
Fターム[3H130ED01]の内容
非容積形ポンプの構造 (71,514) | 方法 (1,243) | 製造、加工方法 (551)
Fターム[3H130ED01]に分類される特許
161 - 180 / 551
可変面積ディフューザ
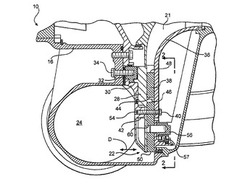
【課題】空調パック用の圧縮空気システムにおける使用に適した可変面積ベーン式ディフューザを提供する。
【解決手段】ディフューザ22は、枢動ピン54を中心として複数の位置間で回動可能な複数のベーン38を備える。取付板30が、裏当て板28を支持している。これらのベーン38は、裏当て板28とシュラウド36との間に配列されている。枢動ピン54は、裏当て板28、ベーン38およびシュラウド36と滑合関係にあり、取付板30のボス42に螺入されている。裏当て板28および/またはシュラウド36が撓みを受けている間、取付板30および枢動ピン54の構成によって、裏当て板28およびシュラウド36が互いに平行の状態に維持される。突発的な破損が生じた場合にベーン38を良好に封じ込めるために、一体構造の突起46および/またはボルト40のような構造物が、裏当て板28およびシュラウド36から開口44を通ってベーン38に延びている。
(もっと読む)
完全に統合されたブロアモジュール
ブロアモジュールが、磁石を備えたロータと、コイルを備えたステータとを有しており、磁石が、プラスチックの固着射出成形により、ロータの支持エレメントに取り付けられている。  (もっと読む)
(もっと読む)
冷間溶射を用いたタービンローターの製作

【課題】タービン部品の製造、より具体的には、冷間溶射法によるタービンローターの製造方法を提供する。
【解決手段】ローター10を製造する方法は、(a)コアシャフト12を準備し、(b)コアシャフト上に合金粉末粒子を冷間溶射し、(c)冷間溶射を制御して、コアシャフトに沿って少なくとも異なる形状のセクション14、16、18を形成することによりニアネットシェイプローターを形成し、(d)ニアネットシェイプローターを熱処理して、応力を軽減すると共に個々の粉末粒子とコアシャフトとの界面を横切って拡散接合を形成し、前記ニアネットシェイプローターを仕上げ成形することを含んでいる。
(もっと読む)
羽根車及びこれを備えた送風機
【課題】静音性と剛性に優れ、しかも軽量化が可能な羽根車、及びこれを備えた送風機を提供する。
【解決手段】羽根車29は、回転軸11の周囲に設けられた複数の羽根13を含む金属製の羽根車本体15と、各羽根13のおける回転方向前方側の縁である前縁13aに沿って当該羽根13の表面を被覆する樹脂製の前縁被覆部19aと、を備えている。この羽根車29は、複数の羽根13が回転軸11を中心として半径方向外側に放射状に延びるプロペラ形である。
(もっと読む)
ブレード、ブレードの製造方法、及び、回転機械
【課題】気体と直接接触する環境下における耐エロージョン性及び耐ファウリング性に優れたブレードを提供する。
【解決手段】ブレードは、翼形状の基材13と、基材13の表面上の一部となる第一の範囲A1で最上層に設けられ、硬質材からなる硬質材層20と、基材13の表面上の第一の範囲A1以外となる第二の範囲A2で最上層に設けられ、耐ファウリング材からなる耐ファウリング材層21とを備える。
(もっと読む)
冷間圧縮によるチタン製圧縮機ブレードの修復
本発明は、タービンエンジンの圧縮機ブレード(2)で、半径方向端部(4)に猫舌状部(5)を備え、半径方向延在長さが所定の公称半径方向延在長さ(6)より短いブレード(2)の修復方法であり、前記舌状部の壁に施される冷間圧縮加工を使用して、前記舌状部の半径方向延在長さが前記公称延在長さより長くなるように前記猫舌状部を長くするステップを含む修復方法であって、圧縮加工は、前記猫舌状部の厚さより狭い間隔だけ離間した直線母線を有する2つのローラ(7)間でブレード(2)の端部を、ブレードの前縁を後縁に接続する弦に沿って移動させることで行われるローラバニシング加工であることを特徴とする修復方法に関する。  (もっと読む)
