
Fターム[3F112FA09]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | 水平面内、水平方向への搬送 (63) | 検出手段を有する搬送路 (14)
Fターム[3F112FA09]に分類される特許
1 - 14 / 14
ボビン処理装置及び糸巻取システム
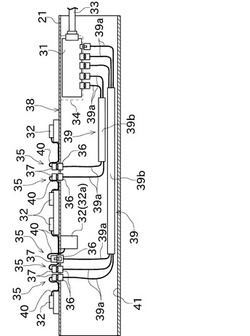
【課題】ボビン処理装置において、センサの交換、動作確認などを行い易い構成を提供する。
【解決手段】ボビン処理装置は、電子機器32を制御する制御基板(メイン基板及びスレーブ基板31)と、電子機器32を接続するための基板側コネクタ36と、制御基板と基板側コネクタ36との間を接続する基板側ケーブル39aと、ベース体21と、を備えている。ベース体21は、基板側コネクタ36が固定されるコネクタ固定板38を有している。電子機器32は、コネクタ固定板38の一側から基板側コネクタ36に接続される。一方、基板側ケーブル39aは、コネクタ固定板38の他側に配線されている。
(もっと読む)
ボビン処理装置及び糸巻取システム

【課題】ケーブルの取り扱いを容易にしたボビン処理装置を提供する。
【解決手段】ボビン処理装置は、複数の電子機器32を制御する制御基板(メイン基板及びスレーブ基板31)と、各電子機器32を接続するための複数の基板側コネクタ36と、を備えている。そして、制御基板と、複数の基板側コネクタ36とは、多芯ケーブル39によって接続されている。このように、複数のコネクタと制御基板とを多芯ケーブル39によってまとめて接続することで、配線の取り回しが簡単になり、配線の省スペース化も実現できる。また、配線のからまりを防止することができる。
(もっと読む)
給糸ボビン供給装置及び給糸ボビン供給装置の制御方法
【課題】箱状体内の給糸ボビンを確実に少量ずつ供給できる給糸ボビン供給装置を提供する。
【解決手段】給糸ボビン供給装置は、ワゴンと、シリンダと、搬送コンベアと、ボビンセンサと、投入制御部と、を備える。ワゴンは、上方が開放されており、給糸ボビンを収容することができる。シリンダは、ワゴンを傾けるために駆動される。搬送コンベアは、シリンダによって傾けられたワゴンから供給された給糸ボビンを搬送する。ボビンセンサは、搬送コンベアに供給された給糸ボビンの量が規定供給量を満たすか否かを確認する。投入制御部は、シリンダを制御する。投入制御部は、シリンダを駆動してワゴンを規定傾斜量傾け、その状態でワゴンを規定静止時間静止させた後に、前記搬送部の給糸ボビンの量が前記規定供給量を満たすか否かをボビンセンサで確認し、給糸ボビンの量が前記規定供給量に満たない場合にはシリンダを駆動してワゴンを更に傾けるように制御する。
(もっと読む)
ボビン搬送システム
【課題】搬送路にトレイが滞留することを防ぐことができ、且つ、コストの上昇を抑えたボビン搬送システムを提供する。
【解決手段】ボビンBが装着されたトレイTを連続して自動ワインダ3から精紡機1へ搬送する第一主搬送路21と、第一主搬送路21に配置されてボビンBに糸Yが巻装されているか否かを検知する残糸検知装置211と、第一主搬送路21における残糸検知装置211よりも下流側から分岐して残糸検知装置211よりも上流側にボビンBが装着されたトレイTを搬送するバイパス搬送路20と、を備えたボビン搬送システム2であって、バイパス搬送路20には、ボビンBに巻装された糸Yの巻装量を検知する第一糸量検知装置231と、ボビンBに巻装された糸Yを廃棄処分とする残糸処理装置233と、を配置するとした。
(もっと読む)
ボビン搬送システム
【課題】搬送処理能力を向上させたボビン搬送システムを提供する。
