。
(もっと読む)
被搬送物の移載装置
【課題】ストッパ等を必要とせず、構造を簡単にすることを可能とする。
【解決手段】搬入コンベヤ10と搬出コンベヤ20との間にパレットPを供給するパレット供給装置30と、このパレット供給搬出装置30の上方に位置して機枠に設けられ搬入されてくる被搬送物WをパレットP上に一旦貯留する載置台40と、搬入コンベヤ10とパレット供給搬出装置30との間に設けられ搬入コンベヤ10によって載置台40上に搬入されてくる被搬送物WをパレットPと共に搬出コンベヤ20上に移動する移動装置50から構成したことを特徴とする。
(もっと読む)
製品緩衝装置及び該装置を操作する方法
製品緩衝装置は、製品を受ける供給場所(2)と、製品を排出する排出場所(3)とをそれぞれ有する複数の滞積運搬装置(1)を備える。この装置は、少なくとも一つの流れにおいて製品を供給する供給運搬装置(S)に連結可能である調整可能な分流器(4)をさらに含む。分流器(4)は、対応する滞積運搬装置(1)に製品の流れを運搬するように滞積運搬装置(1)の供給場所(2)のうちの選択された一つに連結される。この装置は、少なくとも一つの流れにおいて製品を運搬する排出運搬装置(D)に連結可能である合流部材(5)をさらに含む。合流部材(5)は、対応する滞積運搬装置(1)から排出運搬装置(D)へと製品を運搬するように、滞積運搬装置(1)の排出場所(3)のうちの選択された一つに連結される。滞積運搬装置(1)は少なくとも一つの螺旋形の通路を形成し、その結果、コンパクトな装置となる。 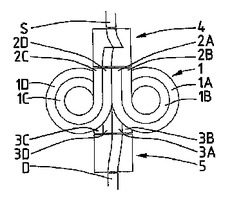 (もっと読む)
(もっと読む)
コンベアシステムにおける合流制御装置及び合流制御方法
【課題】各支流コンベアから本流コンベアへ送り込まれる物品の単位時間当たりの送り込み個数の均一性を向上すると共に、搬送効率の低下を回避する。
【解決手段】支流コンベアL(1),L(2)・・・L(n−1),L(n)の待機位置W(1),W(2)・・・W(n−1),W(n)にある物品Pの総数(在荷数)は、在荷有無検出手段A(1),A(2)・・・A(n−1),A(n)によって検出される。本流コンベアLoの受け取り位置U(1),U(2)・・・U(n−1),U(n)を通過する物品Pの通過は、物品有無検出手段B(1),B(2)・・・B(n−1),B(n)によって検出される。待機位置W(1)〜W(n)に物品Pがあり、且つ受け取り位置U(1)〜U(n)における物品Pの通過回数が検出された在荷数に達すると、制御コンピュータCは、支流コンベアL(1)〜L(n)の稼動を許容する。
(もっと読む)
物品の合流制御方法
【課題】本発明は、各副搬送路から主搬送路へ合流される物品の数を均一とする物品の合流制御方法を提供することを目的とする。
【解決手段】主搬送コンベヤ17に、全ての切り出しコンベヤ12からの段ボール2の合流地点より上流の地点から、仮想の微小ゾーン23を設定し、各切り出しコンベヤ12に滞留される段ボール2を1個に制限し、各切り出しコンベヤ12に滞留された段ボール2の横幅により、段ボール2を主搬送コンベヤ17に載置するために必要な微小ゾーン23の枚数を求める。そして、各切り出しコンベヤ12に順に、主搬送コンベヤ17上に、求めた枚数の微小ゾーン23を確保する優先権を与え、優先権を取得した切り出しコンベヤ12は、この切り出しコンベヤ12の合流地点より上流に、空きの連続した前記枚数の微小ゾーン23を確保し、この微小ゾーン23に段ボール2を切り出す。
(もっと読む)
搬送物合流及び整列装置