(もっと読む)
鋳造圧縮機物品及びそれを形成する方法
【課題】鋳造によって、鋳造翼形部、ステータ、ブレード、ガスタービン及びガスタービンシェルのような圧縮機物品の形成方法を提供する。
【解決手段】鉄−マンガン−アルミニウム−ケイ素−炭素(Fe−Mn−Al−Si−C)基合金をアルゴン雰囲気内で溶解して、酸化を最少とするように準備するステップと、Fe−Mn−Al−Si−C基合金を圧縮機物品の形状を有する鋳造品にニアネットシェイプ鋳造プロセスを利用して鋳造するステップと、鋳造後仕上げ加工を行って、圧縮機物品を形成するステップとを含む。
(もっと読む)
環状ブレード付きターボ機械組立体のロストワックス製造の改良された方法、そのような方法を実施するための金型およびワックス型
環状ブレード付きターボ機械のステータ組立体(10)のワックス型(50)を製造する方法にして、連続的に、前記組立体のブレード(18)の空洞のインプレッションを形成するように意図されたコア(40)を型内に配置することと、ワックスを前記型内に注入することと、前記コア(40)が取り付けられたワックス型(50)を型から取り外すこととを含む方法であって、前記コア(40)が、金属で製造され、コアの半径方向の内部端部(46)が、前記空洞を含むブレード(18)を形成する型の部分(58)内に、型のこの部分の半径方向の内部端部(52)から離れて収容されるように配置されることを特徴とする、方法。  (もっと読む)
(もっと読む)
鍛造用金型
【課題】鍛造素材を形成するために投入される金属材料の量を減らすとともに、金型の作成コストの増加を抑制することができる鍛造用金型を提供する。
【解決手段】切削加工されることにより羽根車となる略円柱状に形成された羽根車素材の鍛造に用いられる鍛造用金型1であって、羽根車素材における吸気側端面および側面を形成する凹部21を有する第1金型2と、羽根車素材における排気側端面を形成する第2金型3と、吸気側端面における羽根車素材の中心軸線Lまわりであって、羽根車の翼間に相当する部分から、凹部21の内側に向かって突出する複数の吸気側突起23,23と、側面における排気側端面の近傍における羽根車の翼間に相当する部分から、凹部21の内側に向かって突出する複数の外周側突起41,41と、が設けられ、吸気側突起23および外周側突起41は、中心軸線Lまわりに相対位置が変更可能とされていることを特徴とする。
(もっと読む)
マーキングされた物体を製造する方法
本発明はマーキングされた物体を製造する方法に関する。特に柔軟にマーキングを生成することができるようにするため、物体はアディティブマニュファクチャリングプロセスによって製造され、少なくとも一つのマーキング手段(50)が、アディティブマニュファクチャリングプロセス中に物体内に形成される。本方法は、マーキングの設計における大きな自由度を可能にする。例えば、本方法は、アディティブマニュファクチャリングプロセス中に二次元又は三次元構造を前記物体内部に隠すことを非常に単純に可能にする。追加的に又は代替的に、製造パラメータを確率論的又は決定論的に変更することができて、密度変動を生じさせる。例えば、多孔質微細構造(70)をマーキング手段として生成し得る。また、基材を、マーキング手段を形成するように物体内に未処理で残すか、又は異なって処理することもできる。  (もっと読む)
(もっと読む)
電動送風機及びこれを用いた電気掃除機
【課題】長期にわたって高能率を維持できる電動送風機及びこれを用いた電気掃除機を提供する。
【解決手段】電動機2によって駆動される遠心羽根車10と、上面に複数の静翼17が設けられ、下面に複数の戻り静翼18が設けられて電動機2と遠心羽根車10との間に配設されたディフューザ15と、ベルマウス21を有し、遠心羽根車10及びディフューザ15を覆うファンガイド20とを備え、遠心羽根車10は、円板状のハブ11と、吸込み口13を有する円環状のシュラウド12と、ハブ11とシュラウド12との間に設けられた複数の翼14とからなり、ファンガイド20のベルマウス21を、遠心羽根車10の吸込み口13の内側に位置させてその下部を外方かつ斜め下方に折曲げて傾斜面を有する折曲げ部23を設け、折曲げ部23の先端部を遠心羽根車10のシュラウド12の吸込み口13の周縁部より内側でかつ下方に位置させた。