【解決手段】トレイTを連続して精紡機1から自動ワインダ3へ搬送する第一主搬送路21と、第一主搬送路21に設けられた第一ボビン準備装置212と、第一主搬送路21の第一ボビン準備装置212が設けられた位置よりも下流側から分岐して自動ワインダ3へトレイTを搬送する第一副搬送路22と、第一副搬送路22に設けられた第二ボビン準備装置222と、を備えたボビン搬送システム2であって、第一主搬送路21における第一ボビン準備装置212の上流側から分岐して第一副搬送路22における第二ボビン準備装置222の上流側へトレイTを搬送する第二副搬送路23を具備し、第一主搬送路21には、第一主搬送路21にトレイTが滞留したときに第一主搬送路21から第一副搬送路22へ第二副搬送路23を用いてトレイTを搬送するためのオフセット区間21Aを設けた。
(もっと読む)
糸巻取装置
【課題】省エネルギー性を実現でき、残糸付きボビンを効率良く再供給できる構成の糸巻取装置を提供する。
【解決手段】自動ワインダ10は、複数の巻取ユニット92と、ボビン搬送コンベア93と、機台制御装置94と、を備える。巻取ユニット92は、排出した給糸ボビンである排出ボビンの本数を機台制御装置94へ送信する。ボビン搬送コンベア93は、巻取ユニット92が排出する排出ボビンを回収のために搬送する。機台制御装置94は、当初はボビン搬送コンベア93を停止状態としておき、複数の巻取ユニット92から排出された排出ボビンの合計の本数が所定のコンベア駆動閾値に達したときは、ボビン搬送コンベア93を駆動して排出ボビンを搬送した後、再び停止させる。上記の繰返しにより、ボビン搬送コンベア93が間欠駆動される。
(もっと読む)
ボビン送給システム、および残糸処理方法
【課題】残糸層の除去に失敗した極少ボビンがそのまま送給されるのを確実に防止して、残糸状況や口出し状況が異なるボビンを次段工程へ適正に配分できるボビン送給システムを提供する。
【解決手段】自動ワインダーから搬出されたボビンを搬送する主搬送路に、自動ワインダーから搬出されたボビンの残糸量を検知する残糸量検知装置と、ボビンの残糸層を除去しするストリッパー装置を設ける。主搬送路には、ストリッパー装置の下流側から残糸量検知装置の上流側へボビンを再送するためのバイパス路を接続する。ストリッパー装置で処理された後のボビンを、バイパス路を介して残糸量検知装置へと搬送して、ボビンの残糸を確認する。
(もっと読む)
ボビン搬送装置
【課題】部品配置に関する設計の自由度を損なうことがなく、しかも残糸付きのボビンから解舒された糸の絡み付きに起因する動作不良の発生を確実に防ぐことができるボビン搬送装置を提供する。
【解決手段】無端ベルト12が巻き掛けられる原動ローラ10の幅寸法(W1)を、無端ベルト12の幅寸法(W2)よりも小さく設定したので、上方視で幅寸法の両端部を含んで原動ローラ10の全体を無端ベルト12で覆うことができる。これによれば、ボビンBから解舒した残糸7が原動ローラ10に接触することを防いで、残糸7が原動ローラ10に絡み付くことを防ぐことができる。
(もっと読む)
ボビン搬送装置
【課題】メインラインとバイパスラインとを繋ぐ接続ラインにおけるボビントレイの移動を円滑に行うことができるようにして、接続ライン上を移動するボビントレイの停滞を確実に防ぐボビン搬送装置を得る。
【解決手段】ボビン交換ユニット1と巻取ユニット2との間に配されて、ボビントレイ3の供給・回収動作を担う。ボビン交換ユニット1と巻取ユニット2との間に配されたメインライン15と、該メインライン15に並行に設けられて、該メインライン15と逆向きの搬送方向を有するバイパスライン16と、これらメインライン15とバイパスライン16とを繋ぐ接続ライン17とを有する。接続ライン17上を走るボビントレイ3の移動を補助するためのアシスト機構が設けられる。
(もっと読む)
パッケージ搬送システム
【課題】停止位置検知センサの上流側に新たなセンサを設け、当該センサから信号を受けたコンベア駆動制御部が当該信号により搬送コンベアの搬送速度を変速することで、パッケージ回収の作業効率を良くする。