【課題】多列のコンベヤより搬入される搬送物を単列のコンベヤに合流させ、搬送物を所望の方向に転換させ、且つ整列させて搬出させる搬送物合流及び整列装置を提供する。
【解決手段】本発明の搬送物合流及び整列装置は、多列の搬入コンベヤ11と合流コンベヤ12で構成された合流装置部、カーブコンベヤ13と、送出コンベヤ14と、カーブコンベヤ13上に設けられた整列ガイド16とで構成された整列装置部よりなる。各コンベヤの速度は任意に設定できるようになっており、搬入コンベヤ11の列数が“n”、n列の搬入コンベヤ11より送り出される時間あたりの全搬送物量が“X”(個/分)、等間隔に設置してある搬入コンベヤ11の設置間隔が“Y”(m)であるとき、合流コンベヤ12の速度(V12)は、V12=XY/(n+1)に設定する。
(もっと読む)
貨幣搬送装置
【課題】パチンコ店などの遊技媒体貸出機に投入された貨幣を非直線方向に搬送できるようにする。
【解決手段】貨幣搬送装置において、複数の遊技媒体貸出機からの貨幣を合流させて搬送する合流搬送装置と、合流搬送装置の下流端部に取り付けられる第1のケースと、合流搬送装置と第1のケースの内部に設けられ、貨幣を取り込んで搬送する第1の搬送ベルトと、第1のケースに回転軸を介して連結される第2のケースと、第2のケースの下流端部に取り付けられ、貨幣を搬送する搬送部と、第2のケースと前記搬送部の内部に設けられ、貨幣を搬送する第2の搬送ベルトと、を備える。
(もっと読む)
マージベルトコンベヤ
【課題】マージコンベヤを2種類の機幅のコンベヤを組合せ、また、パワーガイド中間部にスナブプーリを設置し、ベルトの脱落防止及びベルト幅をベッド幅より広くすることで薄物搬送物の合流も可能としたマージコンベヤを提供する。
【解決手段】 複数の搬入コンベヤ10a、10b、10cより搬入される搬送物を合流整列させて搬出するマージベルトコンベヤにおいて、合流整列部を広幅の第1マージベルトコンベヤ11と、第1マージベルトコンベヤの下流に第1マージベルトコンベヤより機長が短く、かつ幅狭の第2マージベルトコンベヤ12とを配置すると共に、第1及び第2マージベルトコンベヤの搬送面にまたがり、かつ平面から見て合流整列部の中心に向かって狭める方向に湾曲しながら垂直面内に走行して搬送物を徐々に合流整列させるエンドレスベルト22を具えた左右のパワーガイド20,20を設ける。
(もっと読む)
仕分け設備
【課題】 一対の搬送コンベアから、接続コンベアを介して相互に搬送物を入れ替えることができる仕分け設備においては、物流量が少ない時には、お互いのコンベアの空きスペースに、搬送物を押出すことができるのであるが、物流量が増えた場合には、搬送物を押出す隙間が無くなり、よって搬送コンベア間での搬送物の受け渡しができず、搬送物が仕分けされないまま、搬送コンベア上を流れることとなっていた。
【解決手段】 搬送物6、7を搬送する一対の搬送コンベア2、3と、前記一対の搬送コンベア2、3間で前記搬送物6、7を受渡しする接続コンベア4と、を備える仕分け設備1において、少なくとも一方の前記搬送コンベア2には、前記接続コンベア4を介してもう一方の搬送コンベア3に搬送すべき前記搬送物7を、一方の搬送コンベア2上から退避させる退避コンベア5を設けた。
(もっと読む)
搬送設備
【課題】 出庫用コンベヤと入庫用コンベヤとの間隔に関わらず物品搬送用コンベヤを設けることができ、且つ、物品搬送用コンベヤを簡単に構成することができる搬送設備を提供する。