(もっと読む)
ファン、そのファンを備えた電動送風機及び、その電動送風機を用いた電気掃除機
【課題】ファンの内部風路における送風損失を低減することで、高効率かつ低価格なファン、このファンを備えた電動送風機及びこの電動送風機を用いた電気掃除機を得る。
【解決手段】中央に外気を吸入するための吸気口9を有するドーナツ形の前面プレート10と、円板状でその面が前面プレート10の面と対向する後面プレート11と、前面プレート10と後面プレート11との間の空間を周方向に所定の間隔で仕切り、径方向に延在する内部風路を形成するブレード12とを備え、吸気口9からブレード12の回転により吸入される外気を、内部風路の内径側から外径側へ流通させて外径側から排出させるファンにおいて、ブレード12は、後面プレート11の表面を削いだ薄肉片からなり、この薄肉片を後面プレート11の表面に起立させ起立部12aを有し、内部風路は後面プレート11と起立部と前面プレート10とで囲まれて形成されたものとする。
(もっと読む)
圧縮機用インペラの製造方法
【課題】内部欠陥の発生を防止して十分な強度を確保でき、高い形状精度が得られ、さらには生産性の向上を図ることができる圧縮機用インペラの製造方法を提供すること。
【解決手段】複数の翼部を備えた圧縮機用インペラの製造方法は、インペラの中間製品3aの形状のキャビティを有する鍛造型を用いて、固体状の素材を型鍛造にて成型することにより、成型後に鍛造型を破壊又は変形させることなく型抜き可能な複数の翼部前駆体5aを形成した中間製品3aを作製する鍛造工程と、翼部前駆体5aを所定の方向に曲げ加工する曲げ加工工程と、翼部前駆体5aを所望の形状に切削加工して翼部を形成する切削加工工程とを順に行う。
(もっと読む)
プロペラファン、成型用金型および流体送り装置
【課題】省エネルギー性や省資源設計の面で大きく貢献するプロペラファン、成型用金型および流体送り装置、を提供する。
【解決手段】2枚翼のプロペラファンは、翼21Aおよび翼21Bと、翼同士を連接する連接部31とを備える。各翼は、中心軸101を中心に、直径Dを有して円弧状に延びる周縁部21aと、回転方向の側に配置される前縁部21bと、回転方向の反対側に配置される後縁部21cと、前縁部21bと周縁部21aとを接続する翼先端縁部21dとを有する。後縁部21cおよび周縁部21aの交点21eを含み、中心軸101に直交する平面をγとする。プロペラファンを翼先端縁部21dと中心軸101とを含む平面に平行な方向から見た場合に、中心軸101の線上における、平面γと、翼21Aの前縁部21bおよび翼21Bの後縁部21cの接続部分との間の距離Hは、0.028≦H/D≦0.056の関係を満たす。
(もっと読む)
樹脂製遠心羽根車の成形方法
【課題】再利用できる中子を用いるとともに、中子の除去時間を短縮することで、多種少量生産には適した樹脂製遠心羽根車の成形方法を提供すること。
【解決手段】遠心羽根車の外径に対応した金型1を有する射出成形機の金型1内に平行に形成されている主板成形部と副板成形部との間に、加水分解型で、かつ、疎水性の第1の樹脂材製の複数の中子9aを周方向に沿って所定の間隔で設けて、中子9aで囲まれる主板成形部5と副板成形部6との間の部分に、軸心から外周方向に向かって渦巻き状に延びる羽根成形部を形成し、金型1内において非加水分解型の第2の樹脂材により射出成形し、この射出成形された成形物の中子9aに水を接触させて、成形物の内部から中子9aを加水分解させて除去させる。
(もっと読む)
ウォータポンプ及びその組付方法
【目的】ケーシングを構成する部材と組付工数を削減し、ポンプ室とモータ室との水密性に優れたウォータポンプ及びその組付方法とすること。