【解決手段】糸巻取りユニットから排出されるパッケージを所定停止位置まで搬送するパッケージ搬送システムであって、パッケージを搬送する搬送コンベアと、搬送コンベアの搬送経路上の減速開始位置から停止位置までの範囲でパッケージの存在を検知する範囲検知センサと、搬送コンベアの駆動を制御するコンベア駆動制御部とを具備し、範囲検知センサがパッケージを検知しない場合はコンベア駆動制御部が搬送コンベアの搬送速度を通常搬送時の速度より加速するように制御し、加速制御を行った後範囲検知センサがパッケージを検知した場合はコンベア駆動制御部が加速した搬送速度を通常搬送時の速度まで減速するように制御する。
(もっと読む)
自動ワインダ
【課題】機台制御装置がパッケージコンベアにより順々に搬送される巻取パッケージのパッケージ情報を容易に把握可能な自動ワインダを提供する。
【解決手段】複数で設けられ、給糸ボビンから解舒された紡績糸を巻取ボビンに巻き取って巻取パッケージPを形成する巻取ユニット10・10・・・と、前記複数の巻取ユニット10・10・・・から玉揚された巻取パッケージPを搬出するパッケージコンベア20と、を備える。この自動ワインダ100全体を管理する機台制御装置30を備え、前記パッケージコンベア20の搬出方向一端側には、このパッケージコンベア20により順々に搬送される各巻取パッケージPのパッケージ情報を前記機台制御装置30へ送信する巻取パッケージ情報送信装置40を備える。
(もっと読む)
繊維機械
【課題】 従来の繊維機械では、ブレーキ機構によりベルトコンベアを停止させると、急激な停止作用が巻取パッケージに加わることから、巻取パッケージの表面を傷める可能性がある。
【解決手段】 繊維機械において、巻取パッケージを搬送する搬送部の末端に、前記搬送部により搬送されてきた巻取パッケージを検知する方向が搬送部の巻取パッケージを搬送する方向に対して斜交している検知部を備え、検知部が巻取パッケージを検知したときに、搬送部を惰性で停止させることができるようにする。
(もっと読む)
自動ワインダー
【課題】 トレイに載置されたボビンを搬送するボビン搬送手段を有する自動ワインダーにおいて、ボビントレイ搬送時のトラブル発生を抑制して駆動効率を向上可能な自動ワインダーを提供することである。
【解決手段】 トレイに実ボビンを装着するボビン供給部と、実ボビンから糸を引き出す口出し部と、実ボビンに巻かれた糸をパッケージに巻き取る複数の巻取ユニットと、該巻取ユニットにて糸が巻き取られて空となったボビンをトレイから抜き取るボビン抜取部とを備え、前記各部間を巡回するトレイによってボビンを搬送するボビン搬送手段を有する自動ワインダーにおいて、前記自動ワインダー域内の特定箇所を通過するボビンを検知する検知手段を備えると共に、前記検知手段が所定時間ボビンの通過を検知しない時、または、予め定められた数量以上のボビンを検知した時に、前記ボビンの搬送を停止する構成とした。
(もっと読む)
自動ワインダの満巻パッケージ搬出装置
【課題】 シャッター12の開放間隔を定めるための面倒なタイマ設定をすることなく、且つ巻取ユニット2の稼動効率やコンベア7の搬送効率を低下させることなく、満巻パッケージ3を搬出できる搬出装置の構成を提供する。
【解決手段】 自動ワインダにおいて、多数設けられる巻取ユニット2の並列方向に沿ってコンベア7を設け、各巻取ユニット2のクレードル部4からコンベア7まで満巻パッケージ3を案内する案内路8を設ける。複数の巻取ユニット2の案内路8を一度に開閉可能なシャッター12を設ける。巻取ユニット2は、玉揚げされた満巻パッケージ3がシャッター12によって待機させられており、更に、クレードル部4の巻取パッケージ3の巻取りが所定程度進んだことを巻取進捗センサ23で検知すると、シャッター12を開き状態として巻取パッケージ3を一斉に払い出す。
(もっと読む)
1 - 14 / 14
[ Back to top ]