【解決手段】 ピッキング用搬送装置9を、出庫用コンベヤ14と、この出庫用コンベヤ14に並設された入庫用コンベヤ15と、出庫用コンベヤ14の搬出側端部と入庫用コンベヤ15の搬入側端部とを接続し且つ支持具2をピッキング箇所Pに搬送する中継用コンベヤ16と、搬送上手側端部をピッキング箇所P近くに位置させた物品搬送用コンベヤ17とを備えて構成し、出庫用コンベヤ14を、搬送方向と交差する横幅方向に間隔を隔てる状態に設けられた一対の載置搬送部18にて支持具2を載置搬送するように構成し、物品搬送用コンベヤ17を、搬送下手側ほど下方に位置する傾斜姿勢で且つ一対の載置搬送部18の搬送面より下方に位置するように一対の載置搬送部18の間に設ける。
(もっと読む)
農産物用フリートレイの送出装置および農産物の選別包装装置
【課題】多段のプールコンベアにプールした農産物の載ったトレイ(実トレイ)を長い傾動コンベアで選択的に箱詰装置に送出していたので、スペースの有効利用が要望されていた。
【解決手段】実トレイTをプールする複数段、複数列のプールコンベア2の取出端の前部にフリートレイTを取出す取出コンベア20を各段に設け、上下の取出コンベア20の送出端部同士を折返しスロープ式のコンベア23により接続し、箱詰供給用コンベア4に対し、最下段の取出コンベア20の送出端部を接続させ、又は前記折返しスロープ式のコンベア23を接続させた。
(もっと読む)
物品の搬送具単位の払出し方法
【課題】供給コンベヤで搬送される物品を同一出荷先の同一搬送具に積み付ける作業を効率的に行え、且つ物品を一搬送具単位にグループ化されて流されることで積み付け作業員の積み付け作業を容易にする。
【解決手段】物品を供給する供給コンベヤと、同供給コンベヤ上の物品2を移載して一時貯える複数の分岐レーン11と、各分岐レーンの先端部に設けられた分岐レーン11に貯えた物品2を払い出す可動ストッパ13と、同可動ストッパ13から払い出された物品2を受け止め搬送する搬出コンベヤ14とを備え、同じ出荷先の同じ搬送具の出荷パレットに積み付けられる物品2が一つの分岐レーン11に1出荷パレット貯まった時点で可動ストッパ13を作動させて払出し、搬出コンベヤ14上での物品2と物品2との間の隙間tが略一定になるように払い出す。
(もっと読む)
搬送ラインの列数変更装置
【目的】ワークの渡り部分の左右の隙間を均一にすることができてワークの搬送姿勢を乱すことがなく、かつ装置の小型化が図れる搬送ラインの列数変更装置を提供する。
【構成】2列の搬送ラインA,Bが略1列分の搬送ライン幅以上の間隔を空けて平行に配置されている複列搬送装置4と、該複列搬送装置の2列の搬送ラインA,B端から離間して、その中央に直列に配置された1列の搬送ラインCからなる単列搬送装置6との間に介設されて、ワークの搬送ライン列数を増列或いは減列させる搬送ラインの列数変更装置2であって、少なくとも2列分の搬送幅を有した列数変更用コンベア22と、該列数変更用コンベア22をワークの搬送方向に直交させて平行移動させることにより、該列数変更用コンベア22の幅方向の一方側を該複列搬送装置4のいずれか一方の搬送ラインの延長線上に位置させるとともに他方側を単列搬送装置6の搬送ラインCの一端に臨ませて往復切替移動させる平行移動手段24とを備える。
(もっと読む)
荷合流設備
【課題】 速度制御とともに荷間隔制御を行うことにより、搬送能力を維持させることができる荷合流設備を提供することを目的とする。