【構成】モータ室11とポンプ室12とが軸方向に隣接して配置構成され、モータ室11側のみに開口部13が形成されたケーシング1と、インナーロータ2と、ステータコア4と、隔壁材3と、シャフト8と、仕切り用Oリング5と、規制リング6と、ポッティング樹脂部100とからなること。隔壁材3のカップ状部31の円周外側縁33がモータ室11とポンプ室12の境目領域15箇所に装着され、Oリング収納室Sを構成し、該Oリング収納室に仕切り用Oリング5をポンプ室側12寄りにし、規制リング6を前記モータ室11側寄りにして配置すること。隔壁材3とケーシング1内にポッティング樹脂100が充填され、仕切り用Oリング5はポッティング樹脂部100とは接触せず、隔壁材3がケーシング内に固定されること。
(もっと読む)
流体機械のケーシング及びその製造方法
【課題】流体の流れ方向上流側ケースと下流側ケースとを芯出し連結する構造工夫により、両ケース間に内装構造体を設けて芯出しする構造の設計上及び組立上の煩わしさといった不都合が回避され、改善されたポンプケーシング構造とする。
【解決手段】ケーシングが、複数のケースCを主軸の軸心方向で連結一体化することで構成されているケーシング構造において、複数のケースCのうちの流れ方向の上流側に位置する上流側ケース12と、その流れ方向の下流側に隣合う下流側ケース11とを軸心を中心とするインロー構造で嵌め合う嵌合部Kが形成され、嵌合部Kの径方向内側における上流側ケース12又は下流側ケース11に、ケーシングの内部に装備される内装構造体Nを嵌合及び支持させる取付部25が形成可能に構成されている。
(もっと読む)
遠心式送風機のケーシング成形装置
【課題】遠心式送風機のケーシングを大型化しても側板や背板に部分的な製造上の熱変形をきたすことなく成形でき、さらには背板にシーミング溝を形成する工程と側板をかみあわせ接合する工程とを一つの装置上で実質的に連続させて成形できる装置を提供する。
【解決手段】帯状プレート20の両側縁に背板3として必要とされる断面U字形をなすシーミング溝6を成形するとともに、そのワークを送り出す成形ロール7と、側板2の縁部が嵌められたシーミング溝6を側方から押圧して変形させ、背板3の側縁を側板2の周縁に固定するシームローラ8とを備える。渦巻状縁部2Aと直線状縁部2Bとが連なった周縁を持つ対向する二枚の側板2に、その周縁を取り巻くように背板3を固定して、羽根車のための渦巻室5が形成される遠心式送風機のケーシング4を成形する(図5および図20も参照)。
(もっと読む)
送風機
本発明は、特に自動車のエンジン冷却送風機に用いられる送風機(99)に関し、冷却空気ガイド装置(200;201)を備えたケーシング(10;90)が設けられており、該ケーシング(10;90)が、駆動ユニット(102,103)と、冷却空気ガイド装置(200;201)とを自動車に固定し、かつ冷却空気流(20,30,31,32)を駆動ユニット(102,103)に対して変向するように設計されていて、冷却空気ガイド装置(200;201)が、ケーシング(10;90)と一体的に形成されている送風機(99)に関する。  (もっと読む)
(もっと読む)
ポンプを製造する方法及びポンプ
【課題】水ポンプなどポンプ用のハウジングに駆動軸用軸受を取り付ける際には、軸受とハウジングの良好な嵌め合いを得ることが必要である。したがって、成形後にハウジングを機械加工して、開口部が軸受を受ける正確な寸法であることを保証する必要がある。
【解決手段】ポンプ・ハウジング12及び軸受16内で回転するように取り付けられた駆動軸14を備えるポンプ10を製造する方法であって、軸受16外面に少なくとも1つの係合構成部44を形成し、ポンプ・ハウジング12を前記係合構成部44に係合するようにポリマーの射出成型によって成形する。その結果、成形されたポンプ・ハウジング12と軸受16の剛体的係合が容易に得られ、製造コストが低減出来る。
(もっと読む)
161 - 180 / 551
[ Back to top ]