【解決手段】 複数の搬送経路L1,L2で荷2を搬送するとき、またはいずれか1つの搬送経路L2(L1)で荷が流れてこず、他の搬送経路L1(L2)のみで荷2を搬送するときによって、アキュームコンベヤ3A,3Bおよび切り出しコンベヤ4A,4Bにおける搬送速度の速度制御、ならびに切り出しコンベヤ4A,4Bにおける荷2同士の荷間隔制御を適宜変更することにより、上述したいずれの場合においても所定時間内に下流コンベヤ6へ搬出される荷2の個数を同一にすることができ、したがって搬送能力を維持させることができる。
(もっと読む)
遊技機製造ラインの制御システム
【課題】作業対象品を供給ラインから複数の搬送ラインに効率的に分配供給し、生産効率の向上を図り得るようにする。
【解決手段】
第1および第2搬送ライン10,11を、供給ライン30から供給される任意の作業対象品Xの搬送および搬送停止を行ない得る第1の回転式搬送装置13および第1の搬送装置16を複数連設したメインラインMLと、第1の回転式搬送装置13においてメインラインMLから分岐し、作業エリアSAを設けた複数のサブラインSLとから構成する。
更に、各搬送装置13,16を個別に作動制御して作業対象品Xの搬送および搬送停止を行なわせる制御手段と、各作業エリアSAの稼働状態を識別する識別手段とを設け、識別手段の識別情報に基づいて各搬送ライン10,11における作業エリアSAの稼働数を比較し、作業エリアSAの稼働数の比率に応じて各メインラインMLへの作業対象品Xの供給数を調整する。
(もっと読む)
コンベヤシステム
【構成】 サブラインの物品を前詰めすると共に、メインライン4ではサブラインの下流側に先行物品が存在すると前詰めを行わず、サブラインの先行物品とメインラインの物品との間に間隔が生じるようにする。
【効果】 メインライン側にサブラインから合流する物品のための空きスペースを容易に形成できるので、ラインの停止を少なくできる。
(もっと読む)
合流設備
【課題】引っ掛かりや姿勢の乱れが生じることなく、搬出を常に円滑に行える合流設備を提供する。
【解決手段】搬送方向Aに対して横方向Bに複数設けた上手側搬送装置10A,10Bにより搬送してきた被搬送物1を、単数の下手側搬送装置110に合流させる合流設備である。上手側搬送装置と下手側搬送装置の間に、被搬送物を横方向の中央部分へ移動させるセンタリング装置50を設けた。センタリング装置は、ローラコンベヤ部51と、ローラコンベヤ部の下方において横方向へ移動自在に配設した一対の移動体81A,81Bと、移動体にそれぞれ昇降自在に設けた横押し体85A,85Bと、両移動体を互いに接近離間動させる駆動部91A,91Bからなる。両横押し体は、離間限部分でローラコンベヤ部のローラ56間を通して搬送面57から突出し、突出した状態で互いに接近動し、接近限部分で搬送面に対して退入したのち、退入状態で互いに離間動すべく構成した。
(もっと読む)
仕分け設備
【課題】 本発明は、仕分け先毎に物品を集品した容器を順序整列するためのラインを簡素化でき、省スペースおよび低コストを実現できる仕分け設備を提供することを目的とする。
【解決手段】 搬送ライン4により「予め設定された店舗の順番」に関係なく搬送される店舗毎のコンテナ1はループライン部11によって、搬送ライン2,3から搬送される「予め設定された店舗の順番」に組替えられ、そして合流搬出装置5により搬送ライン2,3から搬送される店舗毎のコンテナ1とループライン部11から搬出される店舗毎のコンテナ1のうちで、店舗が同一のコンテナ1が合流されて搬出される構成とする。この構成によれば、ループライン部11により順番が組替えられることにより、順序整列のライン数(コンベヤ数)を削減、簡素化でき、省スペースおよび低コストを実現できる。
(もっと読む)
21 - 40 / 42
[ Back to top ]